圓柱形零件鍍鉻均勻性的優化研究
2020-07-01 01:56:00翟敏
科技創新導報 2020年13期
關鍵詞:優化
翟敏
摘 ? 要:由于鍍鉻層的硬度高,因而耐磨性好,而且可以在高溫下工作,可以廣泛地用于需要耐磨的零件和工具、量具,以及修復零件的尺寸。本文針對圓柱形零件電鍍鉻層厚度不均問題,通過鍍前尺寸協調、電鍍夾具、陽極與鍍件布局的影響等對圓柱形零件鍍鉻分析,指出鍍層厚度不均的原因,并提出改進措施。
關鍵詞:鍍鉻 ?鍍層均勻 ?優化
中圖分類號:V25 ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-098X(2020)05(a)-0077-02
1 ?引言
金屬鉻具有很高的硬度,一般得到的鍍鉻層其硬度也相當高。在一定成分的鍍液中,控制一定的操作條件,還可以得到硬度極高的硬鉻鍍層,其硬度值超過最硬的淬火鋼,僅次于金剛石。由于鍍鉻層的硬度高,因而耐磨性好,而且可以在高溫下工作,可以廣泛地用于需要耐磨的零件和工具、量具,以及修復零件的尺寸。
在不同的行業和不同的特殊部位,根據鍍層性能的使用要求,鍍層厚度不同,鍍鉻層主要作為耐磨擦應用,厚度多為數幾十微米,較其它電鍍層厚,由于鍍鉻分散性較差,越容易造成電流分布不均勻,不可避免的造成零件均勻性差的問題。為促進鍍鉻的運用和鍍鉻的發展,有必要對影響鍍鉻均勻性的因素進行研討。
2 ?影響鍍鉻均勻性的因素
2.1 鍍前尺寸協調
設計制件圖樣規定的尺寸公差包括機械加工公差與電鍍鎘鉻層公差,故需由機械加工與電鍍鉻同時協調完成。鍍鉻層用于耐磨性能時,通常鍍層厚度分為20-40μm[圓柱類公差帶為(40-20)×2=40μm]、40-60μm(軸類公差帶為40μm)、≥50μm等,針對圓柱類零件一般選取加大鍍后機械磨削至最終尺寸。
加大尺寸電鍍后磨削是已知成品尺寸及鍍層厚度范圍,需計算鍍前尺寸以進行機械加工,機械加工后電鍍至超出規定的厚度,再由機械加工至成品尺寸,計算原則應使鍍后磨削至成品尺寸時,鍍層厚度應符合規定的鍍層厚度要求。圓柱形零件加大尺寸電鍍后磨削公差計算公式為:鍍前尺寸公差上限=成品公差下限-2 倍鍍層厚度下限;鍍前尺寸公差下限=成品公差上限-2 倍鍍層厚度上限。
2.2 工件裝夾方式
鍍鉻溶液的分散能力和覆蓋能力很差,采用的電流密度很大,而其電流效率又很低,要在形狀復雜的工件上獲得均勻的鉻層質量就要采取輔助陽極和遮蔽陰極,并選擇理想的掛具式樣,應用較高水平的裝掛技術。掛具式樣要考慮工件的形態,結構上盡可能簡單,方便拆卸,有利于制作、使用和維護。在實際生產中,零件在鍍前保護時,由于每個人加工保護出來零件銅絲綁扎松緊不一、制作保護陰極圈大小圈數不相同,造成最終零件個體與個體之間,同一零件上下鍍層不均現象。
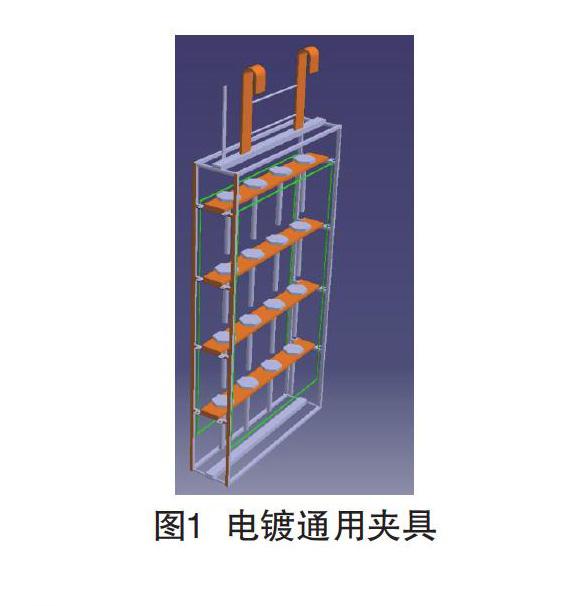
為消除上述影響鍍鉻層均勻性因素,設計制作此類零件通用電鍍夾具(見圖1示)。固化了零件導電、陰極保護圈大小、陰極保護圈材質、零件的裝槽量、零件在槽中均勻分布和零件在槽中深淺相同等。
通過裝夾方式的改變,采用該類夾具裝夾、保護陰極及上下屏蔽絕緣,很大程度上保證了零件間的距離以及零件與陽極之間的距離,使電力線均勻分布,有效的解決了圓柱形零件電鍍過程中鍍層不均勻、上端鍍層過厚、零件偏心的問題。
2.3 陽極與鍍件布局的影響
2.3.1 陽極位置
一般鍍鉻層厚度的均勻性取決于陽極與鍍件的相互關系,在實際操作中應注意以下幾點:
(1)面積差異比較大的鍍件不能同槽電鍍,否則電流分布嚴重不均;
(2)鍍件放置的不同部位與陽極的間距應盡量相等,這樣可以使溶液的電阻相似,電流分布均勻;
(3)將圓柱鍍件定位在以4根陽極組成的、各自的“箱式”的中間,讓電流在鍍件表面能均勻分布,避免產生橢圓度,一般圓柱零件和陽極距離200~300mm。
通過上述陽極布置原則,合理地布置陽極可降低尖端的電流,加大中部的電流,使整個圓柱零件的電流分布趨向于均勻。
2.3.2 陽極大小
由于鍍鉻電流較大,在電解過程中槽內因自由空間中電流分布很強,對尖角及凸出威脅很大。要獲得良好的鍍鉻層,就必須全面考慮不同零件的形狀、大小、長短而選用不同的夾具和鍍鉻陽極,一般選用的鉛陽極應該比鍍件短一些,保證陽極對著圓柱零件的中間部位,避免陽極超長部位的電流分布到鍍件兩端電流太大產生尖端效應,若陽極太長,可將超過鍍件部位的陽極面用塑料帶包封絕緣或在鍍件的上下部位增加象形保護陰極。
2.3.3 陽極導電不均勻的影響
目前電鍍鉻在生產中應用非常廣泛的鉛銻合金作陽極。鍍鉻中,鉛陽極上覆蓋一層二氧化鉛的黃色膜,在鉻酸溶液中二氧化鉛就會轉化為鉻酸鉛,這種膜致密,導電性差,導致槽電壓升高,耗電量增大,要設法清除。為保持鉛陽極無殼狀沉積層,確保良好的導電性,目前現場采用的是手工去除(即用鋼刷刷除)表面鉻酸鉛鈍化層,恢復其導電性能。手工去除不能保證每塊100%去除鈍化層,造成陽極導電率不一、鍍層均勻差異大。這樣化學去除方法被提上日程。通過新增配置化學去除鉻酸鉛槽液,消除因陽極導電性不一致影響鍍層均勻性弊端。
采用化學法去除鉛陽極板上沉積的鉻酸鉛有效的改善了陽極板導電性不均勻的弊病,減輕了工人勞動強度,減少了鍍前準備時間,保障了同槽電鍍零件鍍層均勻性。
3 ?結語
本文以圓柱形零件鍍鉻為研究對象,從鍍前尺寸協調、陽極對鍍鉻均勻性的影響、鍍液中三價鉻的影響等方面做了較為深入的研究和探討,進一步掌握了影響圓柱形零件鍍鉻均勻性的因素,完善了均勻性鍍鉻工藝方法,具體研究結論如下所示:
(1)加大尺寸電鍍后磨削公差計算公式為:鍍前尺寸公差上限=成品公差下限-2倍鍍層厚度下限;鍍前尺寸公差下限=成品公差上限-2倍鍍層厚度上限。
(2)采用夾具裝夾后,消除人為誤差,很大程度上保證了零件間的距離以及零件與陽極之間的距離,有效的解決了零件偏心的問題。
(3)合適的陽極位置以及陽極大小,避免電流分布呈不均勻狀態,避免產生橢圓度。
(4)采用化學方法去除陽極鉻酸鉛,消除因陽極導電性不一致影響鍍層均勻性弊端。
參考文獻
[1] 王連洪.特長活塞桿鍍鉻層不均勻問題分析及改進措施[J].煤礦機械,2004(10):78.
[2] 普學仁.提高鍍鉻層性能的方法[J].重慶工業高等專科學校學報,2003(2):41-43.
[3] 鄭瑞庭.電鍍件裝掛技術問答[M].北京:化學工業出版社,2008.
[4] 馬坤,郭瑞興,張曉冬.芯棒鍍鉻裝置的設計[J].冶金設備,2010,6(3):64-66,68.
[5] 張春華,何昭民,關錳,等.基材表面粗糙度對鍍鉻層膜基結合性能的影響[J].沈陽工業大學學報,2016(5):274-279.
[6] 王超,周長虹.全硫酸鹽常溫三價鉻鍍鉻工藝[J].電鍍與涂飾,2015,34(7):396-400.
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45