復卷機伺服張力控制系統設計及優化
2020-07-04 11:30:18馬文明李文文
中國造紙 2020年3期
馬文明 李文文
(西京學院,陜西西安,710123)
紙卷復卷機在工作過程中,紙幅的張力受很多因素影響,如果張力波動不能及時得到調整,將會使紙卷質量下降,造成紙卷緊度不夠、拉斷、褶皺、卷邊不齊等現象出現,因此保持紙幅張力穩定對復卷機來說很重要[1]。本研究通過張力傳感器對紙幅張力進行實時監測,結合磁粉制動器恒扭矩、線性強的特點,將張力傳感器檢測到的數據輸入給控制器,控制器對數據進行處理給磁粉制動器輸出激勵電流進行電磁力矩的控制,以實現對紙幅張力的穩定控制。為了解決紙幅邊緣不齊現象,使用線性驅動器和永磁低速電機進行搭配,對紙幅卷邊進行調節。
1 復卷機生產工藝簡介
復卷機的工作過程如圖1所示。從圖1可見,紙幅由退紙輥引出,先經過1#和2#隨動輥,然后通過張力傳感器輥,再經過3#和4#隨動輥最后進入卷紙輥,在1#和2#隨動輥以及3#和4#隨動輥之間均裝有糾偏傳感器,在退紙輥和卷紙輥部位均安裝有糾偏裝置。
退紙輥是復卷機工作過程中張力控制的主要部位,它和張力傳感器共同來完成紙幅的張力恒定控制;隨動輥對紙幅在運行過程中起到協助引導作用;退紙輥糾偏傳感器和退紙輥糾偏裝置共同完成紙幅輸出位置的恒定;卷紙輥傳感器和卷紙輥糾偏裝置共同完成紙幅卷取過程中邊緣整齊[2]。
2 復卷機張力控制方法的選擇
復卷機張力采取閉環控制,通過張力傳感器實時檢測紙幅張力與退紙輥構成閉環控制,張力傳感器將檢測到的紙幅張力反饋給控制器,控制器控制退紙輥電磁力矩調節,從而實現對紙幅的恒張力控制[3]。在控制退紙輥電磁力矩的同時還必須保證卷紙輥與退紙輥線速度一致,否則紙幅張力將得不到很好的保證。
2.1 退紙輥張力控制
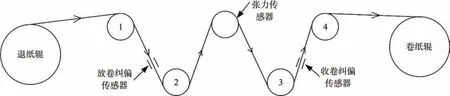
圖1 復卷機工作過程示意圖
張力傳感器檢測到的紙幅張力與設定的紙幅張力進行對比,差值經過控制器處理好作為電磁力矩補償,對磁粉制動器的電磁力矩進行調節,從而實現對紙幅張力調節的目的,退紙輥張力控制結構圖如圖2所示[4],其中,Fsp為張力的設定值,F為張力傳感器的反饋值,ef為張力偏差值,ΔT為電磁力矩的調節量。
2.2 復卷機的速度控制
在復卷機工作過程中,要保證卷紙輥和退紙輥線速度一致才能保證紙幅張力得到良好的控制,如果卷紙輥和退紙輥線速度不一致將造成速差,對紙幅張力控制造成一定影響。本研究對卷紙輥和退紙輥線速度采用PI控制算法進行處理,通過安裝在退紙輥和卷紙輥的編碼器,實時采集紙幅線速度后與設定值進行比較,將速度差經過PI控制算法進行處理后作為電機電壓補償對電機速度進行調節,從而達到退紙輥和卷紙輥線速度恒定的目的[5-6]。退紙輥和卷紙輥速度控制結構圖如圖3所示,其中,vsp為速度設定值,v為編碼器反饋的速度值,e為速度偏差值,Δu為電壓的補償值。
2.3 退紙輥和卷紙輥的糾偏控制
退紙輥和卷紙輥糾偏示意圖如圖4所示,其中糾偏裝置由永磁低速同步電機驅動,由2個限位開關和4個滑輪構成。在復卷機工作過程中,安裝在退紙輥后側和卷紙輥前側的糾偏傳感器對紙幅的邊緣運行狀況進行實時檢測,根據光電眼是否被遮擋來進行控制電機的正反轉,限位開關的設置則是為了防止紙幅在糾偏調節中失調。
3 控制系統的硬件設計
根據對復卷機控制系統的分析,在這里選取羅克韋爾1769-L36ERM作為主控制器,它擁有高度集成的Ether Net/IP網絡通信接口,可擴展插口槽方便擴展,靈活性強,滿足自動控制需求。下面分別對紙幅的張力、速度和糾偏控制進行硬件的選型及設計,并對斷紙進行介紹。
3.1 張力控制硬件設計
復卷機張力控制采取的是閉環控制回路,它由PLC控制器、磁粉制動器和離合器、張力變送器和傳感器以及恒流源等構成,其線路圖如圖5所示。
3.2 糾偏控制硬件設計
紙幅糾偏控制是由線性驅動電路、PLC控制器、糾偏傳感器以及永磁同步低速電機等組成,其線路圖如圖6所示。
3.3 速度控制硬件設計
如果卷紙輥和退紙輥速度不一致,會對紙幅張力造成很大影響,因此保持紙幅的速度穩定對維持紙幅張力穩定很重要。通過PLC觸摸屏對伺服驅動系統進行組態設置,對參數進行輸入,對卷紙輥和退紙輥的速度進行采集處理,從而保證卷紙輥和退紙輥的線速度一定。速度控制接線圖見圖7。

圖2 基于電磁力矩的張力控制結構圖

圖3 退紙輥和切紙輥速度控制結構圖
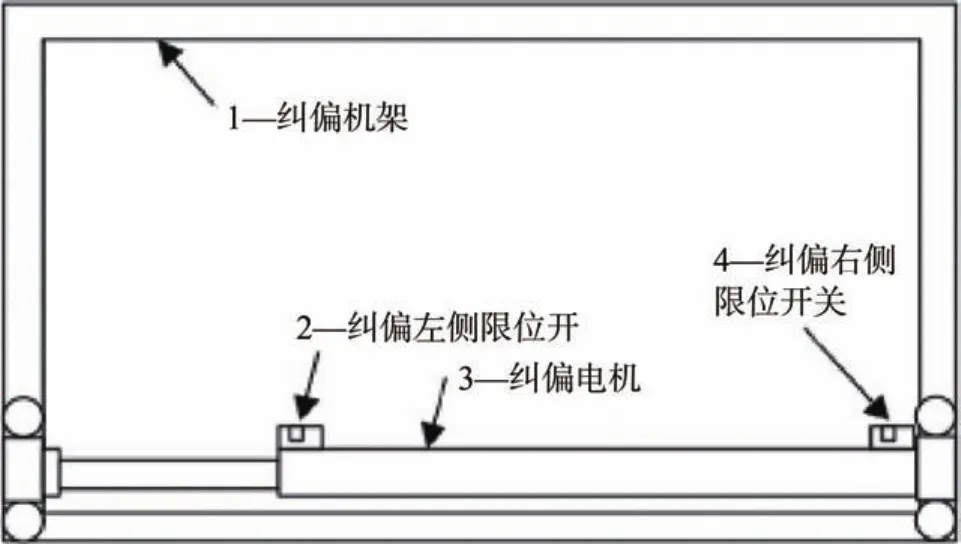
圖4 退紙輥和卷紙輥糾偏示意圖
4 復卷機張力控制系統的軟件設計
復卷機的恒張力控制系統采用羅克韋爾1769-L36ERM控制器為核心的控制系統,利用伺服電機激勵電流對紙幅張力進行調節。在復卷機的工作過程中,為使紙幅張力控制精確,還要對速度和糾偏控制進行調節。
4.1 復卷機控制軟件系統整體構成
復卷機控制軟件系統包括:用戶登錄界面、參數設置、用戶管理和歷史數據等幾個模塊組成,它基于RSLinx運行環境下建立OPC服務器,可以實現上位機與下位機之間的數據交換,如圖8所示。
4.2 各控制部分的程序流程圖設計
(1)速度控制流程圖
復卷機的速度控制包括電機參數的設置、卷紙輥和退紙輥卷徑的精準計算以及旋轉角速度的精準控制。圖9為復卷機的速度控制流程圖。
(2)張力控制流程圖
復卷機的紙幅張力控制是在磁粉制動(離合)器數值量的設定、張力傳感器檢測的基礎上進行程序編寫,復卷機張力控制流程圖如圖10所示。
(3)糾偏控制流程圖
復卷機的糾偏控制是通過控制輸出穩定的電壓,令糾偏機構以恒定的速度運行,光電糾偏傳感器通過檢測紙幅邊緣是否擋住光電眼來反饋給控制器一個數字量信號,控制器通過反饋的信號來調節電機的正反轉,從而實現卷紙的糾偏控制。糾偏控制的流程圖如圖11所示。
4.3 現場運行分析
紙幅張力是通過對退紙輥的電磁力矩進行調節來實現的,由1769-L36ERM控制器輸出電壓到恒流源,恒流源輸出恒定電流對磁粉制動器電磁力矩進行調節。當紙幅張力設定值增大時,為了使實際紙幅張力快速響應,張力控制系統將輸入磁粉制動器的激勵電流增大,從而使電磁力矩變大,增加紙幅的張力,當紙幅張力增大到新設定值時,則激勵電流將會重新調整到穩定狀態。在實際運行中,紙幅的張力實際運行狀況跟分析一致,圖12為紙幅張力設定值從20 N提高到36 N時紙幅張力變化趨勢圖,紙幅張力調整時間縮短到5 s之內。
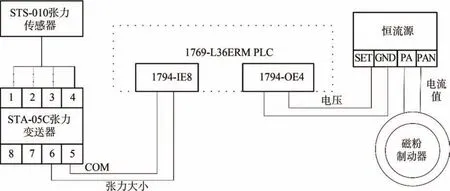
圖5 復卷機張力控制接線圖
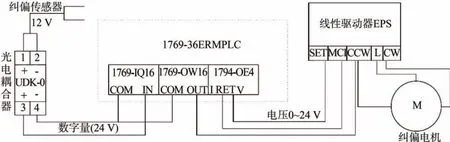
圖6 糾偏控制接線圖
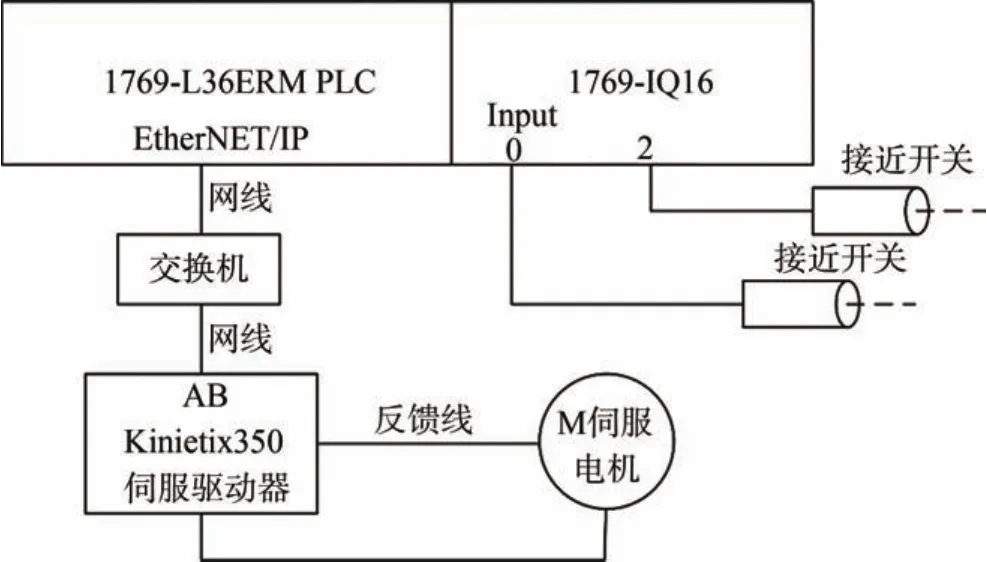
圖7 速度控制接線圖
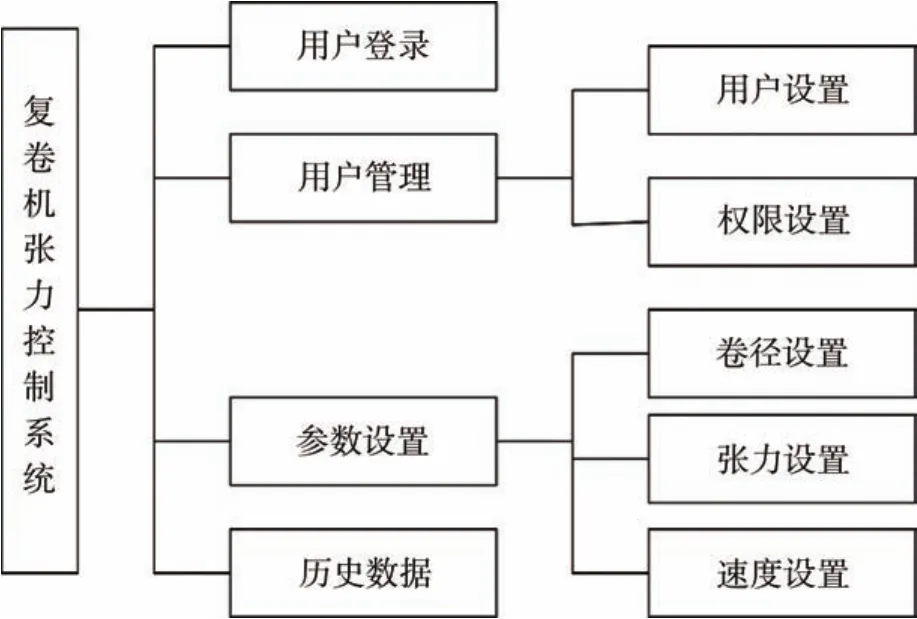
圖8 復卷機控制軟件系統構成
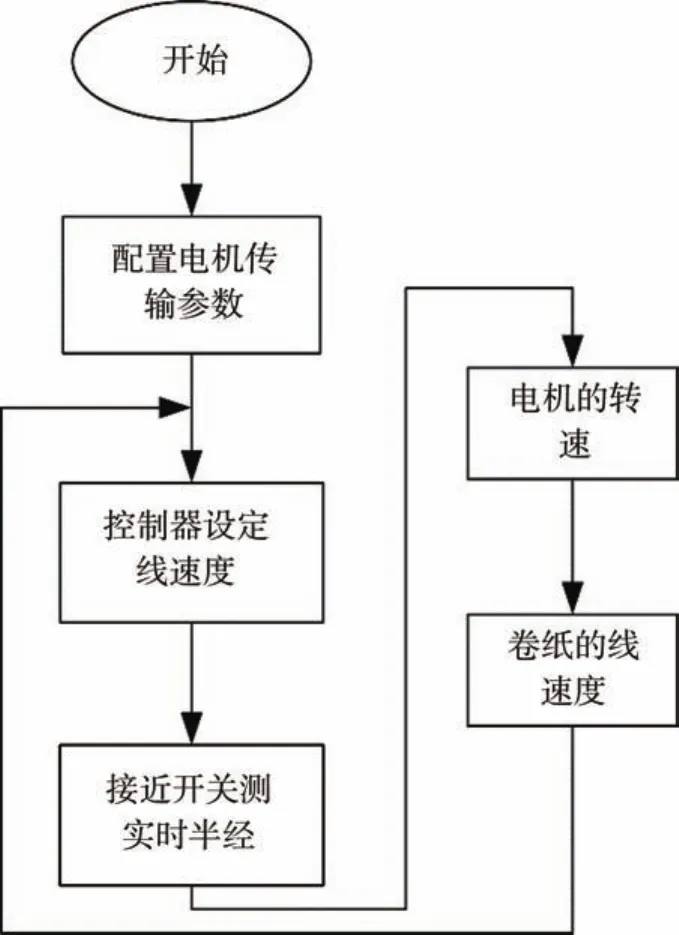
圖9 復卷機速度控制流程圖
5 結論
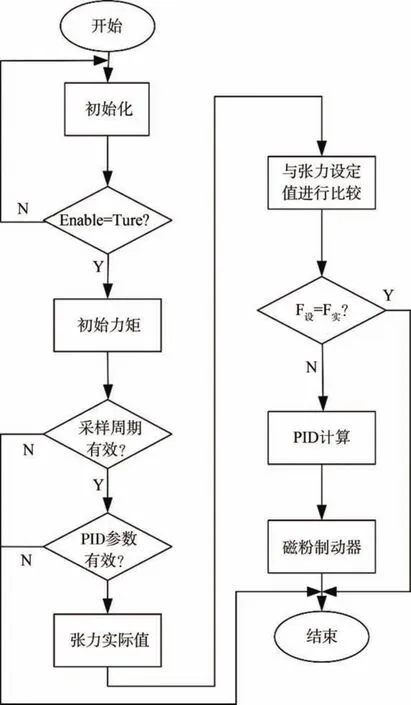
圖10 復卷機張力控制流程圖
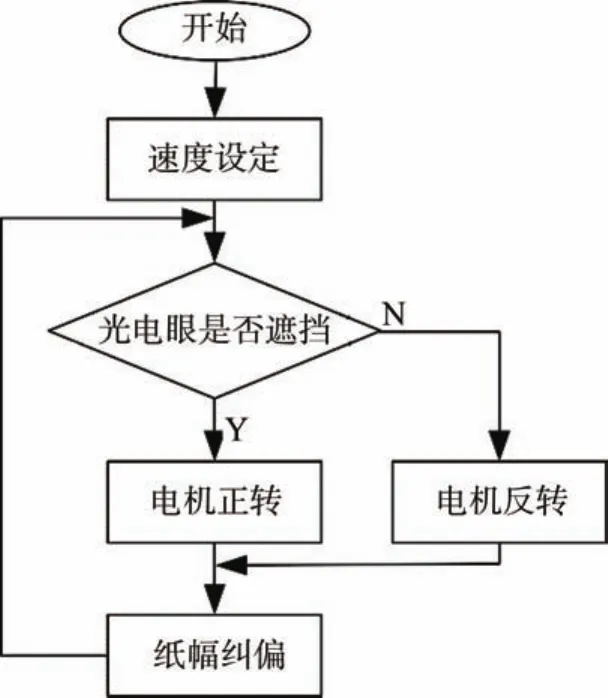
圖11 復卷機糾偏控制程序流程圖
通過對復卷機工藝流程分析,設計了一種基于伺服系統的紙幅恒張力控制系統,對復卷機張力控制、速度控制和糾偏控制系統分別進行了介紹,對整個控制系統進行了硬件和軟件的設計,經過現場調試運行,設計的復卷機張力控制系統張力波動小,運行穩定,滿足控制要求。該控制系統在實際生產中取得良好的控制效果,紙幅張力調整時間由之前的10 s縮短到5 s之內,并且無超調量。
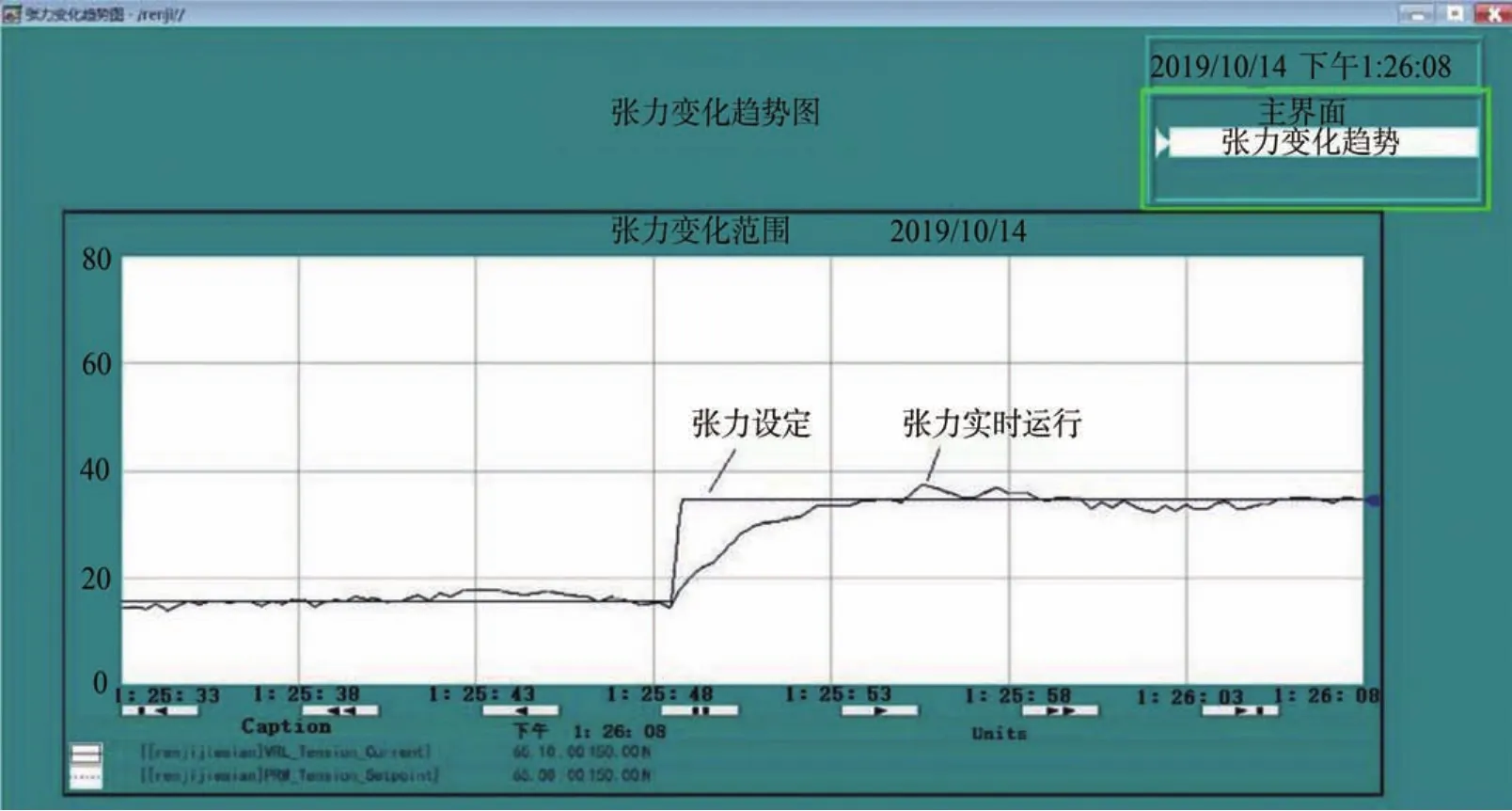
圖12 紙幅張力變化趨勢圖