
柴油機數控加工質量與效率提升措施探討
2020-06-28 06:10:30張媛張傳勇劉海川
中國設備工程 2020年5期
張媛,張傳勇,劉海川
(中國石油集團濟柴動力有限公司,山東 濟南 250300)
數控機床是使用數字控制表單信息的機床。這是一種靈活高效的自動機床。數控機床具有高度的適應性,可以執行復雜的運動,高精度、穩定的質量和高生產率,并導致了傳統制造業的質變。目前,中速柴油機的生產技術正在不斷提高。 G8300 系列的柴油發動機是中國自主開發的型號。主體的主軸承孔和凸輪軸孔的精度會影響整個發動機的性能。代替專用機床,使用數控機床的大趨勢是大勢所趨。
1 數控加工技術分類知識
數控加工過程的知識是指公式、規則、實驗、數據等的集合,由過程專家在設計數控加工過程中使用。作為一項知識密集型活動,過程計劃在過程中使用了大量的知識,這些知識主要集中在:第一,資源處理:如何掌握資源處理原理;第二,加工對象:如何在加工中確定加工對象的集合尺寸;第三,處理技術:如何選擇處理技術,進而達到什么處理目的;第四,加工決策:根據實際加工的對象選擇加工處理例數,從而實現技工的有效性;第五,工藝評價:根據標準對加工的商品進行評價。
此知識有多個來源,例如,過程手冊,過程案例和過程專家為了贊揚結構化水平和易于呈現的知識,過程知識的現有形式可以分為以下幾類(1)處理經驗,操作技能等;(2)了解基于紙制的過程,包括技術文檔、過程表、過程手冊等;(3)了解半結構化存儲過程,例如,技術文檔的電子版本、AutoCAD 工程圖、Excel 文檔等;(4)存儲的知識過程的結構,例如,過程數據庫、過程知識數據庫等。有關過程的知識的多樣性和復雜性,以及它們的簡單性和歧義性,直接影響知識的重用和智能決策過程的發展。因此,研究他的表示法很重要。如圖1 所示,本文解釋了獲取有關CNC 加工過程的知識以及應用知識和輸出方法的問題。
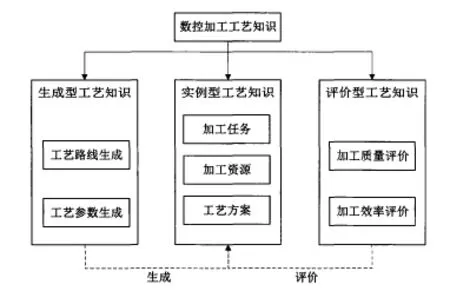
圖1 數控加工工藝知識分類
實例型工藝知識也是直接反映多年收集的制造數據的過程的事例,這也是智能流程實時的前提,該流程系統可以重復使用流程知識。處理任務,處理資源和技術解決方案時處理文件的主要組成部分。流程計劃主要是將處理任務與資源處理緊密聯系在一起的流程計劃的結果。生成過程知識用于從類似示例中生成知識過程。根據鏈接的使用和內容的形式,過程路徑生成的知識和過程參數生成的知識是加工過程中的兩種主要知識類型。流程知識評估,以評估有關所創建實例類型的流程知識。在這些模型中,當選擇多個方案時用于評估過程圖、計算表面粗糙度、公式、配額等的模型都是評價型工藝知識。
2 保證精密的數控加工
2.1 產品參數處理
創建CNC 程序時,必須正確處理零件結構的尺寸,同時,在處理過程中,一定要把用于編程的非對稱尺寸轉換為對稱尺寸,如果不進行轉化,就會導致加工出來的零件尺寸與實際需要的尺寸不相符。如果零件尺寸為50,則應該在50.03±0.03mm 處理數據,并將尺寸50.03 應用于數控程序,并且保證公差帶的中心與零件的中心位置相符,從而增加零件的準確度。如果以復雜零件作為對象,在加工中,復雜零件的幾何形狀與CNC 插補功能不匹配,則需要更加專業的參數進行處理。如果要通過線段或圓弧段接近非圓曲線,請計算相鄰近似線的坐標、圓弧的交點或切點(稱為節點)。坐標默認值必須是小數點后三位,輸入的第四位四舍五入或刪除。對于非圓形曲線和曲線列表,在編程過程中必須選擇正確的調整方法,在檢查的過程中,必須以半脈沖當量對安裝過程中的偏差進行檢查。一般情況下,曲線中如果有較多的節點,曲線的彎度越大,它的誤差就會越大,曲線越直,它的誤差就越小,這對保證零件精確度非常重要。
2.2 數控機床加工
(1)機體機座加工成品的工裝配置。特殊的切割頭和鉆頭可用于其他工件。與特殊加工相比,降低了特殊工具的成本。
(2)機座和機體聯接銷孔加工。在數控龍門鏜銑床上,加工針孔的過程與其他加工過程一起完成。數控龍門鏜銑床具有很高的定位精度,這可以精確控制兩個零件的外端面與其各自的銷孔之間的距離,從而滿足安裝要求。
(3)機體凸輪軸孔數控機床加工。帶有凸輪軸孔的數控機床的加工如圖2 所示。圖中使用的機床是TK6920 數控臥式銑鏜床。工件的位置由機床校正,由于內腔有限,因此,機床隨附的銑削頭的頂端由專用的驅動頭代替。在驅動頭的前面,安裝了一個特殊的刀盤和刀具加工孔。
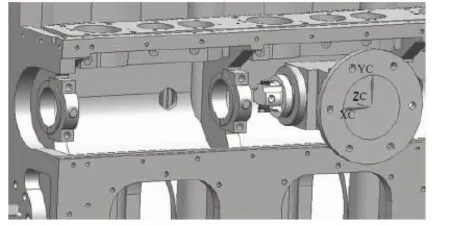
圖2 TK6920 數控臥式銑鏜床加工凸輪軸孔示意圖
優點:(1)精度高:機床是大型的數控高精密機床。通過重復定位機床的精度來保證每個孔的同軸度,以確保精度于0.02 毫米內;(2)節省時間和人力:可以在激光對刀儀上精確定位刀具與刀盤,然后進行安裝(設定精度為0.01毫米),在整個處理過程中,僅需在最終產品之前微調切割頭的控制量即可。使用校準后的頂尺,讓工人可以精確地測量尺寸。頂尺比卡鉗更易于使用且精確較高。特殊機器加工的凸輪軸孔的示意圖每個尺寸文件根據正在處理的數控程序進行處理。注意加工過程,并根據加工余量調整成品加工工具的尺寸。
缺點:(1)這種數控機床的成本高于專用機床的成本。(2)機床加工多個零件,機床上沒有專用的定位工具。每次擰緊工件時,都必須手動進行調整,并根據機床的牽引表將參考值歸零。
2.3 正確調整和定位工具
數控加工刀具的設置直接影響加工零件的精度以及數控機床的使用。通過刀具設定點完成刀位設置,并通過刀具的位置點確定機床上的刀位點。調整刀具時,刀點必須與刀位點相對應。提高數控加工零件的精度。可以在工件或機器上設置刀位設定點,但必須具有一定的尺寸,具體取決于零件定位參考的坐標。應根據零件的設計和過程盡可能選擇刀具的設定點。對于通過孔放置的零件,最好使用孔的中心作為工具的設定點。在CNC 機床上加工圓形鋼零件時,通常使用三爪卡盤直接夾緊:零件軸與右端面之間的交點用作零件的原點,不僅方便了工具的調整,并且對刀具的設置精度更高。
2.4 正確選擇切割方法
在加工完成時,應盡采用順銑加工的方法來提高零件的表面質量。如果表面處理室的表面是斷續的,且表面上有凹槽,則必須在表面處理后制作一個用于加工的凹槽。下面以車削加工為例,和薄壁襯套的CNC 車削示例,主彎曲角度必須更大(例如90°),以防止徑向切削力由于振動而產生的影響降低工件質量。當端部和臺階旋轉時,主傾斜角優選為大約93°。輔助刀具偏角對表面粗糙度影響最大,主偏轉角和次級偏轉角越小,刀具尖端的半徑越大,工件的粗糙度越低,工具的前角和后角越大,工具越清潔,表面越薄,但是工具強度會降低,磨損會更快。為了充分利用機床在數控加工中的功能,有必要選擇具有高強度和耐久性的新型高效機床,這不僅增加了機床的使用壽命和加工效率,降低了切削力,而且還可以顯著提高工件的表面質量。
3 結語
隨著工業的社會經濟類型向基于知識經濟的轉變,知識在生產中作為有價值的因素,發揮著越來越重要的作用。在制造公司中,過程計劃的程度在產品質量中起著至關重要的作用,但是工藝過程智能化過程受數據和知識瓶頸的限制。一方面,過程知識固有的隱蔽性、不安全性、多樣性和復雜性導致呈現和管理困難,另一方面,現有過程知識的獲取集中在發現上,以及從流程案例及其匯總中獲取知識,匯集速度較為緩慢。
