120 t轉(zhuǎn)爐全過程動態(tài)智能冶煉技術(shù)實踐
2020-07-03 07:05:06高志濱
山東冶金 2020年3期
高志濱
(萊蕪鋼鐵集團銀山型鋼有限公司煉鋼廠,山東 濟南271104)
1 前言
副槍控制系統(tǒng)以靜態(tài)控制為主要特點,在此基礎(chǔ)之上逐步優(yōu)化升級,研究激光煙氣分析技術(shù),打破自動化煉鋼工藝中只能進行預設(shè)、系統(tǒng)無法自主反應的難點,實現(xiàn)了冶煉過程及終點拉碳前對物料和槍位的動態(tài)調(diào)整,終點碳、溫度雙命中率顯著提升。目前,國外大多數(shù)鋼廠均已采用以煙氣分析為核心的冶煉過程控制技術(shù),其中,以多法斯科鋼廠尤為典型,其在煙氣分析系統(tǒng)控制下的低碳鋼種,碳、溫度命中率達到99%[1]。萊蕪鋼鐵集團銀山型鋼煉鋼廠以150 t脫磷爐為研究對象,結(jié)合激光煙氣設(shè)備的應用,對冶煉過程煙氣數(shù)據(jù)進行分析,根據(jù)分析結(jié)果進行控制系統(tǒng)開發(fā)及建模,逐步完善了智能煉鋼控制能力,實現(xiàn)了熔池碳含量、溫度的準確預報,并通過模型的持續(xù)優(yōu)化,獲得了較好的終點碳溫雙命中率。
2 研究應用精料供應技術(shù)
優(yōu)化鐵水扒渣及溫度控制操作,對扒渣設(shè)備進行相應改造,對鐵水自動測溫取樣設(shè)備進行設(shè)計,確保鐵水帶渣量少,溫度準確;結(jié)合不同鋼種控制要求,將廢鋼按類別、冷卻效應及成分,分區(qū)域存放,便于天車系統(tǒng)運行中的正常定位及采集。應用鐵水“三穩(wěn)一準”及廢鋼“三準一凈”控制技術(shù),實現(xiàn)鐵水的溫度穩(wěn)定、成分穩(wěn)定、裝入穩(wěn)定,實現(xiàn)廢鋼的精準計量、精準配比、精準分類、無雜無害[2]。安裝天車定位及識別模塊、稱量裝置、無線傳輸設(shè)備,自動采集稱量數(shù)值,利用無線傳輸及工業(yè)以太網(wǎng)發(fā)送到數(shù)據(jù)庫,傳入二級系統(tǒng)用于冶煉模型計算。三級控制系統(tǒng)互聯(lián)互通,生產(chǎn)過程實現(xiàn)量化處理。稱量倉增設(shè)電磁振料器,其稱量值與二級系統(tǒng)數(shù)據(jù)相互關(guān)聯(lián),自動計算料幅及時間,實現(xiàn)特定時間內(nèi)定量均勻連續(xù)下料,穩(wěn)定爐內(nèi)碳氧反應,減少噴濺[3]。
3 智能冶煉技術(shù)開發(fā)應用
針對冶煉過程靜態(tài)控制的不足,采用激光煙氣分析儀設(shè)備進行數(shù)據(jù)采集,并以此為基礎(chǔ),研究開發(fā)靜態(tài)控制模型、動態(tài)控制模型,開展冶煉模式體系的構(gòu)建與優(yōu)化,依靠煙氣成分判斷反應變化情況,從而進行實時調(diào)節(jié)。萊鋼銀山型鋼煉鋼廠煙氣分析系統(tǒng)分析儀安裝在轉(zhuǎn)爐煙道筒體出口處的直線煙道上,主要由發(fā)射、接收和吹掃3部分組成。分析儀通過調(diào)制激光頻率使之周期性地掃描被測氣體吸收譜線,根據(jù)譜線的衰減變化情況,分析出冶煉過程中爐內(nèi)反應所產(chǎn)生的煙氣成分。其中,重點對CO、CO2、O2含量進行檢測,根據(jù)檢測出的結(jié)果,對比冶煉進程中的元素變化,從而得到對爐內(nèi)碳氧反應情況的推知。接收單元進行分析后,測量出爐氣中相應氣體濃度。系統(tǒng)檢測速度快、精度高、穩(wěn)定性好,穩(wěn)定運行率達到99.9%[4]。與傳統(tǒng)的質(zhì)譜儀相比,分析能力獲得了極大地提升,為智能煉鋼的實現(xiàn)提供了有力的數(shù)據(jù)支持,煙氣分析儀安裝及控制如圖1所示。
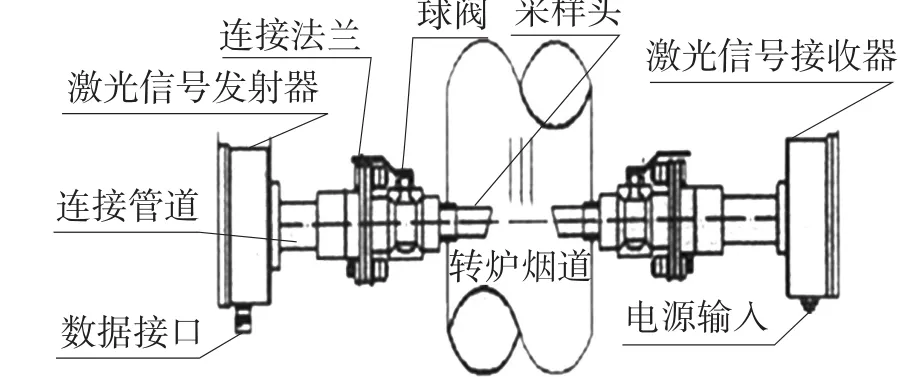
圖1 煙氣分析儀安裝及控制示意圖
3.1 靜態(tài)控制模型建立
3.1.1 研究氧平衡、熱平衡變化規(guī)律
靜態(tài)模型是根據(jù)煉鋼過程中的氧、熱平衡規(guī)律建立的,研究氧氣煉鋼過程中的熱平衡來計算終點溫度,研究氧平衡來計算冶煉過程的耗氧量及過程中的碳含量。通過鐵水的顯熱將轉(zhuǎn)爐中輸入熱量,并通過氧氣和幾種元素的反應生成熱量,熱量輸出則是通過鋼水、爐渣和廢氣的顯熱完成,通過轉(zhuǎn)爐壁和輻射來散去熱量。基本上,可用熱量輸入+熱量生成-熱量消耗-熱量損失=鋼和爐渣熱量表示熱平衡。
通過對過程的熱量計算,得出以下熔池溫度計算公式:
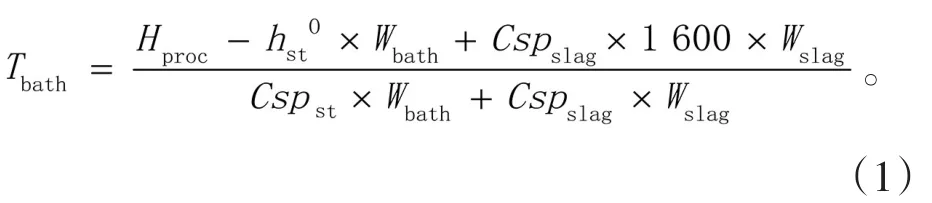
式中:Tbath為熔池溫度,℃;Hproc為過程熱量總和,MJ/t;hst0為有效熱量(Tbath=0),MJ/t;Wbath為熔池重量,t;Cspslag為爐渣混合物的平均比熱容,MJ/(℃·t);Wslag為爐渣重量,t;Cspst為鋼的比熱容,MJ/(℃·t)。
所有氧氣源和所有氧氣消耗都是碳氧平衡的一部分。平衡的各個項取決于在主吹煉結(jié)束時達到的過程平衡。氧槍供氧量由冶煉過程參與反應的氧量、鋼水中溶解氧以及過程損失的氧量構(gòu)成。根據(jù)氧氣平衡的基本構(gòu)成進行理論推導,得出氧氣平衡計算公式:

式中:Olance為氧平衡指數(shù);Oreacction為冶煉過程參與反應的氧量;Odissolved為鋼水中溶解氧量;Ovsrc為煉鋼過程損失的氧量。
過程反應消耗的氧氣量為:

式中:Sox為鋼水中元素的氧氣消耗系數(shù),m3(stp)/t;WEinput為元素E的輸入重量,t;PE,bth為熔池中元素E的濃度,%;Wbath為熔池重量,t。
溶解在鋼水中的氧量為:

式中:[C]為碳含量,%;Wbath為熔池重量,t。
以銀山型鋼煉鋼廠現(xiàn)有原料條件及裝入結(jié)構(gòu)進行測算,得出目前熱平衡數(shù)值區(qū)間為1 020~1 060 MJ/t,氧平衡數(shù)值區(qū)間為1 580~1 650 m3。在此范圍內(nèi)的物料計算、氧量消耗及碳含量均控制準確,可以實現(xiàn)終點溫度、碳的有效命中,提升轉(zhuǎn)爐一次拉碳率,避免鋼水的過氧化現(xiàn)象[5]。
3.1.2 綜合靜態(tài)模型的開發(fā)
在氧平衡及熱平衡的基礎(chǔ)之上,研究系統(tǒng)的自動采集及計算模型,主要考慮了利用統(tǒng)計分析工具對氧氣消耗量進行統(tǒng)計,對元素氧化及殘余情況進行分析,獲得依靠原料條件計算的準確氧氣供氣量。通過對煉鋼原料的自動采集與發(fā)射,將信息傳遞到二級控制系統(tǒng)中,系統(tǒng)根據(jù)冶煉鋼種類別,結(jié)合石灰計算典型公式計算出當爐次的石灰加入量及氧氣消耗量[6]。

式中:M石灰為石灰加入量,kg;R為爐渣堿度。
3.1.3 全覆蓋模型體系構(gòu)建
以鐵水溫度、鐵水成分及冶煉過程中的廢鋼要求為依據(jù),建立了針對不同鐵水硅、溫度及廢鋼量共48種冶煉操作模式。吹煉前系統(tǒng)采集完初始數(shù)據(jù)后進行計算,隨后自主選擇合適的操作模式,將計算料單發(fā)送至所選擇模式,并在裝料結(jié)束后自動下槍吹煉運行。其中,根據(jù)現(xiàn)有模型需求,將廢鋼分類區(qū)間劃分為4個區(qū)間,即:0~5 t、6~10 t、11~15 t、16~20 t。在不同的廢鋼分區(qū)上,建立針對鐵水硅和溫度的加料、槍位全覆蓋操作模式,部分模式如表1所示。
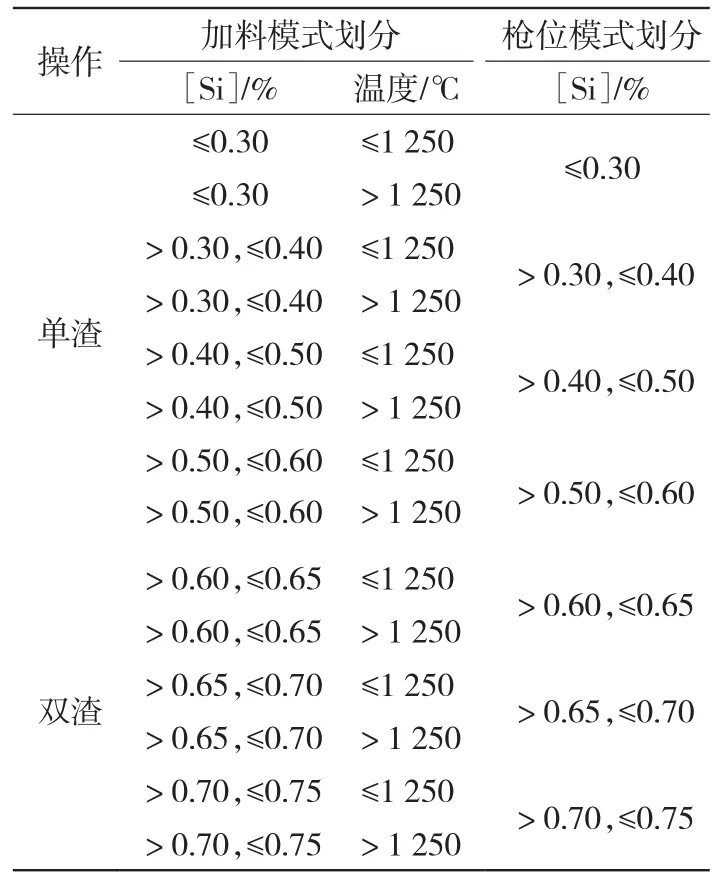
表1 部分冶煉操作模式
3.2 動態(tài)控制模型開發(fā)
3.2.1 控制原理
動態(tài)控制模型是整個智能煉鋼系統(tǒng)的核心部分,它以物料及能量平衡、熱力學和動力學等理論為依據(jù),在靜態(tài)控制模型的基礎(chǔ)上,利用激光爐氣分析儀檢測吹煉過程中產(chǎn)生的煙氣成分,并根據(jù)同步檢測的轉(zhuǎn)爐冶煉參數(shù)信息,計算熔池碳含量變化和升溫速度,實時預報轉(zhuǎn)爐冶煉過程熔池碳含量以及溫度數(shù)值。在動態(tài)模型控制下,系統(tǒng)反應靈敏度、評估準確度、參數(shù)修正的優(yōu)良度均能夠?qū)崿F(xiàn)良好的控制,以便于冶煉終點碳、溫度的高精準命中。同時,優(yōu)良的生產(chǎn)數(shù)據(jù)為系統(tǒng)自學習功能的實現(xiàn)提供了海量數(shù)據(jù)參考,極大地改善了過程控制的有效性[7]。
動態(tài)控制模型具有兩大功能。1)動態(tài)校正功能:煙氣動態(tài)校正模型輸出校正信息給實時在線預報模型,并由后者進行二次計算,計算結(jié)果與煙氣檢測數(shù)值進行對比,根據(jù)偏差值決定是否進入循環(huán)計算。2)“軟副槍”功能:借鑒副槍操作理念,當吹煉過程接近終點,系統(tǒng)檢測CO、CO2含量變化達到設(shè)定值時,對熔池內(nèi)的碳含量及熔池溫度進行校正計算,對碳、溫在線預報數(shù)據(jù)進行修正[8]。二次計算采用動態(tài)計算公式進行氧量計算:

式中:O2動態(tài)為動態(tài)過程總供氧量,m3;αd為脫碳系數(shù);Wst為鋼水重量,t;CEA為目標碳含量,%;Bi為冷卻劑中的氧含量,%。
3.2.2 自學習架構(gòu)
通過對冶煉生產(chǎn)過程中的海量數(shù)據(jù)分析匯總,建立了煉鋼工藝數(shù)據(jù)庫,基于工藝數(shù)據(jù)庫設(shè)計具有自主學習與調(diào)節(jié)功能的轉(zhuǎn)爐智能煉鋼自學習模型,形成了針對冶煉過程控制參數(shù)及冶煉終點碳、溫雙命中進行有效自主學習并自動調(diào)整的控制關(guān)鍵技術(shù),實現(xiàn)了在煉鋼生產(chǎn)過程中系統(tǒng)地自學習自糾正功能,確保多種冶煉條件下智能煉鋼系統(tǒng)的穩(wěn)定運行。系統(tǒng)自學習準確率達到100%,完全解決了人工參考數(shù)據(jù)進行判斷調(diào)整的問題,終點碳、溫度控制精度顯著提升[9]。自學習架構(gòu)如圖2所示。
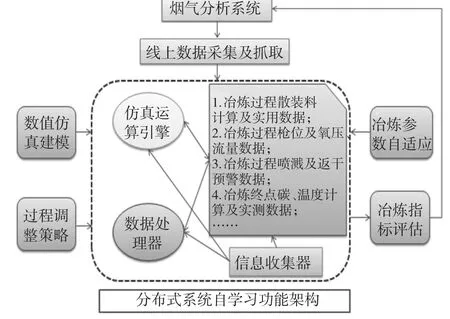
圖2 系統(tǒng)自學習架構(gòu)
通過對靜態(tài)、動態(tài)模型開發(fā)建立以及優(yōu)化完善,建立轉(zhuǎn)爐智能冶煉控制系統(tǒng),對冶煉過程的槍位、加料、過程反應及終點情況進行判斷,并主動反應,做出調(diào)整,解決了傳統(tǒng)副槍控制模型無法進行過程動態(tài)調(diào)控的技術(shù)難題,從而更好地服務于終點命中率的提升及技術(shù)指標的改善。
3.3 智能煉鋼應用情況
3.3.1 碳、溫命中情況
以普碳鋼種Q235B為例,對比副槍控制系統(tǒng)與煙氣分析控制系統(tǒng)下的終點碳、終點溫度命中情況,選取系統(tǒng)應用后的200爐次數(shù)據(jù)終點控制情況進行分析。命中情況如圖3、圖4所示。
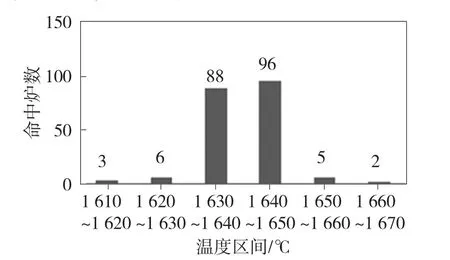
圖3 終點溫度命中爐數(shù)
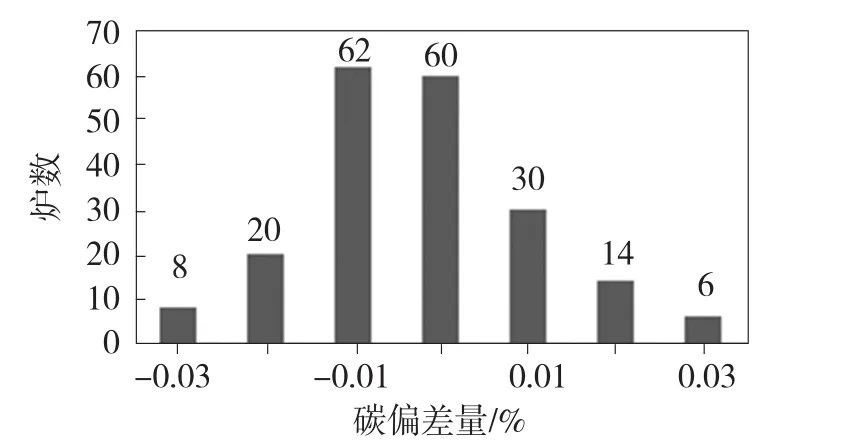
圖4 終點碳偏差爐數(shù)
在選取的數(shù)據(jù)當中,終點溫度以1 640℃為目標值,在±10℃以內(nèi)共有184爐,占比92%;終點碳以0.08%為目標值,偏差量在±0.02%以內(nèi)的爐數(shù)共有186爐,占比93%。整體來看,終點碳、溫雙命中率控制較好。
3.3.2 渣料消耗情況
煙氣分析系統(tǒng)應用后,轉(zhuǎn)爐冶煉過程的石灰消耗較往年同期降低了2 kg/t以上,主要因為冶煉過程碳、氧反應更加平穩(wěn),異常情況下能夠?qū)崟r調(diào)節(jié),并且進行精準預報,避免了冶煉過程中噴濺、返干問題的發(fā)生,渣料消耗也隨之減少。同時,穩(wěn)定的冶金過程反應保證了轉(zhuǎn)爐渣量的有效控制,2019年1—6月份,轉(zhuǎn)爐總渣量控制在80 kg/t以內(nèi)。
3.3.3 終點磷控制情況
煙氣分析系統(tǒng)應用后,穩(wěn)定的過程反應促進了冶煉前期的快速化渣,保證了脫磷反應的正向進行,對于轉(zhuǎn)爐脫磷起到了積極的影響,改善了冶煉終點時磷元素控制水平,為低磷品種鋼的冶煉創(chuàng)造了條件。分別選取低碳、低合金、普碳鋼種共60爐次,對磷元素分布進行對比,如圖5所示,從圖中可以看出,終點磷含量基本穩(wěn)定控制在0.013%~0.020%,完全滿足生產(chǎn)要求。
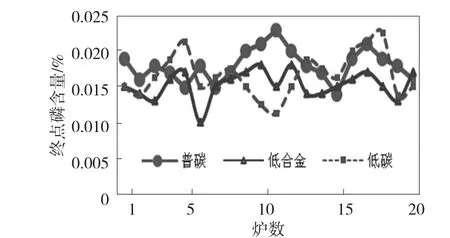
圖5 終點磷控制情況
4 結(jié) 論
4.1 作為煉鋼環(huán)節(jié)物質(zhì)流輸入的開端,原料條件的穩(wěn)定性控制是轉(zhuǎn)爐實現(xiàn)智能冶煉的基礎(chǔ),為激光煙氣分析的使用創(chuàng)造了良好的外部條件。
4.2 通過對轉(zhuǎn)爐煙氣成分的采集及分析,預判不同冶煉時段的熔池反應變化,結(jié)合系統(tǒng)模型算法的優(yōu)化調(diào)整,進而指導加料及槍位控制,有效地提升了冶煉過程的標準化控制能力。
4.3 靜態(tài)模型與動態(tài)模型的研究與修正,保證了煉鋼過程的物料精準計算,為冶煉反應的穩(wěn)定進行提供了算法保障。模型體系的開發(fā),提升了系統(tǒng)在相應的原料區(qū)間的適應性。
4.4 基于激光煙氣分析系統(tǒng)的轉(zhuǎn)爐動態(tài)智能煉鋼系統(tǒng)及相關(guān)關(guān)鍵技術(shù)的研究與實踐,解決了冶煉過程無法動態(tài)調(diào)整的關(guān)鍵技術(shù)難題。系統(tǒng)根據(jù)煙氣信息自主進行數(shù)據(jù)學習,主動反應并對過程操作評估校正,動態(tài)監(jiān)測與實時調(diào)節(jié)同步進行,對于煉鋼工序的指標改善及成本優(yōu)化促進作用顯著。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
化工管理(2022年13期)2022-12-02 09:21:52
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
測控技術(shù)(2018年2期)2018-12-09 09:00:52
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
光學精密工程(2016年6期)2016-11-07 09:07:19
