通用磁極鐵芯疊壓胎設計
2020-06-28 02:14:19劉剛張雨竹
大眾科學·下旬 2020年7期
劉剛 張雨竹
摘 要:文章介紹了十四極以上同步電動機,雙頭螺桿類磁極鐵芯在疊片時使用的通用磁極鐵芯疊壓胎的設計過程及使用方法。通過實際的操作使用,驗證該工裝的可行性。
關鍵詞:十四極以上;雙頭螺桿類磁極鐵芯;通用磁極鐵芯疊壓胎
在未進行通用磁極鐵芯疊壓胎工裝設計之前,我司十四極以上同步電動機雙頭螺桿類磁極鐵芯在疊片時所使用的疊壓工裝都是“一胎一用”,詳細的說就是同一個工裝只能適用于同一規格尺寸的磁極鐵芯進行疊壓使用。就目前的行業趨勢來看,電機的生產早已不是大批量、固定化的模式了,隨著客戶需求的不斷提高,現在的電機生產更加趨向于小批量、定制化,電機的功率、中心高、啟動轉矩等千差萬別,進而也導致磁極鐵芯的規格尺寸多變。若使用常規的磁極鐵芯疊壓胎進行疊壓,胎具的數量也就隨之變多,存放不便、工期延長、工藝成本提高等問題也就隨之而來,為了解決以上問題的困擾,設計了通用磁極鐵芯疊壓胎。
適用范圍:
該磁極鐵芯疊壓胎適用于十四極以上同步電動機,雙頭螺桿類磁極鐵芯,磁極鐵芯寬度范圍:68-180mm 高度范圍:180-310mm
結構設計分析:
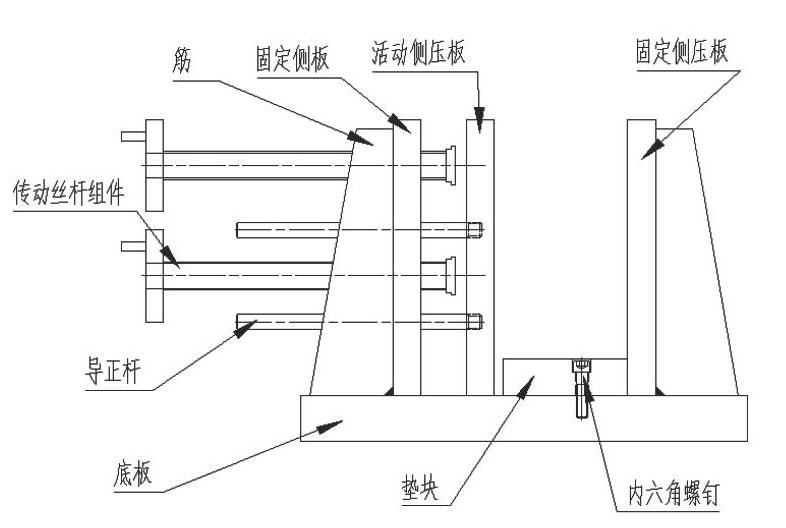
通用磁極鐵芯疊壓胎的裝配示意圖如下圖所示:
常規的磁極鐵芯疊壓胎是由兩塊固定側壓板及一塊底板焊接組成,疊壓胎的寬度和高度方向均為固定尺寸無法進行調節,只能對單一規格尺寸的磁極沖片進行疊壓。此次設計通用磁極鐵芯疊壓胎目的就是破除這種局限性,使疊壓胎的寬度和高度可在一定規格尺寸范圍內進行調節這樣就可以滿足一定規格尺寸的磁極鐵芯共同使用。下面就設計思路結合上圖進行簡述:
1. 考慮到磁極鐵芯疊壓胎要在寬度方向可調,也就是在水平方向活動側壓板可以在底板上進行移動,所以將該底板對比常規磁極鐵芯疊壓胎的底板尺寸進行了加長加寬,對底板的上平面進行了精加工處理,目的是保證活動側壓板更好的在底板上移動。
2. 將左側的固定側板及右側的固定側壓板分別焊接于底板上平面的兩側,為了保證兩側壓板的結構強度,在每一側壓板外側焊接兩個筋板,起到支撐保護及避免形變的作用。
3.該疊壓胎之所以可以實現寬度方向在一定范圍內自由調節主要基于中間的活動側壓板,為了保證活動側壓板在左右移動過程中能按照固定軌跡平穩的移動,在活動側壓板上固定了四根導正桿,導正桿表面要求粗糙度0.8精加工處理,在左側的固定側板上與導正桿對應位置鉆通孔,通孔也需精加工處理,四根導正桿通過對應通孔穿過,在通孔與導正桿上均勻涂抹潤滑脂保證移動更加靈活,這樣側壓板在移動過程中四根導正桿就起到了很好的限位作用。
4在左側的固定壓板的上下適當位置上鉆合適大小的螺紋通孔,這里選取的是M30,加裝兩根如圖所示的傳動絲桿組件,設計兩個傳動組件的目的是為了滿足磁極鐵芯在夾緊過程中上下受力均勻,通過手柄搖動上下兩個傳動絲桿,可以推動活動側壓板向前移動,并在適合磁極沖片的位置對活動側壓板進行固定。這樣就完成了疊壓胎的左右可調。
5.為了滿足磁極鐵芯疊壓胎的高度方向在一定范圍內可調節,可以在上圖所示位置加墊適合高度的墊塊,在墊塊適當位置上鉆通孔并做沉孔處理,底板對應位置上鉆螺紋盲孔,通過內六角螺栓將墊塊緊固在底板上,避免其竄動,當然在設計時為了達到自己所適用的磁極鐵芯高度,兩側的壓板及筋的高度同樣要做好設計考慮。這樣當疊壓不同高度的磁極鐵芯時更換不同高度的墊塊即可。筋板及側板等的厚度均需要通過計算得來。
使用方法:
1.將設計好的通用磁極鐵芯疊壓胎放置于油壓機工作平臺上,調整位置使油壓機壓柱以及磁極鐵芯疊壓胎中心對正后并做好固定;
2.按照圖紙要求的磁極鐵芯的高度,在圖示墊塊位置上加墊合適高度的墊塊并做好固定,墊塊的選取以磁極鐵芯上方高度不超過壓板高度50mm為宜;
3.按照圖紙所示磁極沖片的寬度,通過搖動上下兩個傳動絲桿組件推動中間位置的活動側壓板到合適位置(比磁極沖片的寬度寬2-3mm);
4.按照文件要求進行磁極沖片的疊裝,當磁極沖片高度疊裝到圖紙要求高度時,再次搖動兩個傳動絲桿組件,直至活動側壓板與右側的固定側壓板將中間的磁極鐵芯完全夾緊為止。
5.啟動油壓機緩慢豎直加壓并注意觀察,一旦發現磁極鐵芯歪斜立即停壓并進行修正,將油壓機加壓到計算的壓力數值后,用卷尺測量鐵芯長度并與圖紙對比,如與圖紙不符則通過增減片來進行調整,再次以相同壓力值加壓,直至達到圖紙要求為止,用焊炬依次加熱磁極鉚釘并用鉚錘鉚合,鉚合后磁極鉚釘不得高于磁極壓板;
6.壓合完成后松開壓力機,反向搖動兩個傳動絲桿組件,取出疊壓好的磁極鐵芯。
結語
通過對我司的TDMK1600-32-2600、TDMK1000-30-2600G、TDMK400-32 2150等十四極以上多種規格尺寸的近十余臺同步電機的磁極鐵芯疊壓使用,該工裝取得了很好的使用效果,很大程度上節約了工裝的制造周期及成本費用,我司的疊壓胎現已全部進行替換,從之前的幾十個常規磁極鐵芯疊壓胎簡化為三個通用磁極鐵芯疊壓胎。許多時候當技術能力達到一定程度后,工藝的不斷優化才能促進產品的進一步提升,工裝優化亦是工藝優化中比較重要的一部分。
參考文獻:
[1]李晨希? 鑄造工藝及工藝設計. 化學工業出版社. 2014.
[2]陳煥明,周瑋, 李蘇楠, 焊接工裝設計. 航空工業出版社. 2006.
[3]陳立德 ,工裝設計.上海交通大學出版社.? 1999.
[4]成大先,機械設計手冊(第六版).化學工業出版社.2016.
