一種新型小極板剝鋅機及自動碼垛技術的應用實踐
2020-06-28 14:20:14何俊
科學技術創新 2020年16期
何俊
(中際山河科技有限責任公司,湖南 長沙410000)
鋅在國民經濟中占有重要的位置,鋅的主要生產工藝為濕法煉鋅工藝,鋅電積是濕法煉鋅的關鍵環節。鋅電積按其電積陰極板有效面積大小的不同,分為小極板和大極板,小極板有效面積為1.13~2.6m2,大極板有效面積為2.6~3.2m2,我國鋅電積生產,多數都采用小極板生產工藝,少數采用大極板生產工藝。過去通常采用人工剝鋅,勞動強度大,工作環境惡劣。近年來,自動剝鋅逐漸成為一種趨勢,小極板電鋅生產系統也開始陸續引入自動剝鋅成套設備。我廠于2017 年下半年開始科研立項,聯合研發一套適應我廠工藝現狀的異形極板自動剝鋅生產線,目前已投入生產穩定運行。本文重點介紹了該生產線及其新型自動碼垛技術在剝鋅生產中的應用實踐。
1 我廠小極板電鋅生產工藝現狀
(1)電積周期為24h,陰極板數量較多,單位時間內要求自動剝鋅機組處理單片陰極板的時間很短,理論最快剝片速度要求達到6s/片。(2)剝鋅機連續作業時間長,從早上7 點持續到晚上21 點。(3)受限于廠房土建結構,剝鋅場地空間配置非常緊湊,且不能做大面積挖坑這類基建改造。(4)電積鋅具有陰極板上端水口線附近鋅片較薄,底端鋅片較厚的特性。(5)鋅電解車間與鋅熔鑄車間距離很遠,剝鋅機剝離的鋅片經過稱重和自動碼垛后,鋅垛由叉車運送到鋅熔鑄車間。
2 自動剝鋅機組的布局、運行和存在的問題
聯合研發項目組從我廠實際出發,選定了E 型布置的結構形式。見圖1。
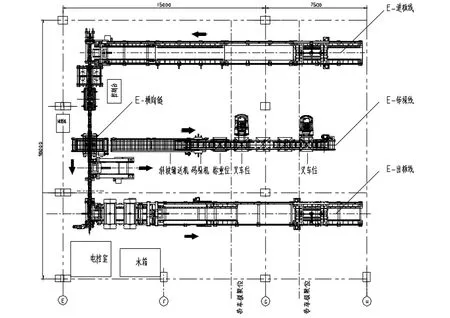
圖1 剝鋅機組廠內布置圖
自動剝鋅工藝流程如下:人工輔助吊車每次放入二分之一槽陰極板到E- 進板線的受板機架,轉運小車將陰極板運到進板鏈條輸送機上,進板鏈條輸送機步進送板,移載機逐塊送板進入E- 橫向鏈,陰極板在E- 橫向鏈上依次經過振打預開口、機械預開口、人工觀察位、主剝離、剔板工位,在出板工位由移載機將陰極板搬運到出板鏈條輸送機上,經過洗刷機刷洗,再由移載機將刷洗干凈的陰極板搬運到平板輸送機上自動收攏,等待吊車調回槽面。主剝離工位將電積鋅從陰極板上剝離下來,由下方鏈板輸送機將鋅片輸送到傾斜鏈板輸送機上,鋅片在碼垛機處自動疊加堆垛,達到一定高度后,由鋅垛輸送鏈條把鋅垛運出,經過稱重工位稱重,再運送到叉車工位,由叉車運輸到鋅熔鑄車間。
經過大半年的自動剝鋅生產實踐和聯合攻關,項目組先后解決了剝鋅機生產線頻繁掉板、預開口成功率低、刷板質量不達標、碼垛高度不達標等眾多難題,基本上滿足了生產需求,實現了剝鋅自動化,包括陰極板自動轉運、鋅片自動剝離、鋅片自動堆垛、鋅垛自動稱量、陰極板自動刷洗等,隨著我廠人員對設備運行關鍵因素的逐步熟悉與精通,剝鋅效率距離理想最高效率也越來越逼近。
下面本文就碼垛高度不達標問題的解決過程進行詳細介紹。
3 自動剝鋅機組在自動碼垛方面存在的幾個問題
由于我司廠房位置的特殊性,鋅電積車間和鋅熔鑄車間相距較遠,鋅垛采用叉車運輸。堆垛每高1mm,則意味著叉運鋅垛的總垛數少一些,叉車運輸效率要高一分,可以為我司帶來明顯的直接經濟效益,因此,我司要求堆垛高度≥800mm。對比其他大極板自動剝鋅應用場景的堆垛要求400mm,或相近的1.6m2小極板剝鋅機堆垛要求約500mm,我司的堆垛要求相對要高的多。
堆垛高度的高要求,直接帶來以下幾個問題:(1)由于鋅片存在上端薄下端厚的特性,堆垛高度越高,鋅垛往一邊偏斜的越嚴重。(2)鋅垛偏斜嚴重,叉運途中有鋅垛傾翻的危險。(3)堆垛高度越高,鋅垛在鏈條上的支撐點之間形成的下凹弧度越大,導致叉車空檔越小,加大了叉車的叉垛難度。(4)叉車司機叉鋅垛作業時的視線從上往下屬于俯視,尤其是在夜晚作業條件下,難以保證準確插入空檔而不損壞設備。(5)碼垛機鋅片落差≥1000mm,鋅片下落姿態難以保證,經常左右碼不齊。碼不齊的鋅片堆成鋅垛之后,在運出碼垛機的過程中容易刮擦到結構件,導致鋅垛傾翻。
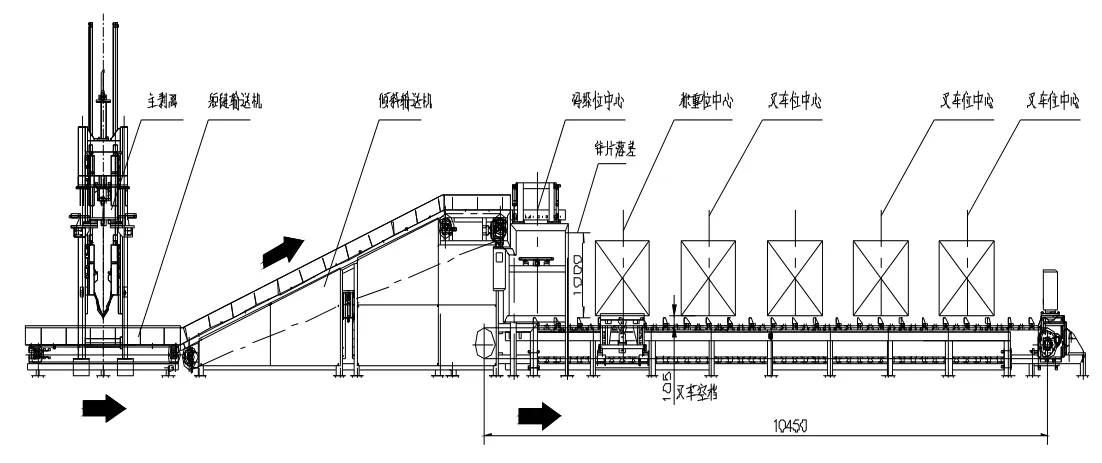
圖2 原鋅垛輸送線布置圖
4 一種新型小極板電鋅自動碼垛線的應用實踐
為解決以上剝鋅生產實踐中的具體問題,項目組經過聯合集智攻關,確定了新的自動碼垛線方案,見圖3。
在充分考慮經濟性的條件下,對廠房地基不做任何改變,新碼垛輸送線從以下幾個環節做出了關鍵改進:
短鏈輸送機采取交替正反轉的方式,鋅片薄端與厚端交替堆垛,解決碼垛傾斜的問題,消除了叉車長距離叉運途中鋅垛傾翻的安全風險,相同高度的鋅垛重量比之前明顯提高,大大提升了叉運效率。
碼垛機采用頂部開放式結構,解決了不規則鋅片易碰到結構件卡死的情況,大大降低了卡片故障率,碼垛機底部設置的頂升接片裝置,在油缸完全升出的情況下,將鋅片下落至接片平面的高差縮小到500mm以內,解決了鋅片碼不齊的問題。整齊碼垛的鋅垛高度達到850mm,超預期完成改進指標,由于碼垛機兩側采用開合式對中機構,整齊堆垛的鋅垛從新的碼垛機里面往外運出時,側面結構件均停留在縮回端,結構件與鋅垛保持較大間距,實際應用后沒有再出現刮擦鋅垛的現象。
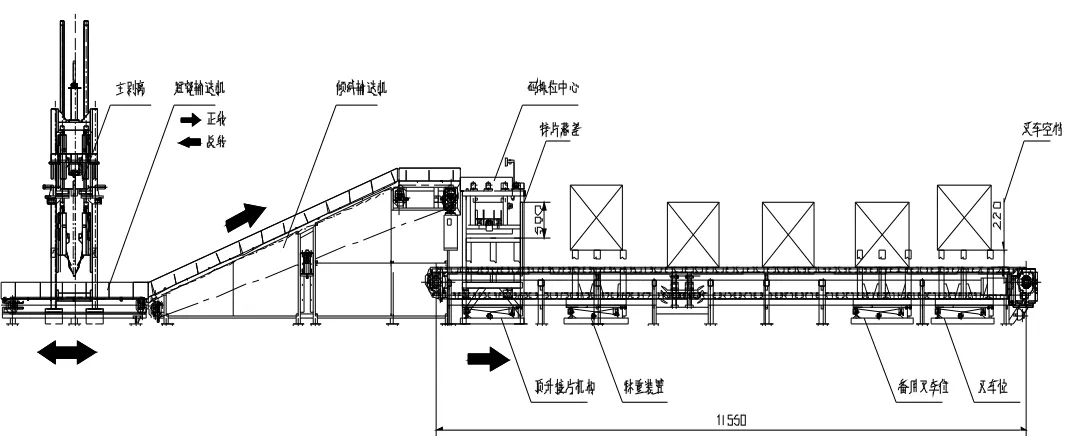
圖3 新鋅垛輸送線布置圖
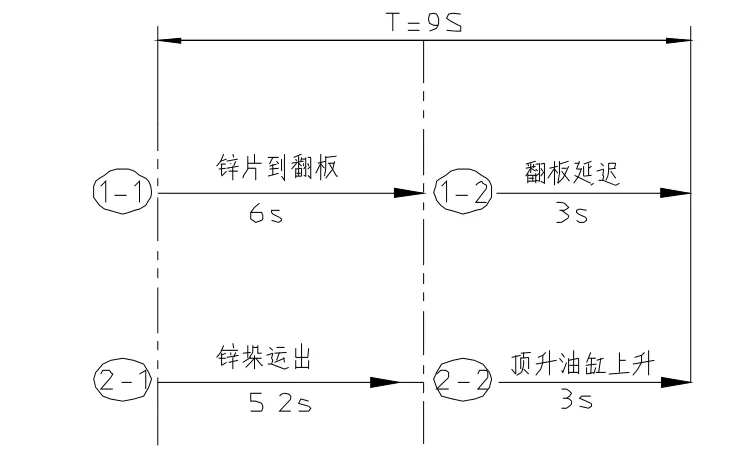
圖4 新碼垛輸送線時序圖
鋅垛運出的過程中,新的鋅片下落之前,為了使生產不中斷,必須滿足規定時間內鋅垛完全運到下一工位,且頂升接片裝置上升到頂。時序圖4 如下:實際應用表明,新的碼垛輸送線滿足不停機連續生產的要求。鋅垛經過稱重工位稱重之后,逐垛后運,經過備用叉車工位,最終在叉車工位被叉走。設計兩個叉車工位一用一備,完全解決了萬一一臺叉車工位出現故障不能使用造成停機,影響生產的隱患。
經過攻關整改,這種新型小極板電鋅自動碼垛線成功應用到我司自動剝鋅機生產線上。
5 結論
剝鋅自動化設備的機械剝鋅效率從運行初期的50%逐步增加到目前的95%以上。影響剝鋅率的主要原因:一是設備在初始運行階段,運行參數設置及調整經驗不足,有些與工藝實際不適應;二是工藝技術控制的不成熟,導致鋅片質量差,影響了剝離環節的一次成功率,也就是車間所謂的鋅片難剝的問題;三是參與剝鋅生產的人員對設備經歷了一個比較長的熟悉和學習過程,從操作不熟練到熟練,從維保部熟悉到熟悉甚至精通,逐漸掌握了自動剝鋅生產的新技能,從不同的角度貢獻出自己的寶貴經驗和聰明才智,提高了設備的自動化水平和場地適應性,一定程度上節約了企業的運營成本,降低了工人的勞動強度。