新型復合材料不粘鍋的制作與研究
2020-06-30 01:32:28鄭國鑫朱巧玲莫華蓮溫建平
四川建材 2020年6期
鄭國鑫,朱巧玲,莫華蓮,陳 瑩,溫建平
(嘉應學院 物理與光信息科技學院,廣東 梅州 514015)
0 前 言
目前市面上不粘鍋多數存在烹飪時涂層易脫落、清洗不方便、需使用專用鍋鏟、耐高溫能力較差、其高溫還會產生有毒物質、無涂層但價格較昂貴等缺點。部分陶瓷涂層的技術不夠成熟,一般使用3~6個月的話涂層容易脫落。針對以上問題我們團隊研發出一款新型復合材料不粘鍋,根據不同金屬的優異性能復合得到新型復合材料不粘鍋。
1 涂層結構不粘鍋簡介
涂層不粘鍋中特氟龍涂層不粘鍋使用溫度超過260 ℃(550 ℉)會產生對人體有害物質;蜂窩狀涂層不粘鍋是將鍋內的涂層做成蜂窩狀,這樣在炒菜的過程中鍋鏟無法碰觸到蜂窩狀凹陷處的涂層,缺陷是蜂窩狀涂層的不粘效果不理想,同時使用后清洗不方便[3];物理涂層不粘鍋是提高內壁材料的表面致密程度和表面平整度,或直接使用高硬度、高強度的材料,制造工藝較復雜成本高[4];“鈦合金涂層”、“鉆石涂層”、“藍寶石涂層”不粘鍋,用鈦合金微粒、鉆石微粒、藍寶石微粒等超級堅硬的材料用等離子高溫工藝混合納米材料噴涂在鍋體上,極大提高了涂層的防刮和耐磨度,但是成本十分高導致價格十分昂貴[5]。
綜上所述,現在市面上涂層不粘鍋的概況以及存在的問題主要是涂層易脫落、更換較頻繁以及價格昂貴等。
2 新型復合材料在鍋具制作的應用
2.1 復合材料
復合材料是由兩種或兩種以上不同性能、不同形態的材料通過加工工藝復合。復合材料既能保持原材料的主要性能,又能通過復合效應與協同效應獲得單一原材料不具備的性能,克服單一材料的缺點,從而滿足各種不同的需求。
針對不粘鍋多數存在烹飪時涂層易脫落、清洗不方便、需使用專用鍋鏟、耐高溫能力較差、價格較昂貴、其高溫還會產生有毒物質等缺點,以復合材料為基本設計思路,通過復合具有優良特性的不同金屬材料,使不粘鍋達到無涂層而不粘,烹飪溫度高,煎炒一體,節能耐用且價格實惠等多項優點。研究時將不同金屬材料的導熱性、硬度、密度、表面相對摩擦系數、耐腐蝕性、反光度、膨脹系數等多方面特性進行測量和比較,再根據實驗數據選取相應的金屬進行復合,研發不粘性好、硬度高、導熱快、質量輕、綜合性能優越的不粘鍋,具有良好的市場前景。
2.2 復合材料選取
根據實際需要鍋具鍋底內表面應具有較高的硬度、較低的摩擦系數,鍋體要具有良好的導熱性和外觀質量。通過對材料進行分析檢測,選取的材料均為日常生活中廣泛使用的,又安全健康、獲取途徑廣泛等優點。
對金屬材料進行加工處理,其中使用金工銑床、電火花線切割機床、金屬打磨棒,再測量金屬材料的導熱性、硬度、密度、反光度、表面相對摩擦系數等各項物理性質。根據測量實驗數據分析計算并檢測多種不同特性的金屬材料。選取鍋具基本材料時的考慮因素有導熱性良好可以使鍋具較快達到高溫從而提高能源利用率;硬度則是使得不粘鍋更加耐磨使用年限更長久的關鍵;密度直接關系到產品的重量,更輕盈的產品會更受人們的青睞;相對摩擦系數越小,則更能達到不粘的效果。
2.2.1 相對摩擦系數測量
不粘鍋表面材料摩擦系數的影響不粘鍋的不粘效果,因此,我們對金屬材料不銹鋼、鋁、鑄鐵、鐵的摩擦系數進行實驗。
對金屬材料不銹鋼、鋁、鑄鐵、鐵進行測試重力G、實驗、錄制視頻;利用電腦繪聲繪影軟件對視頻每一幀進行分解,得到動摩擦力大小F;再利用公式F=μG,得到相對摩擦系數的大小。
物塊的質量M物=144.154 g,砝碼質量M砝碼=200 g,得出物體總重力G=3.37 N。
根據表1比較,相對摩擦系數從大到小依次為鋁、不銹鋼、鐵、鑄鐵。由結果所知鑄鐵最為摩擦系數最小容易達到不粘的效果,鋁的摩擦系數最大。

表1 金屬材料的相對摩擦系數
2.2.2 導熱系數測量(見表2~3)
對比金屬材料上下表面的溫度差來比對材料的導熱性能。
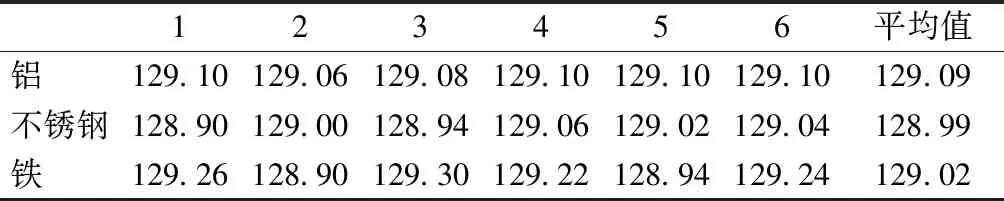
表2 金屬材料直徑的測試數據 單位:mm
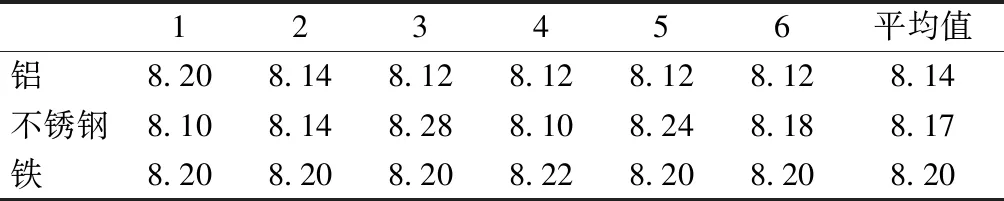
表3 金屬材料厚度h測試數據結果 單位:mm
實驗中對不銹鋼、鋁、鐵進行加熱,在考慮金屬圓柱體的側面散熱面積近似相同后,測量材料上下表面的溫度;利用公式ΔT=T上-T下,對比三種金屬材料的上下表面溫差大小。
當加熱盤加熱到設定的75 ℃時,每min記錄一次散熱盤的溫度值,見表4。
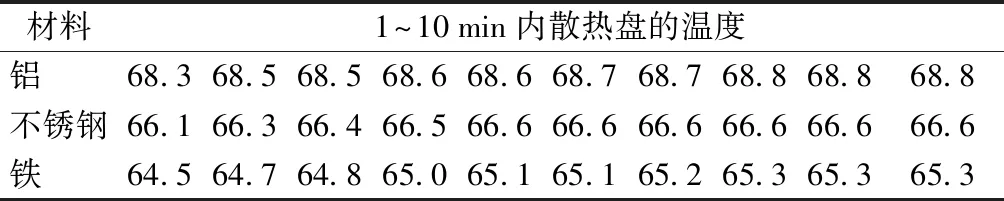
表4 散熱盤溫度測量值 單位:℃
根據表4可知,鋁在10 min后穩定的溫度為68.8 ℃,不銹鋼在10 min后穩定的溫度為66.6 ℃,鐵在10 min后穩定的溫度為65.3 ℃。
根據表2~3及公式S=πdh,得三種材料的散熱面積如表5。
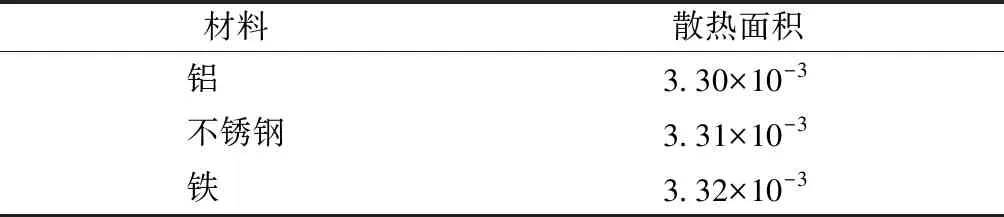
表5 金屬材料散熱面積 單位:m2
實驗是為了測量測試材料上下表面的溫差來體現其相對導熱性。由此,我們對所得實驗數據進行處理,上下表面溫差△=上表面溫度(設定溫度)-下表面溫度(散熱盤穩定溫度),結果如表6。
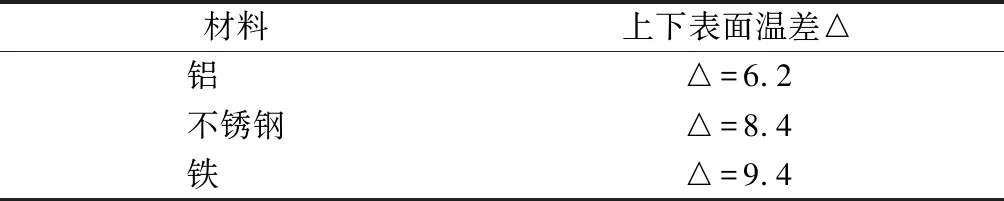
表6 金屬材料的上下表面溫差 單位:℃
根據上下表面溫差越小說明導熱系數越大,在誤差允許范圍內,材料散熱面積近似相等的條件下,得出:不銹鋼、鋁、鐵的相對導熱性由大到小為:鋁、不銹鋼、鐵。
2.2.3 密度測量
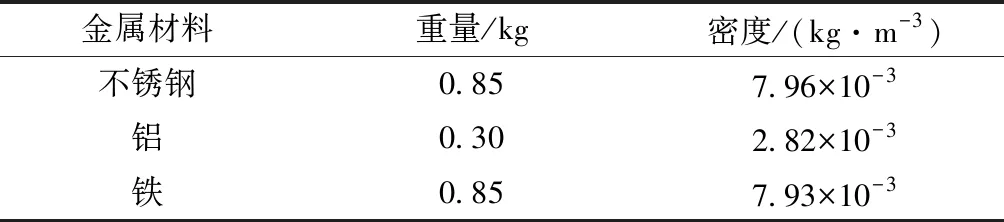
表7 金屬材料密度實驗數據
通過表7數據可得,不銹鋼、鋁、鐵的密度由大到小為:不銹鋼、鐵、鋁。故鋁的密度最小。
綜上所述,對比所選取的金屬材料中,鑄鐵的相對摩擦系數最小可作為鍋具的內表面材料,鋁的導熱性最好、密度最小可作為鍋具的鍋體材料。
3 新型復合材料不粘鍋制作工藝
3.1 制作工藝
金屬復合方式主要有嵌入式復合法、壓焊、激光焊接機、熔焊、爆炸復合法、粉末冶金法等,為了保證鍋具的使用安全,我們采用的是嵌入式復合法,嵌入式復合法指的是最大程度避免了對金屬進行高溫高壓處理,而只是進行物理復合將金屬結合到一起,在保持金屬性能的穩定性的同時完成一款由金屬材料復合而成并集齊多種優點的成品不粘鍋[6]。
3.2 制作過程
實驗通過電火花線切割機床、銑床鉆孔、精細打磨、熔煉銜接、陽極氧化處理等技術對選定的適宜的材料進行加工、組合和處理。在此之前已經完成對原材料進行切割、打磨,該項目在前期工作中已經取得了成果,證明兩種材料得復合可行性。
鉚入式復合在前期試驗材料選取完成下,經過外觀處理、質量檢測等實驗過程,得到新型復合材料不粘鍋的試驗成果如圖1~2,鍋底采用紋理樣式使鍋具進一步達到不粘的效果,其中該不粘鍋的重量為3 kg,外直徑為19.5 cm,內直徑為19.1 cm,鍋底鋁片直徑為14 cm。利用電腦軟件畫結構圖如圖3,在球墨鑄鐵的外底部挖空一塊圓形區域,把導熱性良好的鋁片放置其中,再用三枚鉚釘呈三角形將其與球墨鑄鐵固定在一起。

圖1 鉚入式復合正面圖

圖2 鉚入式復合背面圖
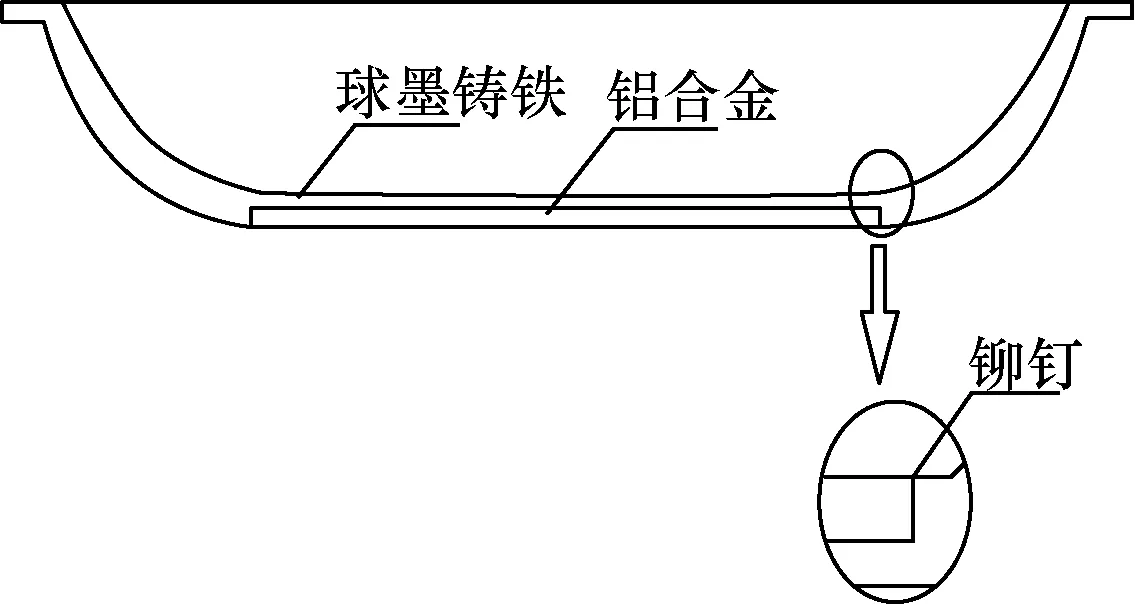
圖3 鉚入式復合結構圖
嵌入式復合在前期試驗材料選取完成下,經過外觀處理、質量檢測等實驗過程,得到新型復合材料不粘鍋的試驗成
果如圖4~5,鍋底采用細致的紋理使鍋具進一步達到不粘的效果,其中不粘鍋的重量為1 kg,外直徑為19.5 cm,內直徑為19.1 cm,鍋底鋁片直徑為14 cm。

圖4 嵌入式復合正面圖

圖5 嵌入式復合背面圖
如圖6為不粘鍋的截面結構圖,首先將不粘鍋的外底加工出一個圓形區域,并且邊上加工出凹槽,具體如圖所示,便于鋁合金的嵌入。

圖6 嵌入式復合結構圖
4 結 語
通過對不同金屬材料的特性進行反復測量我們找到較優的材料進行組合,以達到無涂層而不粘的效果,不僅解決了市面上不粘涂層的弊端,而且更加輕盈、聚能、耐用、節能,并且能達到無涂層而不粘、節能耐用、健康等多項優點,能夠實現無涂層不粘鍋的不粘性。
[ID:009687]
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
山東冶金(2019年1期)2019-03-30 01:35:32
纖維復合材料(2018年3期)2018-04-25 07:22:58
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
電子測試(2017年11期)2017-12-15 08:57:13
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
制造技術與機床(2015年10期)2015-04-09 07:06:00