高精度擠出橡膠在線定重分剪機設計與啟停抑振控制研究*
2020-06-28 11:50:26王嘉恩聶曉根
機電工程 2020年6期
王嘉恩,聶曉根
(福州大學 機械工程及自動化學院,福建 福州 350108)
0 引 言
橡膠是一種具有可逆形變的高彈性聚合物材料,具有電絕緣性、耐磨性等優(yōu)良特性,被廣泛運用于各種密封場合[1-2]。橡膠密封件雖小,但對工作系統(tǒng)的性能影響重大,所以對橡膠密封件的原料及其加工質(zhì)量都有較高的要求。當前,橡膠密封件生產(chǎn)工藝流程主要包括:塑煉、混煉、成型、硫化等[3]。在壓鑄型之前,需要對經(jīng)過煉膠后的擠出橡膠進行高精度稱重和分剪。企業(yè)現(xiàn)有的擠出橡膠稱重和分剪通常由人工手動操作完成,分剪過程往往需要多次反復的稱量和剪切才能達到稱量精度要求,生產(chǎn)效率低下,操作者勞動強度大。
在橡膠定重分剪研發(fā)方面,陳耿[4]研制了X、Y軸龍門式橡膠裁剪機,該設備刀具由單個刀片構(gòu)成,并由曲柄滑塊機構(gòu)驅(qū)動;鄧肖粵等[5]在橡膠輪胎生產(chǎn)線上使用PLC作為控制器,設計了一把由電機旋轉(zhuǎn)帶動的切刀;張國文等[6]發(fā)明了一種橡膠沖切裝置,在橡膠定位完成后,利用液壓桿沖壓下料,然后進入收料倉收集。以上均是對塊狀或片狀橡膠進行定重分剪,尚未見對擠出橡膠的高精度動態(tài)定重分剪的研究報道。
筆者針對現(xiàn)有精密橡膠制品高精度備料要求,以提高橡膠制品備料精度、生產(chǎn)效率、降低操作人員勞動強度和成本為目標,對擠出橡膠在線自動定重分剪一體化設備進行研究。
1 分剪機結(jié)構(gòu)設計
橡膠定重分剪備料加工需要配合現(xiàn)有的橡膠擠出機實現(xiàn)。加工時橡膠擠出機將橡膠原料源源不斷地從出料口擠出,形成一條連續(xù)運動的橡膠條,擠出橡膠經(jīng)稱量系統(tǒng)定重稱量;向控制器PLC發(fā)出指令,控制分剪機快速響應進行橡膠條分剪。
為盡可能減少稱量系統(tǒng)自身重量對稱量精度的影響,稱重傳感器采用電阻應變片式傳感器懸臂布置,該稱量系統(tǒng)可與分剪機構(gòu)分離,避免分剪動作產(chǎn)生的沖擊對稱量精度造成影響。
懸臂式稱量系統(tǒng)結(jié)構(gòu)如圖1所示。

圖1 懸臂式稱量系統(tǒng)結(jié)構(gòu)示意圖
在擠出橡膠在線定重分剪加工中,分剪機的響應對系統(tǒng)的稱量精度具有重要影響。一方面為了高速高精度分剪橡膠條,要求分剪機應高速響應完成分剪動作;另一方面為了實現(xiàn)高精度稱量,要求分剪機高速運行時振動應小。因此,分剪機的結(jié)構(gòu)設計和運動控制對一體機性能具有決定性影響。其中,刀具設計需要綜合考慮以下因素:
(1)刀片同步性的保持。執(zhí)行分剪動作時,兩刀片應能以大小相同、方向相反的角速度進行旋轉(zhuǎn)運動。若兩刀片旋轉(zhuǎn)的角速度大小無法嚴格保持一致,則分剪位置將會出現(xiàn)偏離,導致分剪位置偏差,產(chǎn)生剪切沖擊,并產(chǎn)生誤差;
(2)刀片間距的保持。刀具的剪切力必須能使橡膠條迅速分剪且切口平整。而剪切力除了受電機轉(zhuǎn)矩及傳動系統(tǒng)影響外,還受兩刀片剪切面間距的影響。若間距過大,則無法進行剪切;若間距過小,則兩刀片間接觸面配合較緊易造成“卡刀”;
(3)刀片長度的要求。刀片的剪切力來源于電機輸出軸,當電機輸出轉(zhuǎn)矩一定時,刀片對橡膠條的作用點與刀片轉(zhuǎn)動中心距離越小,則剪切力越大。同時,需考慮分剪機的空間位置限制,刀片應有一定的長度才能保證在剪切橡膠條時不與分剪機產(chǎn)生干涉;
(4)刀片的厚度要求。執(zhí)行分剪動作時,刀片厚度越薄就越鋒利,越容易剪斷橡膠條,但過薄的刀片其抗扭強度也相對不足。同時,過薄的刀片也不利于刀片在旋轉(zhuǎn)軸上的軸向定位和周向定位。
為了實現(xiàn)分剪運動,分剪機兩刀片需作同軸反向等角度往返回轉(zhuǎn)運動,為此,筆者設計了專用的橡膠分剪機,如圖2所示。
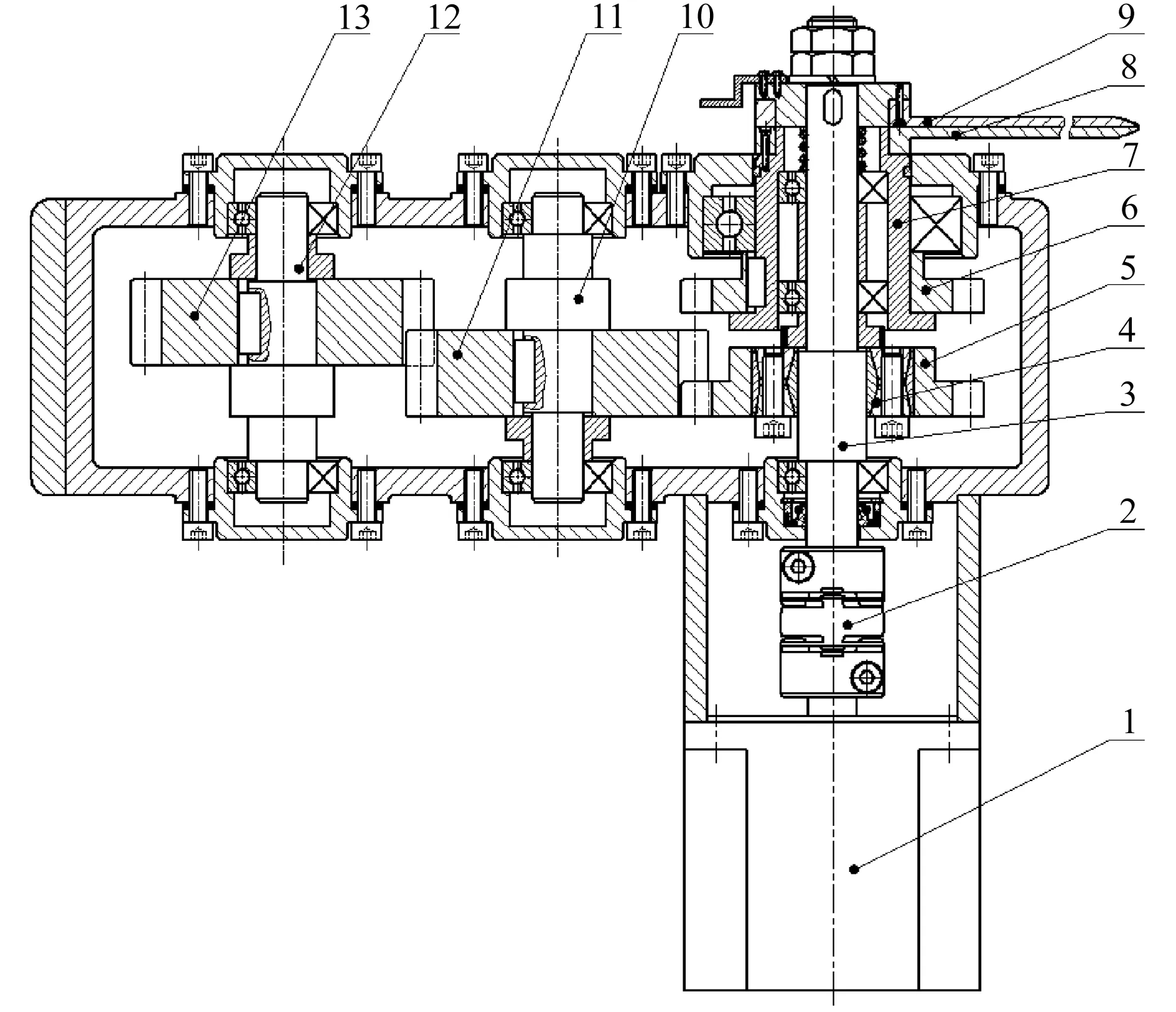
圖2 同軸雙向式分剪機結(jié)構(gòu)旋轉(zhuǎn)剖面圖1-電機;2-聯(lián)軸器;3-主軸;4-脹緊套;5-主動齒輪;6-從動齒輪;7-套杯;8-下刀片;9-上刀片;10-一級從動軸;11-一級惰輪;12-二級從動軸;13-二級惰輪
該分剪機由兩條傳動鏈組成,電機通過聯(lián)軸器和主動軸直連,主動軸另一端通過平鍵和上刀片固連,再由鎖緊螺母固定,構(gòu)成主傳動鏈。次傳動鏈中,主動軸經(jīng)過其軸上的齒輪與一級從動軸上的一級惰輪嚙合;然后,一級惰輪再與二級從動軸上的二級惰輪嚙合,經(jīng)過二級傳動,該從動軸的旋轉(zhuǎn)方向和主動軸的轉(zhuǎn)向一致;再將該二級惰輪與主動軸上的另一齒輪嚙合,達到將與主動軸相反方向的旋轉(zhuǎn)運動傳回主動軸的目的;最后,將該齒輪和套杯固連,套杯和下刀片固連,構(gòu)成次傳動鏈。同時,為實現(xiàn)往復分剪,筆者將刀片設計成雙側(cè)刀刃結(jié)構(gòu)。
因為齒輪間的嚙合傳動比均為1∶1,兩刀片的同步性在機械結(jié)構(gòu)上得到了保證。同時,刀片間距的保持采用了具有一定彈性模量的彈簧自動進行動態(tài)調(diào)整。在安裝剪切機時,為了可以無級調(diào)節(jié)兩刀片,在合并剪切時,刀片刀尖方向位于橡膠條擠出方向上,這里設計通過脹緊套鎖緊方式固定主動軸上的齒輪。
分剪機三維效果如圖3所示。

圖3 同軸反向式分剪機三維效果圖
2 分剪動作分析
執(zhí)行分剪動作時,需要精確控制刀具刀片的位置,即需要對步進電機的角位移進行定位控制。同時,為避免分剪過程中產(chǎn)生的機械振動對稱重系統(tǒng)的影響,減少機械柔性沖擊,需要對步進電機的啟停作加減速控制。
根據(jù)橡膠高精度分剪要求,筆者對電機的運動控制采用三段控制方法:第一階段為電機開始轉(zhuǎn)動到刀刃剛接觸到橡膠條;第二階段為刀刃切入橡膠條到橡膠條被完全剪斷;第三階段為刀片分剪完成并繼續(xù)旋轉(zhuǎn)至反向零點位置。
由于熱熔融狀態(tài)下的橡膠具有很大的黏度,與刀片之間存在較大的摩擦力,橡膠條與刀片之間的相對滑移可忽略不計。
分剪動作第一階段與橡膠條實驗抽象成的幾何模型如圖4所示。
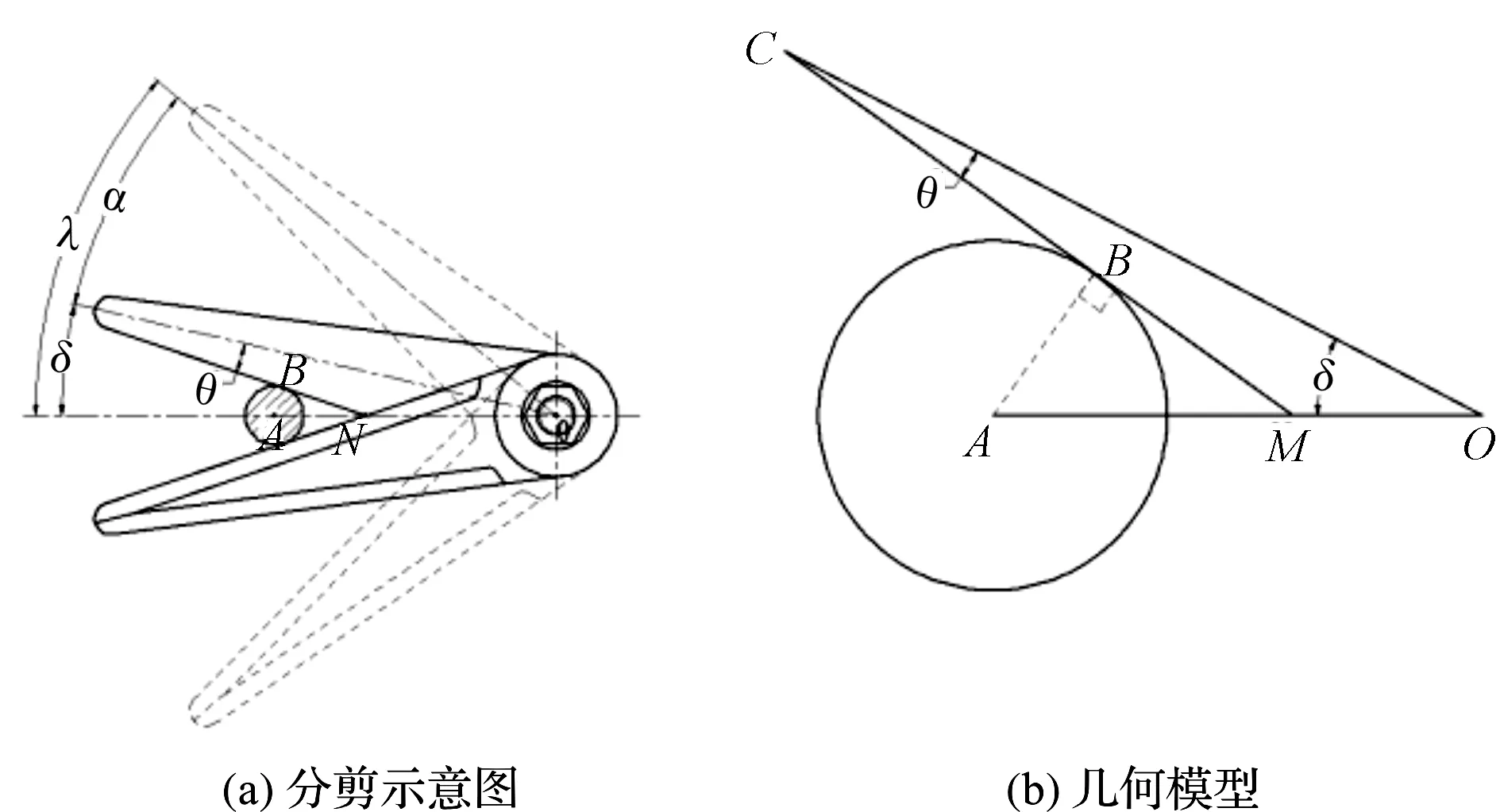
圖4 分剪動作第一階段示意圖
圖4中,電機開始轉(zhuǎn)動到刀刃剛接觸到橡膠條,這個階段可看作是電機的空載運行,用于電機的加速運動。
圖4中,虛線標識為初始位置,實線標識為目標位置,兩位置間步進電機轉(zhuǎn)過了α角度,即:
α=λ-δ
(1)
式中:λ—在刀片的初始位置時刀片中心線與橡膠條的擠出平面夾角;δ—在刀刃剛接觸到橡膠條時刀片中心線與橡膠條的擠出平面夾角。
要求α,需對夾角δ進行求解。為方便推導計算,將刀具剪切橡膠條實驗抽象成幾何模型。
其中:圓A為橡膠條橫截面,點O為刀具旋轉(zhuǎn)中心,點B為刀刃與橡膠條接觸點,點C為刀尖點。
已知橡膠條橫截面中心與刀具旋轉(zhuǎn)中心距離OA、刀具長度OC、橡膠條橫截面半徑R和半個刀尖角θ的值,求δ的值。作輔助線,過點A作AB⊥CM于點B。
在△MOC中,由正弦定理得:
(2)
其中:
(3)
sin∠CMO=sin(π-(θ+δ))=sin(θ+δ)
(4)
將式(3,4)代入式(2)中,得:
(5)
所以,可得到:
(6)
將式(6)代入式(1)中,可以求出步進電機第一階段轉(zhuǎn)過的角度α為:
(7)
分剪動作第二階段與其幾何模型如圖5所示。
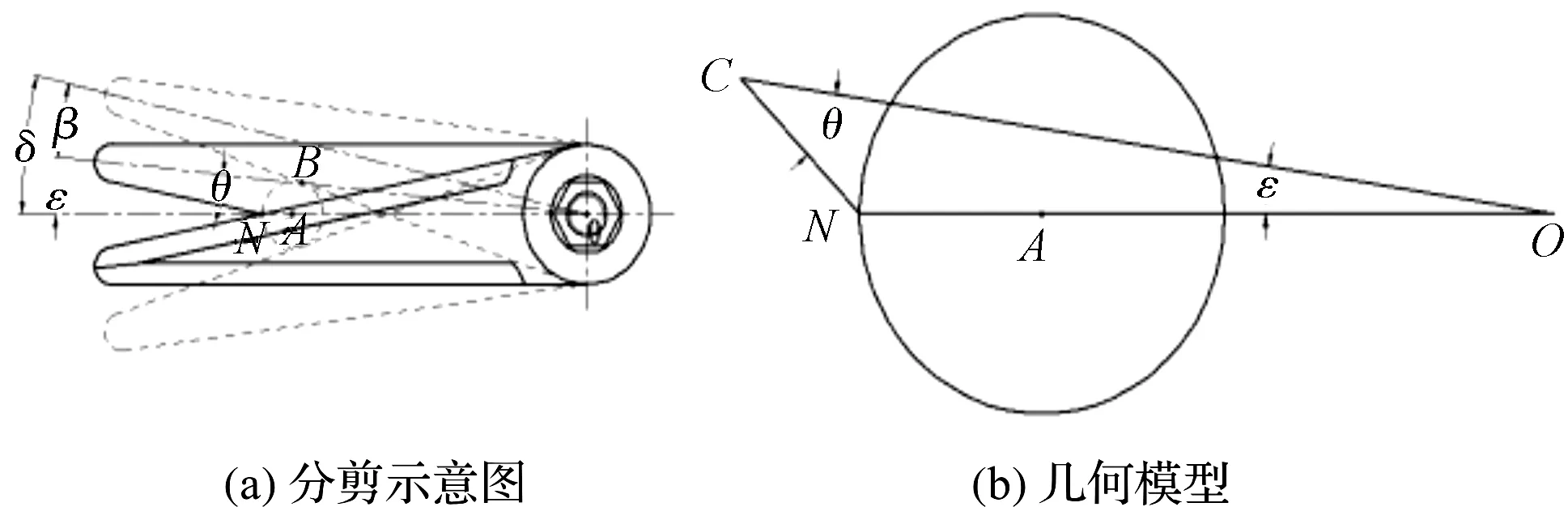
圖5 分剪動作第二階段示意圖
圖5中,刀刃切入橡膠條到橡膠條被完全剪斷,這個階段電機對外做功,用于電機的勻速轉(zhuǎn)動。
兩位置間步進電機轉(zhuǎn)過了β角度,即:
β=δ-ε
(8)
式中:δ—在刀刃剛接觸到橡膠條時刀片中心線與橡膠條的擠出平面夾角;ε—在刀刃完全剪斷橡膠條時刀片中心線與橡膠條的擠出平面夾角。
同理,要求β,需對夾角ε進行求解。
其中,點N為刀刃完全剪斷橡膠條時,刀刃與橡膠條的交點。已知橡膠條橫截面中心與刀具旋轉(zhuǎn)中心距離OA、刀具長度OC、橡膠條橫截面半徑R和半個刀尖角θ的值,求ε的值。
在△NOC中,由正弦定理得:
(9)
其中:
ON=OA+R
(10)
sin∠CNO=sin(π-(θ+ε))=sin(θ+ε)
(11)
將式(10,11)代入式(9)中,得:
(12)
所以,得到:
(13)
將式(13)代入式(8)中,可以求出步進電機第二階段轉(zhuǎn)過的角度β為:
(14)
在第三階段,刀片剪切完成并繼續(xù)旋轉(zhuǎn)至反向零點位置,為下一個工作循環(huán)做準備。
分剪動作第三階段如圖6所示。
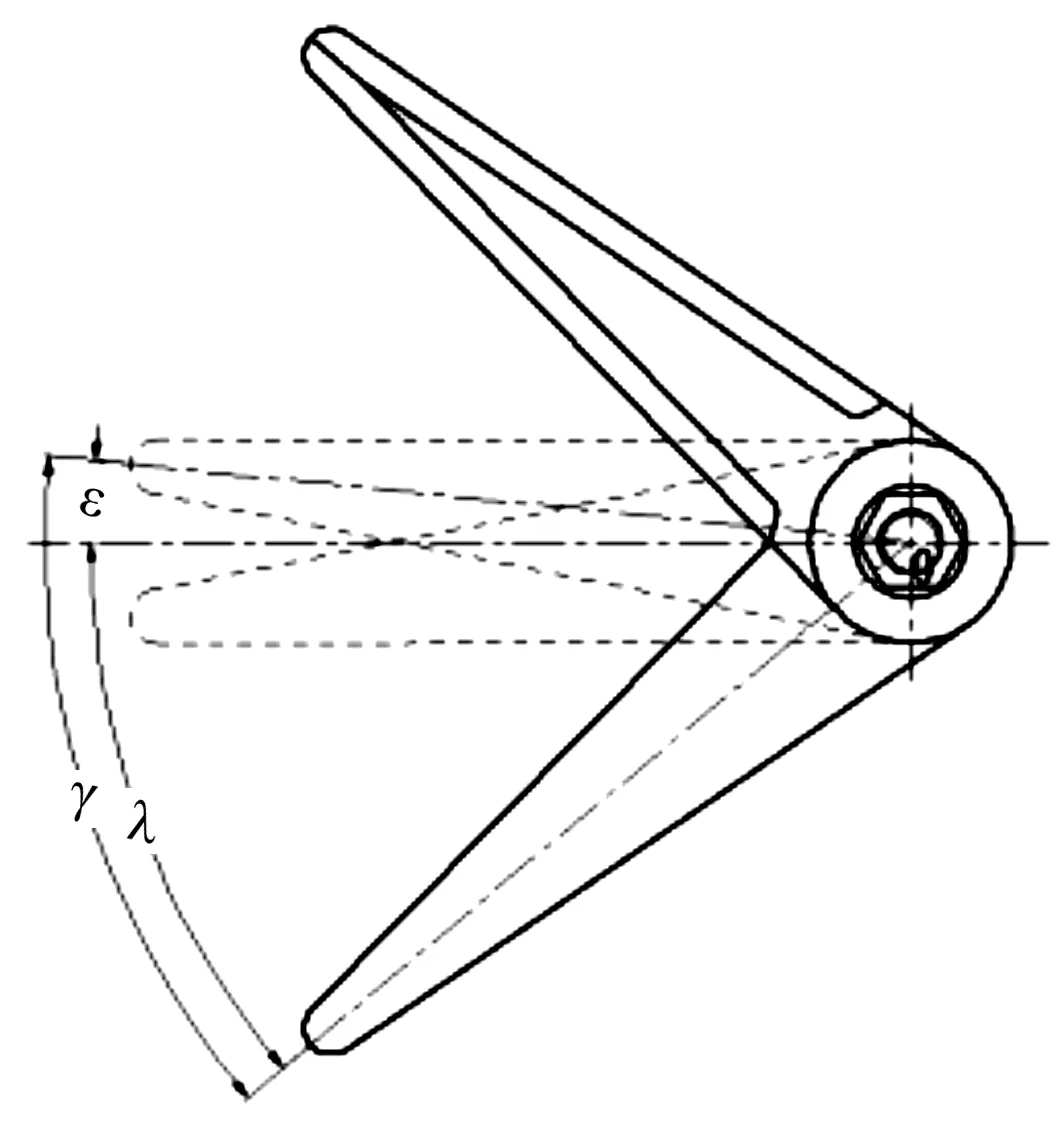
圖6 分剪動作第三階段示意圖
從而可以求出步進電機第三階段轉(zhuǎn)過的角度γ為:
γ=λ+ε
(15)
(16)
3 加減速算法
PLC自帶加減速功能的脈沖輸出指令PLSR,在確定最大轉(zhuǎn)速、位移和加減速時間后,可以直接輸出加減速脈沖信號。但是,其速度變化為一次函數(shù),加速度在啟停時會發(fā)生突變,對系統(tǒng)產(chǎn)生了較大的振動。
PLC加減速脈沖輸出如圖7所示。

圖7 PLC加減速脈沖輸出圖
所以,為減少步進電機啟停時的機械振動對稱重系統(tǒng)的影響,需要對電機進行加減速控制。在電機控制領域,傳統(tǒng)的加減速算法有直線型、指數(shù)型、三角函數(shù)型等[7],許多學者在對加加速度研究的基礎上,更加深入地對加加速度進行探索,提出了S形加減速曲線等[8-10]。
筆者結(jié)合實際應用,提出一種適配刀片旋轉(zhuǎn)運動的加減速算法,其電機加減速運動學關(guān)系如圖8所示。

圖8 電機加減速運動學關(guān)系圖
圖8中,電機在啟動時先作加速度增加的加速運動和加速度減少的加速運動,然后作勻速運動,最后作減速運動。同時,為避免加速度的突變造成的機械柔性沖擊,本文將加加速度函數(shù)設計為連續(xù)的分段函數(shù)。
要求出具體時間的速度值,需要求出速度的函數(shù)解析式,因為加速、勻速和減速階段的求解原理類似,所以本文以加速階段為例進行函數(shù)求解。
在[0,t1]中,加加速度函數(shù)為3段一次函數(shù),設為:
(17)
式中:k—加加速度函數(shù)斜率;t1—電機加速時間。
然后,對加加速度的各分段函數(shù)進行逐次積分,再將邊界條件代入,求出帶有參數(shù)k的加速度函數(shù):
(18)
再對加速度的各分段函數(shù)進行逐次積分,求出帶有參數(shù)k的角速度函數(shù):
(19)
最后,對速度的各分段函數(shù)進行逐次積分,求出帶有參數(shù)k的角位移函數(shù):
(20)
求出角速度和角位移函數(shù)后,當t=t1時,有vmax=v3(t1),s3(t1)=α,即:
(21)
式中:t1—電機加速時間;α—加速階段刀片的角位移。
經(jīng)整理得:
(22)
即可求出函數(shù)中的待定系數(shù),得到加速階段的速度、加速度和加加速度的函數(shù)解析式。
4 基于PLC的加減速控制
為適應復雜的工作環(huán)境,系統(tǒng)采用PLC作為控制器。稱量系統(tǒng)將稱重信號實時在線發(fā)送給儀表,儀表與PLC之間采用RS485通訊,當儀表收到的重量信息達到定重要求時,發(fā)送信號給PLC,再由PLC控制分剪機執(zhí)行分剪動作。
PLC程序控制流程如圖9所示。
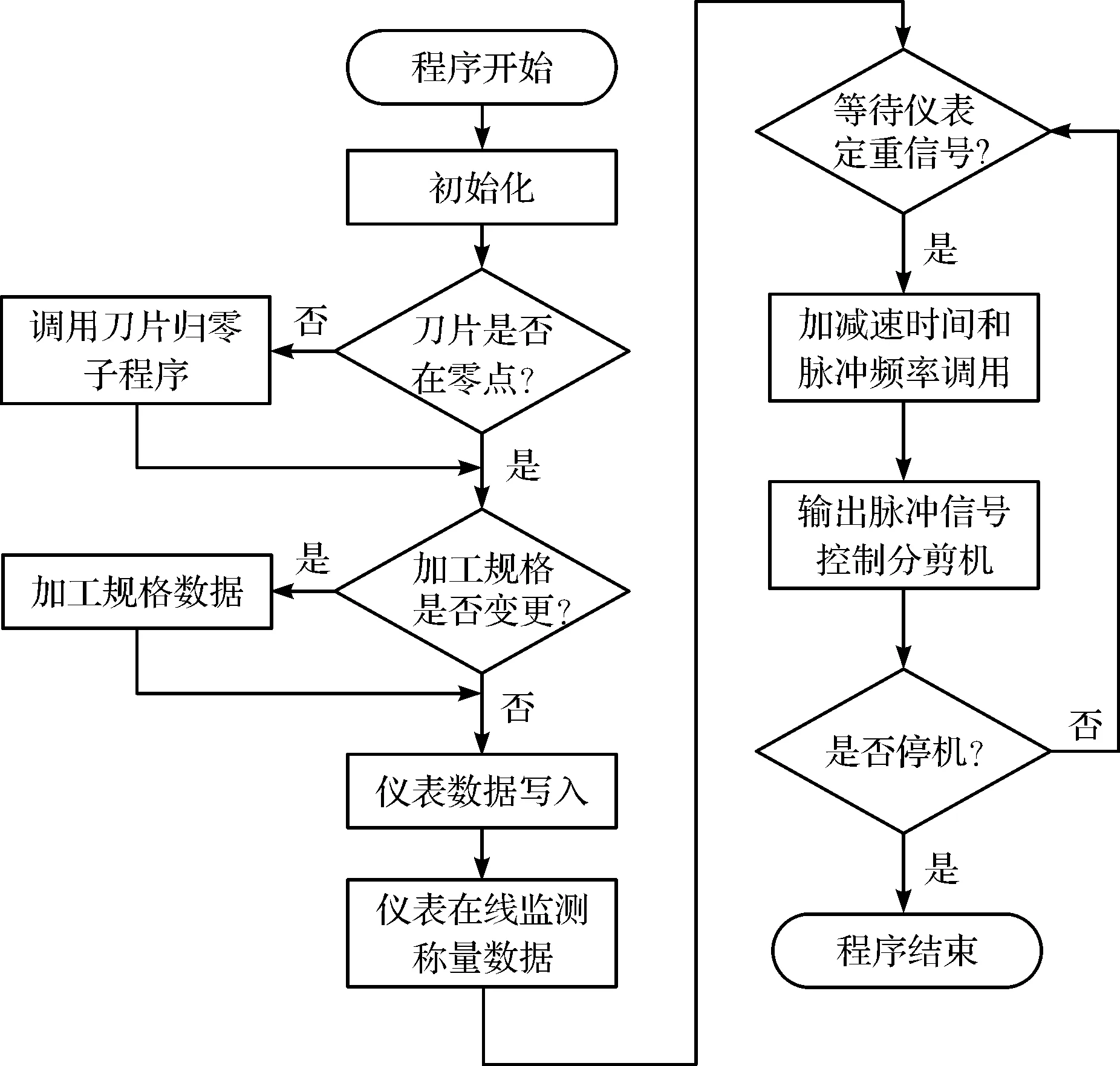
圖9 PLC程序控制流程圖
在對電機加減速運動進行定量求解后,得到關(guān)于參數(shù)k和t1的函數(shù)解析式,由式(22)可知,需要確定加速階段的角位移α和vmax。
通過對刀片分剪動作的分析,可以求出電機在加速階段轉(zhuǎn)過α的角度,勻速階段轉(zhuǎn)過β的角度,減速階段轉(zhuǎn)過γ的角度。所以,筆者將刀片設計尺寸和橡膠條空間位置尺寸代入式(7)中,經(jīng)計算可求出:α=3π/20。
在勻速階段剪切橡膠條時,因為橡膠條具有獨特的彈性和黏性,需要采用樣本實驗的方法求出最大的剪切速度。經(jīng)實驗得,取步進電機在勻速階段的轉(zhuǎn)速為5 r/s,即vmax=10π rad/s。
所以,將α、vmax的值代入式(22)中,得:
(23)
再將式(23)代入式(19)中,得:
(24)
根據(jù)上式速度公式,取步進電機步距角為1.8°,則可以得到關(guān)于時間t的脈沖頻率關(guān)系式為:
(25)
若通過PLC實時計算上述數(shù)據(jù),再輸出相應脈沖信號,則由于單次PLC掃描時間內(nèi)計算量過大,導致PLC無法及時輸出相應脈沖信號。需要對速度曲線進行離散化處理。
筆者采用等時長離散化的方法,即將加減速各階段的總時長劃分為許多小區(qū)間,在每個小區(qū)間上用其中某一點處的速度值來近似代替同一個小區(qū)間上的速度值。
等時長離散化處理如圖10所示。

圖10 電機加減速曲線的等時長離散化處理
通過等時長離散化處理,從而可計算出各分段時間步進電機脈沖序列,如表1所示。

表1 步進電機脈沖序列表
因此,筆者將預先計算好符合S形曲線運動規(guī)律的脈沖頻率數(shù)以數(shù)據(jù)表的形式存放在PLC存儲器中,當PLC按給定規(guī)律運行進行速度計算時,直接調(diào)用數(shù)據(jù)庫中相應的脈沖頻率,可實現(xiàn)分剪機高速、平穩(wěn)響應,并保證系統(tǒng)的定重分剪精度。
5 結(jié)束語
筆者針對高精度擠出橡膠在線定重分剪一體機進行了研究,設計了一種由步進電機控制的同軸反向回轉(zhuǎn)式分剪機構(gòu),對分剪機刀具在分剪過程中的運動進行了分析;針對分剪運動及其抑振要求,規(guī)劃了橡膠分剪運動轉(zhuǎn)角與轉(zhuǎn)速運動規(guī)律,推導了一種電機平滑加減速列表控制表達式;基于PLC的控制系統(tǒng),建立了與實時刀具剪切速度相匹配的脈沖頻率數(shù)據(jù)庫,提高了PLC平滑速度控制的實時性。
通過樣機試驗證明:擠出橡膠在50 g~100 g稱量范圍內(nèi),備料精度穩(wěn)定地達到±1%的精度,實現(xiàn)了擠出橡膠在線的高精度定重、分剪。
