提高細(xì)長軸加工精度的改進(jìn)措施
2020-07-02 08:29:26楊校可
時代農(nóng)機(jī) 2020年4期
關(guān)鍵詞:變形
楊校可
(平頂山技師學(xué)院,河南平頂山 467000)
1 細(xì)長軸加工難度[1]
1.1 極易產(chǎn)生彎曲變形與振動
工件長度與直徑之比大于25 的軸稱為細(xì)長軸。細(xì)長軸零件因為長徑比大、剛性差,在加工過程中因為切削力、重力、夾緊力等力的作用下,產(chǎn)生彎曲變形,改變刀具與工件之間正確的位置,從而產(chǎn)生加工變形,影響零件的加工質(zhì)量。
1.2 熱變形
切削加工細(xì)長軸時,由于切削熱的作用,工件在加工過程中會產(chǎn)生熱變形。在實踐中,我們常把內(nèi)孔外圓表面作為受熱近似均勻的工件。加工外圓表面時,假如工件溫升基本相等,材料也一樣的話,其熱伸長量由工件的長度決定。特別是細(xì)而長的工件,熱變形伸長量特別突出。當(dāng)軸的兩端采用固定支撐時,細(xì)長軸將產(chǎn)生熱變形。特別是主軸轉(zhuǎn)速較高的情況下,由于軸彎曲而產(chǎn)生的離心力會進(jìn)一步加大其變形程度。
1.3 刀具磨損
對細(xì)長軸的切削加工中,由于軸向長度大,進(jìn)給量取值小,刀具連續(xù)工作時間很長,隨著切削時間的增加,刀具磨損大,造成加工后的工件產(chǎn)生錐度誤差。
1.4 對操作者的技能水平要求高
細(xì)長軸難加工,操作者要能夠做到合理選擇刀具、輔助工具、機(jī)床、切削用量以及的工藝安排,所以對其要求較高。
2 細(xì)長軸加工常見誤差
在加工細(xì)長軸過程中,由于交變沖擊式切削力和離心力作用,將會產(chǎn)生強(qiáng)烈振動。使得整個工藝系統(tǒng)各個接觸部位的接觸剛度與機(jī)械性能產(chǎn)生變化。
切削加工細(xì)長軸時,由于受到切削力、重力、離心力、切削熱等綜合因素影響使工藝系統(tǒng)各接觸部位的剛度和機(jī)械性能發(fā)生變化,使得切削區(qū)域(包括跟刀架支撐爪部位)發(fā)生異常現(xiàn)象,從而使得細(xì)長軸產(chǎn)生各種形狀誤差。常見誤差如下兩種:
(1)竹節(jié)形缺陷。如圖1 所示,產(chǎn)生竹節(jié)形誤差的原因是使用跟刀架后,支撐爪對零件施加了不合適的壓力。如果支撐爪的壓力過小或不接觸,跟刀架不起作用; 如果壓力過大,工件將對車刀產(chǎn)生擠壓,切削深度變大,加工出的直徑變小。跟刀架繼續(xù)移動,支撐爪支承在外圓的直徑較小部位,當(dāng)接觸壓力突然減小,甚至脫離,背向力會把細(xì)長軸推開,切削深度變小,加工出的直徑變大。接著,跟刀架又運(yùn)動到直徑大的外圓上,又把細(xì)長軸壓向車刀,加工出的外圓直徑減小。就這樣一直持續(xù),細(xì)長的工件將會產(chǎn)生“竹節(jié)”形誤差。
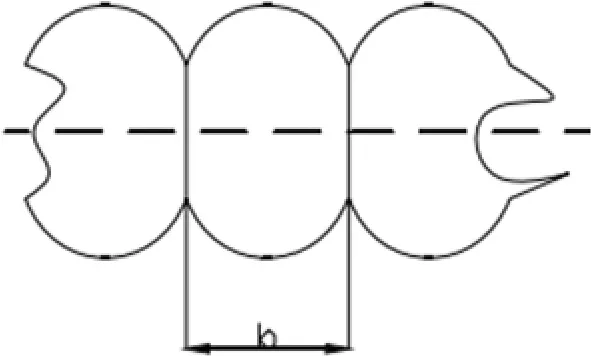
圖1 竹節(jié)形誤差
(2)腰鼓性缺陷。細(xì)長軸裝夾時,經(jīng)常采用兩頂尖裝夾。由于零件細(xì)長,剛性不夠,在切削力的作用下,由于彈性變形將會產(chǎn)生“讓刀”現(xiàn)象,細(xì)長軸產(chǎn)生腰鼓形的圓柱度誤差 ,如圖2 所示。
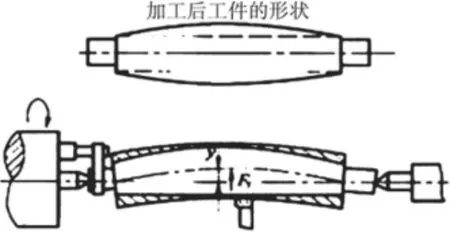
圖2 腰鼓形誤差
3 細(xì)長軸加工方法的改進(jìn)
根據(jù)細(xì)長軸的結(jié)構(gòu)特點,現(xiàn)在大多采用反向進(jìn)給消除軸向力引起的工件彎曲變形。但是,采用此法,需要對機(jī)床、裝夾方法、夾具等進(jìn)行以下改進(jìn):
3.1 機(jī)床的調(diào)整
加工需要用到機(jī)床的大部分導(dǎo)軌或全部導(dǎo)軌,所以機(jī)床的加工精度對軸類零件加工質(zhì)量的影響不可忽視。首先,檢測主軸中心與尾座套筒是否在同一中心線上,車床導(dǎo)軌不能發(fā)生高低不平或橫向水平移動;然后,檢驗調(diào)整主軸間隙,主軸回轉(zhuǎn)平穩(wěn),大、中、小滑板配合間隙適當(dāng),最后機(jī)床導(dǎo)軌平直沒有凸凹情況。
3.2 改進(jìn)工件的裝夾方法
加工細(xì)長軸時,經(jīng)常使用一頭夾和一頭頂?shù)难b夾方法 ,同時在卡盤卡爪的下面墊入鋼絲,直徑是4mm 左右。這樣裝夾,可以把工件與卡盤的卡爪之間的接觸變?yōu)榫€接觸,當(dāng)工件夾緊時,卡爪破壞掉產(chǎn)生的彎曲變形力矩。裝夾工件時,采用彈性活絡(luò)頂尖,如果工件受熱后產(chǎn)生熱變形頂著頂尖,彈性活絡(luò)頂尖可以軸向伸縮,用來減少工件變形,使工件彎曲變形減少。如圖3 所示。
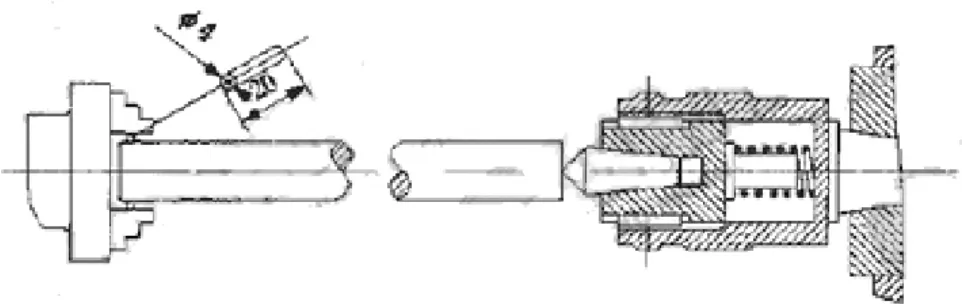
圖3 細(xì)長軸的裝夾
3.3 改進(jìn)跟刀架
裝夾細(xì)長軸時,如果采用跟刀架,可以大大提高工件的剛度,減少工件彎曲變形,可以使切削時的徑向切削分力減小,減小工件的振動與變形。車削使用的跟刀架一般有兩個支承塊。造成支撐塊與工件的接觸面積小,剛度不夠。可以對支撐塊進(jìn)行改進(jìn),使其變?yōu)槿齻€弧面支承的跟刀架,如圖4 所示。支承塊選用耐磨性較好的HT200 灰鑄鐵制作,HT200 灰鑄鐵磨損小,不會刮傷零件的表面,可以保證加工的精確度,還能使零件表面的光潔度得以提升,并能夠把切削液注入其中。每個支承塊的軸心線相互互成90 度,支承塊弧面與工件的配合間隙應(yīng)控制在0.02~0.03mm 范圍內(nèi),并且與工件接觸良好。這樣可以使得支承塊對工件的作用力作業(yè)在半徑方向且通過軸心線。這樣設(shè)計,工件的上、下、左、右移動都將受到限制,無法移動,只能繞其軸線旋轉(zhuǎn),可用來減小車削振動和工件的變形。
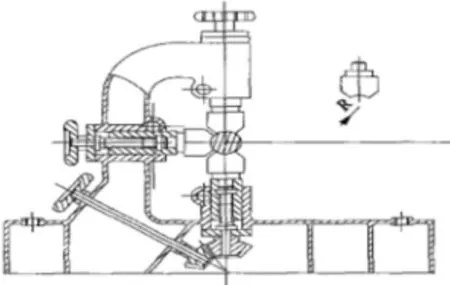
圖4 跟刀架
3.4 工件進(jìn)行熱處理
當(dāng)工件彎曲變形時,車削細(xì)長軸會使得加工余量不均勻,甚至沒法繼續(xù)車削。即使第一刀能車圓,車削后的彎曲變形也是不可忽視。因此,工件毛坯可以進(jìn)行時效和調(diào)直處理,用來消除熱鍛時毛坯產(chǎn)生的內(nèi)應(yīng)力與彎曲變形。根據(jù)工件的長度尺寸、加工余量、選擇校直方法,保證第一刀車圓,并留有足夠的半精車和精車余量。在粗車過程中,如果產(chǎn)生彎曲,也要及時采取適當(dāng)?shù)姆椒ㄕ{(diào)直,保證精車順利進(jìn)行。
3.5 輔助托架
細(xì)長軸的裝夾,除了可以使用中心架、跟刀架等支承工件外,還可以在工件下面放置可調(diào)節(jié)式的托架。可調(diào)節(jié)托架一方面能托牢工件,另一方面還有消振作用。如圖5 所示。
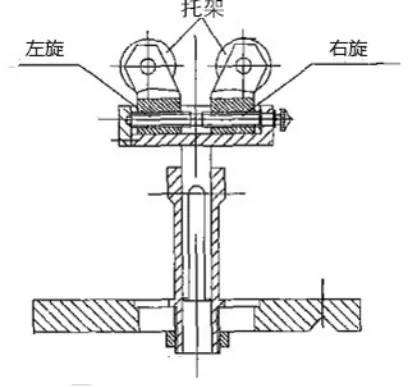
圖5 托架
3.6 合理地控制切削用量
細(xì)長軸的剛度差,切削用量取值應(yīng)該適當(dāng)減小。一般情況可參考表1。
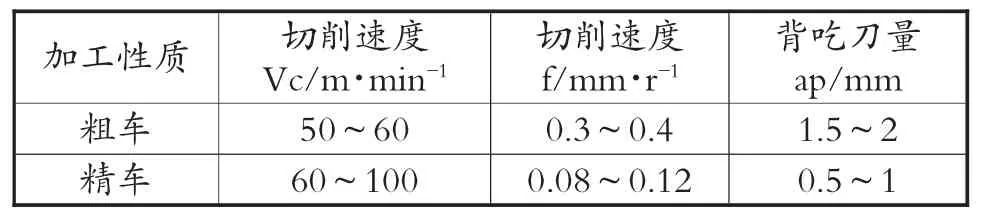
表1 切削用量取值
3.7 合理選擇車刀的幾何角度
細(xì)長軸加工時,因為工件剛度底,刀具幾何角度的選取對切削力、切削熱、振動和工件彎曲變形的影響不可忽視。一般情況下:
為了減小切削力和切削熱,細(xì)長軸車刀前角一般取值為200~300,并在前刀面磨出圓弧形或直線形的斷屑槽,以便較好的斷屑。為了提高刀具的使用壽命,還可以磨出負(fù)倒棱。
由于前角取值較大,后角取值應(yīng)小些,但不能過小,因為過小會增加后刀面與工件加工表面之間的摩擦而發(fā)熱。一般情況下,后角應(yīng)取為60~80 最佳。
車刀主偏角的取值大小主要影響徑向力。不影響刀具強(qiáng)度情況下,增大主偏角可使徑向力減小,而軸向力增大。當(dāng)反向進(jìn)給時,加強(qiáng)了工件的拉伸作用,兩者都可減少在切削過程中產(chǎn)生的振動,有利于提高加工精度。主偏角一般取值為800~930。
除此之外,安裝刀具時,刀尖可以高于工件中心0.1~0.3mm。這樣,可以使使車刀后面與工件有輕微的接觸,防止工件上下竄動,可以減少工件的低頻振動,增加切削平穩(wěn)性。實踐證明這種車削效果較好。
3.8 使用切削液充分冷卻
切削液具有冷卻作用和潤滑作用[5]。在加工細(xì)長軸的時候,使用切削液可以減小切削力,帶走加工過程中產(chǎn)生的切削熱,降低刀具和工件的熱度,減小工件因熱變形產(chǎn)生的尺寸誤差。一般使用冷卻性能較好的乳化液進(jìn)行充分冷卻。
4 小 結(jié)
文章就細(xì)長軸難加工的原因進(jìn)行了總結(jié),并對常見誤差產(chǎn)生的原因進(jìn)行了系統(tǒng)分析。對提高細(xì)長軸的加工精度提出了具體的改進(jìn)方法,比如機(jī)床、刀夾具、工件裝夾等方面。采用這些方法可以使得加工精度得以明顯提高。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36