時(shí)效制度對(duì)7N01鋁合金焊接接頭組織和性能的影響
2020-06-29 06:16:46楊振東徐伍剛林相遠(yuǎn)姜丕文
熱處理技術(shù)與裝備 2020年2期
楊振東,康 銘,徐伍剛,林相遠(yuǎn),姜丕文
(遼寧忠旺集團(tuán)有限公司,遼寧 遼陽 111003)
自20世紀(jì)七、八十年代以來,現(xiàn)代汽車工業(yè)的可持續(xù)健康發(fā)展面臨著“能源、環(huán)境和安全”的嚴(yán)峻挑戰(zhàn)[1]。目前,汽車輕量化技術(shù)已成為解決這些問題的有效手段。受成本因素的影響,鋁合金仍然是目前理想的、性價(jià)比較高的輕量化車身材料[2]。7N01鋁合金屬于Al-Zn-Mg系中高強(qiáng)鋁合金,具有加工性能好,強(qiáng)度與剛度高,焊接性能好,易于成型以及其抗應(yīng)力腐蝕性能高等特點(diǎn)[3-6]。本文將以7N01-T5與7N01-T7高強(qiáng)度鋁合金為研究對(duì)象,研究不同時(shí)效制度對(duì)7N01鋁合金焊接接頭組織和性能的影響。
1 試驗(yàn)方法
1.1 試驗(yàn)材料
本次試驗(yàn)選用7N01鋁合金擠壓型材,時(shí)效狀態(tài)分為T5(欠時(shí)效)和T7(過時(shí)效)狀態(tài),填充金屬選用5356焊絲,焊絲直徑為φ1.2 mm(3L/64 s),保護(hù)氣體為99.99%氬氣。7N01鋁合金與5356焊絲的化學(xué)成分,如表1所示,7N01鋁合金力學(xué)性能,如表2所示。

表1 7N01鋁合金和5356焊絲化學(xué)成分(質(zhì)量分?jǐn)?shù),%)

表2 7N01鋁合金力學(xué)性能
1.2 焊接試驗(yàn)
采用福尼斯TPS5000 MIG焊機(jī)進(jìn)行焊接。焊前使用丙酮清理母材表面油污、灰塵等污染物,吹干后用氣動(dòng)鋼絲刷打磨坡口及其兩側(cè)30 mm區(qū)域內(nèi)氧化膜至露出金屬光澤,再用酒精清理打磨區(qū)域,吹干后進(jìn)行焊接[7]。接頭形式及坡口尺寸如圖1所示,t1=t2=4 mm,α=70°,b=0.5~1。試驗(yàn)時(shí)的焊接參數(shù),如表3所示。為了防止裂紋、大氣孔等焊接缺陷,需對(duì)焊縫進(jìn)行X射線探傷,以保證焊接質(zhì)量。
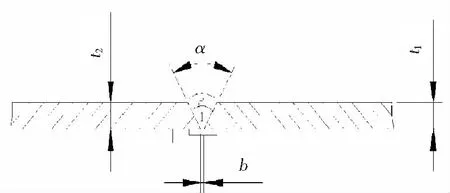
圖1 接頭形式及坡口尺寸

表3 焊接工藝參數(shù)
1.3 試樣測試方法
采用島津AG-X 100KNH型電子萬能試驗(yàn)機(jī)進(jìn)行橫向拉伸與彎曲試驗(yàn),加載速率為10 mm/min,拉伸和彎曲試樣厚度均為4 mm,每種測試2個(gè)試樣,取平均值。采用FV-810型維氏顯微硬度計(jì)對(duì)焊接接頭的近上表面進(jìn)行硬度測試,測試點(diǎn)從母材一側(cè)經(jīng)過熱影響區(qū)、焊縫區(qū)至焊縫另一側(cè)母材,相鄰測點(diǎn)距離為2 mm,如圖2所示。采用恒載荷四點(diǎn)壓彎的試驗(yàn)方法對(duì)焊接接頭進(jìn)行應(yīng)力腐蝕試驗(yàn)[8],腐蝕環(huán)境為3.5%氯化鈉水溶液,環(huán)境溫度為35 ℃,施加的載荷為122 MPa,試驗(yàn)時(shí)間為20 d。然后使用金相顯微鏡觀察焊接接頭各部位的組織形貌以及缺陷分布[9]。

圖2 硬度測試示意圖
2 試驗(yàn)結(jié)果與分析
2.1 焊接接頭拉伸性能
試樣拉伸試驗(yàn)結(jié)果如表4和圖3所示。從中可以看出,7N01-T5與7N01-T7焊接接頭斷裂位置均為熱影響區(qū),均具有良好的拉伸性能,兩者的抗拉強(qiáng)度值也相當(dāng)。根據(jù)Al-Zn-Mg合金平衡相圖,當(dāng)7N01中Zn與Mg的成分含量比例大于3時(shí),形成的穩(wěn)定相主要為α+η(MgZn2),由于人工時(shí)效初期,Mg、Zn原子在Al基體,形成不穩(wěn)定的球形GP區(qū)。當(dāng)時(shí)效溫度提高或時(shí)間延長,GP區(qū)聚集長大形成針狀或棒狀的過渡相η′,η′與基體晶格形成共格關(guān)系,晶格發(fā)生較大畸變并含有較多缺陷,此狀態(tài)為T5狀態(tài)。當(dāng)時(shí)效溫度進(jìn)一步提高或時(shí)間進(jìn)一步延長發(fā)生過時(shí)效,即為T7狀態(tài),此時(shí)η′相轉(zhuǎn)化為η(MgZn2)穩(wěn)定相,與基體為非共格關(guān)系,對(duì)位錯(cuò)和晶界失去釘扎作用,失去沉淀強(qiáng)化作用,進(jìn)而導(dǎo)致強(qiáng)度下降。

表4 拉伸試驗(yàn)結(jié)果

圖3 拉伸試樣
2.2 焊接接頭彎曲性能
試樣彎曲試驗(yàn)結(jié)果,如表5和圖4所示。從中可以看出,7N01-T5與7N01-T7的焊接接頭均具有良好的彎曲性能,且彎曲后未發(fā)現(xiàn)裂紋缺陷。

表5 彎曲試驗(yàn)結(jié)果
2.3 焊接接頭硬度檢測
試驗(yàn)硬度測試結(jié)果,如圖5所示。從圖中可知,7N01-T5與7N01-T7硬度分布趨勢相似,焊縫中心均為硬度最低點(diǎn),6 mm區(qū)域的硬度值隨離焊縫中心距離的增大而增大,達(dá)到最高點(diǎn)時(shí)再逐漸下降,最高點(diǎn)位于沿?zé)嵊绊憛^(qū)方向的淬火區(qū)。距離焊縫12 mm左右存在一個(gè)軟化區(qū),但是軟化區(qū)硬度高于焊縫區(qū),7N01硬度最低位置為焊縫中心。

圖4 彎曲試樣

圖5 焊接接頭顯微硬度分布圖
焊縫中心的溫度很高,在熱輸入的作用下,合金中的Si、Mg、Cu等活性元素形成的強(qiáng)化相會(huì)一定程度的長大,與基體保持較少的共格關(guān)系,減少了位錯(cuò)的阻礙作用,因而表現(xiàn)出較低的強(qiáng)度和硬度。隨著距離焊縫中心的增大,散熱性能增強(qiáng),冷卻速度較快,析出的過渡相η′和θ′相與基體保持較多的共格關(guān)系,其組織與焊縫中心區(qū)域相比,晶粒分布更為均勻,尺寸相對(duì)較小,硬度也有所增加,而熔合區(qū)的組織是由焊縫和基體組成的,故其硬度介于基體與焊縫之間。在6 mm左右位置,存在硬度最高值,原因在于強(qiáng)化元素Cu在熱作用下活性增強(qiáng)二次固溶到基體當(dāng)中。冷卻時(shí),獲得Cu的過飽和固溶體在一定晶面上偏距形成與基體完全共格或部分共格的GP區(qū),形成淬火區(qū),合金化達(dá)到最佳狀態(tài),因此硬度最高。在距離焊縫12 mm位置,散熱速度快,此位置相當(dāng)于過時(shí)效狀態(tài),此時(shí)η′、β′相轉(zhuǎn)化為穩(wěn)定相,與基體形成非共格關(guān)系,進(jìn)而導(dǎo)致強(qiáng)度降低,形成軟化區(qū)。
2.4 焊接接頭應(yīng)力腐蝕
應(yīng)力腐蝕機(jī)理主要為氫致開裂機(jī)理與陽極相擇優(yōu)溶解機(jī)理,氫致開裂機(jī)理即為氫原子進(jìn)入試樣進(jìn)而導(dǎo)致氫致開裂。而陽極相擇優(yōu)溶解機(jī)理,是由于沉淀相和周圍的無沉淀區(qū)之間存在電位差,從而引發(fā)沿陽極的擇優(yōu)溶解。由于應(yīng)力腐蝕敏感性和沉淀相與周圍的電位差有關(guān),該理論就可以解釋不同的合金系有不同的應(yīng)力腐蝕敏感性,同時(shí)電位差又與鋁合金時(shí)效制度有關(guān),因此不同時(shí)效制度的鋁合金應(yīng)力腐蝕性能也存在差異。
試樣經(jīng)過20 d的應(yīng)力腐蝕試驗(yàn)后,7N01-T5與7N01-T7焊接接頭均未發(fā)現(xiàn)裂紋,應(yīng)力腐蝕結(jié)果,如圖6所示。

圖6 應(yīng)力腐蝕試樣
2.5 微觀金相組織觀察
2.5.1熔合區(qū)組織
接頭試樣熔合區(qū)金相組織,如圖7所示。從圖中可以看出,熱處理狀態(tài)對(duì)7N01鋁合金的組織影響并不明顯,均表現(xiàn)為第二道焊縫對(duì)第一道焊縫起到晶粒細(xì)化作用,焊縫外側(cè)為柱狀晶,內(nèi)部為等軸晶。

(a)7N01-T5焊接接頭;(b)7N01-T7焊接接頭
2.5.2熱影響區(qū)組織
接頭試樣熱影響區(qū)近焊縫端和遠(yuǎn)焊縫端金相組織,如圖8。由圖可知,7N01-T5鋁合金焊接接頭中第二相的析出趨勢與7N01-T7具有相同的特征,即受熱越多,第二相析出也更多,離焊縫越遠(yuǎn),第二相析出也越少。與7N01-T5鋁合金組織相比,7N01-T7鋁合金組織中析出的第二相數(shù)量明顯較少。
圖9為7N01-T5鋁合金焊縫組織的暗場金相,從圖中可以看出,第二相上的黑點(diǎn)為掉相后留下的凹坑,主要是由Fe、Si雜質(zhì)相和MgZn2相組成。
分析是由于基體與第二相存在電位差,第二相越多將會(huì)與基體形成越多的陽極通道,拉應(yīng)力垂直于通道,在局部裂紋尖端上產(chǎn)生應(yīng)力集中,進(jìn)而產(chǎn)生微裂紋。另外鋁合金表面氧化膜存在局部薄弱點(diǎn),Cl-離子的富集可以破壞表面氧化膜的薄弱位置,使α-Al基體暴露出來,形成局部微電池,在腐蝕液中α-Al基體電位較高作為陽極,第二相MgZn2、Fe、Si雜質(zhì)項(xiàng)電位較低作為陰極,所以在第二相與基體交界處,也就是晶粒間會(huì)發(fā)生如下反應(yīng):
Al→Al3++3e-,
O2+2H2O+4e-→4(OH-),
Al3++3(OH)-→Al(OH)3
所以腐蝕產(chǎn)物一般為Al(OH)3,有時(shí)候可以分解為Al2O3,然而Al2O3為脆性相,容易發(fā)生脆性斷裂,若腐蝕產(chǎn)物在凹坑內(nèi)塞積,在應(yīng)力腐蝕的條件下將更易出現(xiàn)裂紋,從而導(dǎo)致應(yīng)力腐蝕性能降低。因此第二相的數(shù)量影響著應(yīng)力腐蝕性能。

(a)欠時(shí)效近焊縫組織;(b)過時(shí)效近焊縫組織;(c)欠時(shí)效遠(yuǎn)離焊縫組織;(d)過時(shí)效遠(yuǎn)離焊縫組織

圖9 暗場金相
3 結(jié)論
1)7N01-T5與7N01-T7鋁合金焊接接頭抗拉強(qiáng)度相當(dāng),彎曲性能也無明顯區(qū)別。
2)7N01-T5與7N01-T7鋁合金硬度分布趨勢相似,焊縫中心均為硬度最低點(diǎn),硬度值隨距離焊縫中心距離的增大而增大,6 mm位置左右達(dá)到最高點(diǎn)。距離焊縫12 mm左右存在一個(gè)軟化區(qū),但是軟化區(qū)硬度高于焊縫區(qū)。
3)7N01-T5與7N01-T7鋁合金焊接接頭的應(yīng)力腐蝕臨界值均超過122MPa。
4)7N01-T5鋁合金焊接接頭在第二相的析出趨勢上具有和7N01-T7相同的特征,即受熱越多,析出第二相也越多,離焊縫越遠(yuǎn),第二相析出也越少。主要區(qū)別在于7N01-T7組織中第二相析出數(shù)量明顯少于7N01-T5。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
