
干發酵過程中氣體提升均熱技術的實驗研究
2020-07-04 02:46:27丁偉孫京張蕾蕾
農業與技術 2020年12期
丁偉 孫京 張蕾蕾


摘要:
本實驗應用的有機固體廢棄物干發酵反應器為“棚—膜—封閉車庫槽”組合厭氧反應器,由2個單槽容積為200m3發酵槽構成。將發酵槽、集氣囊、日光棚有機組合在一起,其結構緊湊,減少工程占地,便于保溫,便于單體反應器擴大。畜禽糞便與鍘切秸稈按一定比例混合進料,送入反應器發酵槽中,進行物料好氧發酵補能增溫,為厭氧發酵初期提供溫度保障,同時促進物料水解,該過程采用氣體提升均熱系統向物料通入空氣,補充氧氣,加快好氧發酵升溫,提高發酵產氣率。
關鍵詞:
干發酵;氣體提升均熱技術;好氧;厭氧
中圖分類號:S-3
文獻標識碼:A
DOI:1019754/jnyyjs20200630010
引言
吉林省是農業大省,又是畜牧業養殖大省,每年產生大量的畜禽糞便固體廢棄物,沼氣技術處理畜禽糞便固體廢棄物得到社會和許多專家學者的認可,是一項利好的畜禽糞便處理方法。糞便厭氧發酵生產沼氣和沼肥,沼氣用于生產生活,沼肥用于生態農業生產,不僅能夠大大減少環境污染,還可促進生態農業發展。近年來,開發出一些干式沼氣發酵工藝,原料干物質含量一般控制在20%~40%[1],并在工程上成功應用。氣體提升均熱系統多應用于干發酵工藝中,其工作原理是利用增壓風機將厭氧反應器內產生的沼氣由進氣管吸入增壓后輸出經換熱管換熱增溫,然后由曝氣管上的曝氣孔通入物料,利用氣體穿透料層促進物料傳熱,更好地提高發酵產氣率和提升發酵速度。
1氣體提升均熱系統好氧試驗
11試驗方案
對物料好氧預處理設計4個測試。發酵槽均裝入相同的物料,料堆長10m、寬4m、高3m,4個測試分別記為A1、A2、A3、A4,每天均曝氣3次,對應的每次曝氣時間分別是15min、25min、30min、40min。測溫時間為08∶00、16∶00和24∶00 3個時間段,溫度測定完畢進行曝氣。
12料堆工藝條件
料堆測溫點布局如圖1,各測溫點布置如下。
13溫度指標分析方法
測量堆肥的溫度可以簡單而快速地確定堆肥腐熟度[2]。溫度的測量選用溫度控制儀(杭州路格科技有限公司,型號L93-4),對堆體溫度于8∶00、16∶00和24∶00進行3次測量,統計數據并計算每日平均溫度。
14通氣量對好氧發酵溫度變化曲線的影響
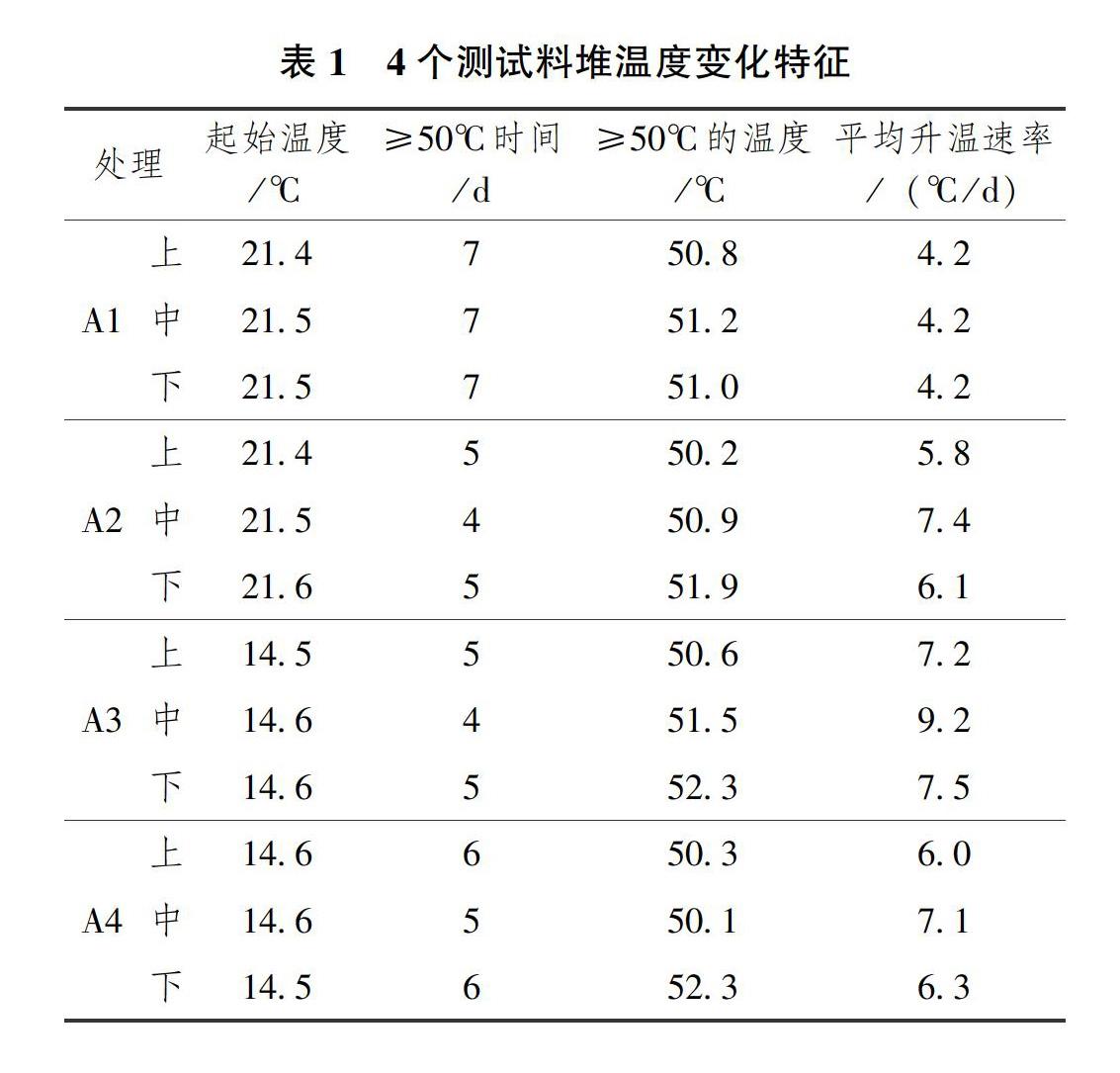
在前處理好氧發酵階段,使用氣體提升均熱系統通過對不同通氣量條件下實驗,得出前處理好氧發酵階段料堆上、中、下3層溫度變化曲線如圖2。從圖2中可以發現,不同通氣量料堆溫度變化存在差異。每天通氣3次,每次通氣25min、30min相對料層溫度高,說明通氣量適宜,供氧充分;通氣15min料層相對溫度低,說明通氣量少,供氧不足;通氣40min料層相對溫度低,說明通氣過量,供氧雖然充足,但會造成大量熱量散失,反而相對溫度低。4個測試料堆溫度變化特征如表1所示。
從表1中可以看出,前處理好氧發酵過程中通氣量的多少對料堆溫度的影響非常大,通氣量少,料堆溫度上升慢,平均升溫速率低;通氣量過多,也會影響料堆升溫,降低平均升溫速率,只有通氣適中才能保證料堆升溫快。因此,確定本研究前處理好氧發酵通氣參數為每天通氣3次,每次通氣25~30min。
2氣體提升均熱系統厭氧試驗
21試驗方案
將牛糞與揉碎的秸稈混合物料送入反應器發酵槽內,總進料量占反應器容積的80%,料堆寬4m、高3m。接著進行好氧預處理,間隔8h啟動羅茨風機1次對發酵物料進行好氧曝氣,每次曝氣時間30min,當物料溫度達到50~55℃時,封反應器進行厭氧發酵。厭氧發酵初期產生的雜氣排出,排氣大約3d左右,當檢測沼氣中甲烷的體積分數不低于50%時進行沼氣凈化儲存。從厭氧儲氣開始進行測試記錄,對厭氧產氣設計4個測試,分別記為B1、B2、B3、B4。B1不曝氣;B2每天曝氣3次,每次15min;B3每天曝氣3次,每次30min;B4每天曝氣3次,每次45min。曝氣時間為08∶00、16∶00和24∶00 3個時間段。厭氧曝氣工藝路線如圖3所示。
22通氣量對厭氧產氣的影響
在厭氧發酵階段,使用氣體提升均熱系統通過對不同通氣量條件下產氣試驗,得出厭氧發酵階段前7d產氣情況如表2。從表中看出,7d平均容積產氣率3組曝氣比不曝氣都高,曝氣15min組比不曝氣組高出159%,曝氣30min組比不曝氣組高出698%,曝氣45min組比不曝氣組高出365%。結果表明,曝氣量過小和曝氣量過大,產氣效果都不是最好的,適度地曝氣能夠達到較好的產氣效果。因此,確定本研究厭氧階段的通氣量參數為每天曝氣3次,每次曝氣30min。
參考文獻
[1]
韓捷,向欣,李想.覆膜槽沼氣規模化干法發酵技術與裝備研究[J].農業工程學報,2008,24(10):100-104.
[2]鄭玉琪,陳同斌,孔建松.利用耗氧速率判斷好氧堆肥腐熟度的探討[J].環境科學學報,2004,24(05):930-935.
(責任編輯周康)
