氯堿工業鹽水精制工藝技術優化研究
2020-07-01 01:49:38趙利軍
中國化工貿易·中旬刊 2020年3期
趙利軍
摘 要:目前氯堿工業主要是采用電解飽和鹽水來制取燒堿、氯氣和氫氣,在工業歷史過程中經歷了苛化法、水銀法、隔膜法和離子膜法等制氯工藝,不管采取什么工藝措施來制取氯堿,精制鹽水的質量是保障工藝技術效果的重要途徑。鹽水精制工藝目前主要采用沉降等方式,在鹽水中加入精制劑,從而產生難溶解的物質,這些物質進行了沉降,通過過濾裝置過濾,然后對其余的難溶雜質進行吸附,去除掉鹽水中的雜質,使鹽水不斷精制。近年來鹽水精制技術不斷的發展和進步。
關鍵詞:氯堿工業;鹽水精制工藝;技術優化
0 引言
近年來氯堿生產中一次鹽水除硫酸根的方法逐步由傳統方法逐漸向膜法除硝發展,隨著氯堿產能的大幅度提高,各氯堿企業對一次鹽水的工藝進行一定的優化改造。下面就對某化工企業一次鹽水系統存在的問題及解決措施進行研究。
1 鹽水精制工藝影響因素
1.1 鹽水鈣鎂離子比值
由于鈣鎂離子在鹽水中的存在,在精制反應過程容易產生CaCO3和Mg(OH)2沉淀及不溶物,鹽水中Ca2+/Mg2+>1時,Mg(OH)2產生膠裝難溶物質將會附著在CaCO3沉淀上,從而產生較大的難容顆粒。而鹽水中Ca2+/Mg2+<1時,由于Mg(OH)2產生量較大,CaCO3沉淀無法將其全部吸附,從而仍然留存大量的Mg(OH)2膠狀物。目前研究表明,一般控制Ca2+/Mg2+>1.5即可,并非這個比例至越大越好,比例值過大將會影響設備參數的運行,進入二次鹽水精制過程將會給過濾器帶來較大的壓力,并造成二次過濾返洗頻繁,嚴重時還會形成上槽鹽水鈣鎂離子超標,影響電解槽的運行。
1.2 鹽水溫度及濃度
化學反應過程溫度作為重要的影響因素,溫度越高時反應速率越快,加快了化學反應的產生,鹽水溫度較低時,不溶顆粒物質沉降緩慢,影響了澄清桶的運行效率。而在鹽水精制過程,并非溫度越高越好,過高的溫度造成澄清桶內流體冷熱對流,引起整體設備運行異常。現場實際應用過程一般不推薦采用溫度較低的水來進行化鹽,同時在化鹽過程鹽量較大也會降低鹽水溫度,特別是冬季,會造成鹽水溫度大幅降低。
鹽水的濃度不均衡將會造成澄清桶內部鹽水的對流,影響鹽水澄清的效果,一般情況下要保障化鹽桶內鹽層高度這1.5m以上,按照攪拌裝置進行連續攪拌,加快化鹽過程以及調節鹽水濃度差異。
1.3 精制劑影響
在鹽水精制過程加入精制劑(Na2CO3、NaOH)用來除去鹽水中的Ca2+、Mg2+,但精制劑加入量不足時,鹽水中的雜質無法良好的去除去,產生的沉淀物質不能形成大的顆粒而有效沉淀。
但精制劑加入量過大,由于Mg(OH)2膠體物質穩定性較好,同樣也會造成沉降物質難以沉淀出來,影響了顆粒的沉降速度,從而影響鹽水整體質量。
2 鹽水系統存在的問題分析
2.1 鈣離子的去除
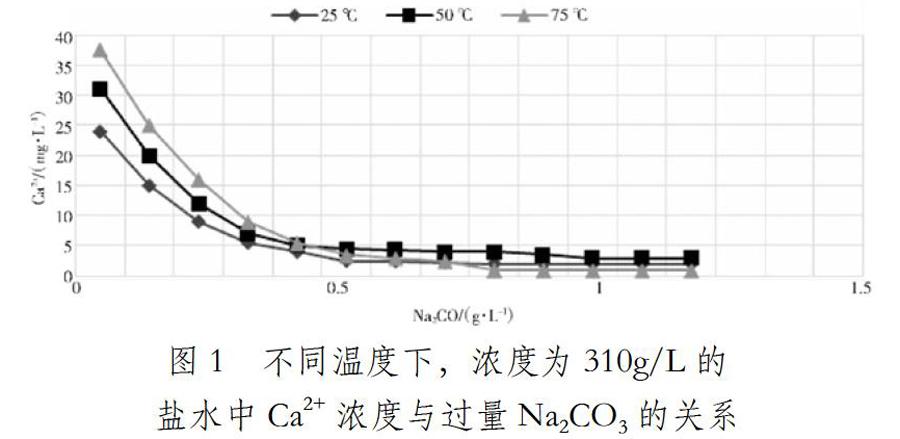
理論量的碳酸鈉,需要攪拌數小時才能使上述反應趨于完全。加入超過理論用量0.8g/L時,反應在15min內即可完成90%,在不到1h之內就能實際完成,不同溫度下,濃度為310g/L的鹽水中Ca2+濃度與過量Na2CO3的關系見圖1。
從圖1中可以看出,50℃Na2CO3過量0.45g/L時,鹽水中的Ca2+含量為4.5mg/L。在工業上一般將Na2CO3的過量控制在0.25~0.60g/L。
2.2 鎂離子的去除
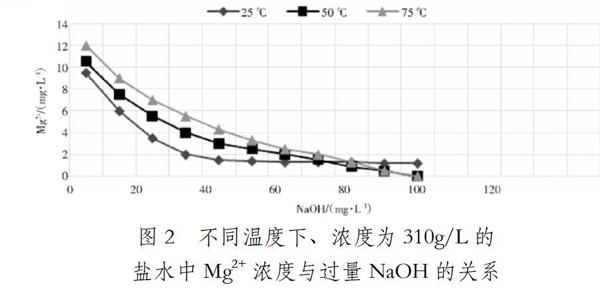
不同溫度下、濃度為310g/L的鹽水中Mg2+濃度與過量NaOH的關系見圖2。
圖2中可以看出在50℃,NaOH過量0.06g/L時,鹽水中Mg2+含量為2mg。在生產中一般將NaOH的過量控制在0.07~0.60g/L。不僅僅通過過堿量的控制,還需要足夠的沉淀停留時間。沉淀物的形成和絮凝長大,需要橋架作用和足夠的停留時間,甚至泥漿作為晶核可吸附更多的碳酸鈣和氫氧化鎂,形成共沉淀,使沉淀顆粒變大,提高沉淀速度。隨著電解生產量的擴大(設計為燒堿產量10萬t/a,實際已經達到10.5萬t/a),鹽水處理負荷也增大,而鹽水預處理器能力有限(容積820m3),處理流量越大,沉淀時間越短,造成預處理器效果較越差。在原鹽中鈣鎂含量波動較大,鎂離子含量高的原鹽使用期間預處理器的出液效果尤其較差,預處理器差造成過濾器壓力急劇升高,過濾器出液量降低,酸洗次數增多,酸耗高,在系統高負荷運行時瓶頸問題尤其顯著。
3 精制生產工藝優化
3.1 鹽水裝置水平衡系統優化
基于氯堿廠實踐隊水平衡系統進行來優化,水平衡工作得到了有效的改善,設備能耗有效的境地,工業用水用量和污水排放有效降低,為氯堿行業廢水再次利用提供了良好的解決措施,整體優化后的運行成果如表1所示。
3.2 脫除硫酸根工藝優化
目前對以往鹽水精制過程中去除硫酸根離子采用氯化鋇的工藝改成膜法過濾工藝,整體運行效果上避免了使用危險化學品的種種弊端,降低了設備運行成本,給污泥的排出也減緩了不少壓力,減少了整個工藝環節的操作工序。對比來看以往處理后精制鹽水中硫酸根含量大于為6.87g/L,而工藝實施后通過多次分析化驗,平均為5.2g/L,基本上滿足了精制鹽水對其中硫酸根含量的要求。
4 結論
綜上所述,膜法除硫酸根設備安裝試運行后,經過初步統計分析,以往2014~2018年平均每年消耗氯化鋇溶液50140t,生產成本達到2315萬元,使用新的膜法除硫酸根工藝后,2019年運行成本為1365萬元,總體上來看通過工藝的優化實施,年節約成本950萬元,該工藝技術的實施為氯堿工業同行提供生產經驗。
參考文獻:
[1]權耀寧,石億紅.氯堿工業中降低亞硫酸鈉用量的方法[J].氯堿工業,2019,52(7):13-15.
[2]程飛,王艷超,李波.一次鹽水HW工藝運行總結[J].氯堿工業,2019,52(4):8-10.