M701F3燃機T級檢修中的透平缸檢修探析
2020-07-04 04:27:40許寧
機電信息 2020年14期
摘要:燃機T級檢修主要是針對透平缸和燃燒室的檢修。葉環檢修和密封保持環找中是透平缸檢修的重中之重。隨著燃機投運時間的增長,在檢修過程中出現了非常規性問題。為此,針對近幾次的燃機T級檢修情況,對葉環檢修的流程進行了細化,提出了相應的處理辦法。
關鍵詞:燃機;T級檢修;葉環
0 引言
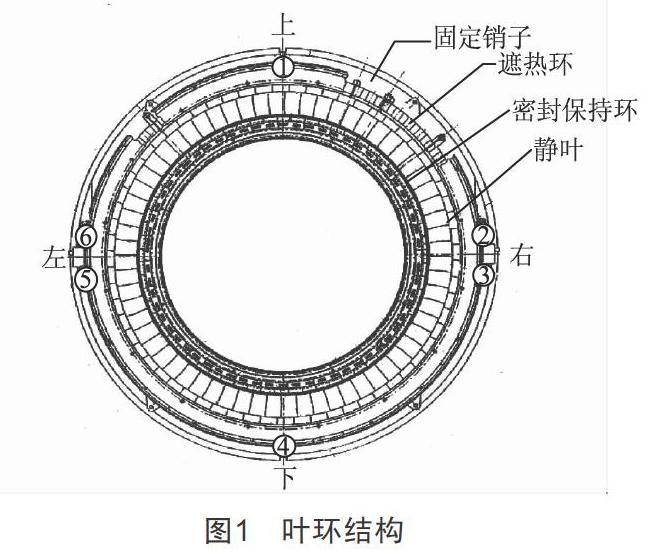
M701F3燃氣輪機是由日本三菱公司和中國東方汽輪機制造廠聯合生產的。其容量為390 MW,透平缸由四級葉環構成。葉環作為靜葉的載體,由兩個180°的半圓組成,每個半圓上有遮熱環、固定銷子、密封保持環等[1],葉環結構如圖1所示。
1 葉環檢修
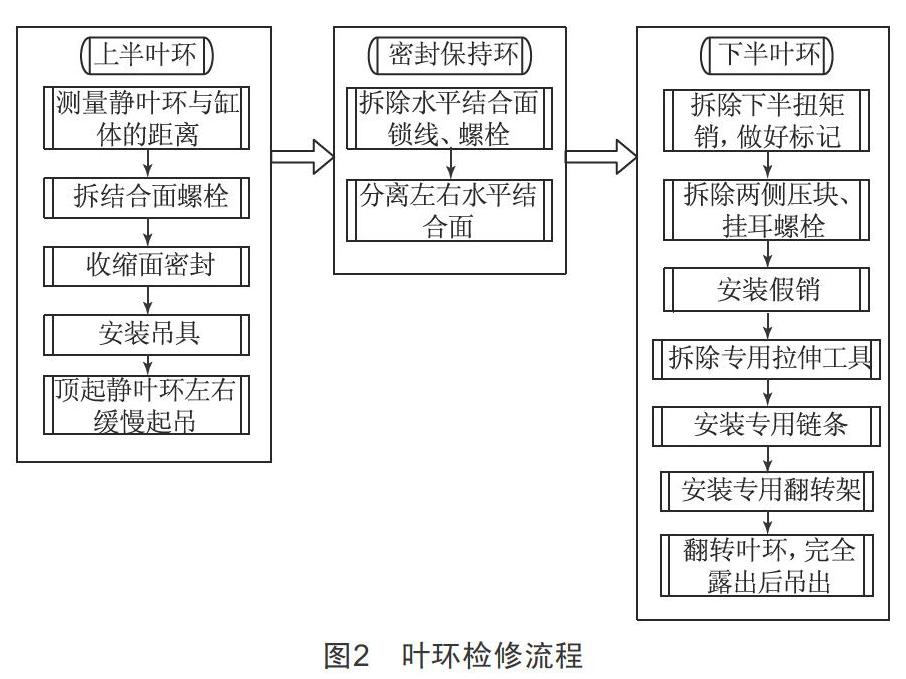
在燃機檢修過程中,葉環檢修占有極其重要的地位。葉環拆除按照從四級到一級的順序,葉環回裝順序則相反,葉環檢修流程如圖2所示,其中需要重點注意以下流程[2]。
(1)上半葉環:在拆除葉環水平結合面的螺栓前需測量原始退讓間隙;待收縮表面密封后需噴入松動劑,以防起吊時損壞密封面;在葉環吊起一定高度時,需用紅色膠布固定葉環水平中分面的密封片。(2)密封保持環:在拆除密封保持環水平結合面的鎖線及螺栓時,注意封堵好異物,以防止異物掉入;在復裝好上半密封保持環后,需測量密封保持環的平行度,并涂少量防卡劑。(3)翻轉下半葉環:在安裝專用鏈條前,需檢查鏈條是否損壞、磨損,必要時可進行無損檢測。按氣流方向逆時針翻轉葉環,待下半葉環完全翻出水平后,吊出下半葉環。翻轉過程中,鏈條兩端都要受力,注意觀察動葉與分割環之間的間隙。當發生卡澀時,若仍存在葉頂間隙,則可拉高葉環后繼續拉動鏈條[3]。
2 密封保持環找中
在T級檢修中,要根據通流間隙判斷密封保持環是否需要找中,方法基本一致。密封保持環找中流程可分為粗調、細調和偏心銷焊接[4]。
(1)粗調:在粗調之前要合攏上下半靜葉環。合攏后靜葉環之間間隙不超過0.05 mm。此時要注意檢查上下結合面是否有錯口,錯口會導致持環不圓。粗調時,先用拉線法檢測密封保持環中分面與葉環中分面是否在同一直線上。中分面一致后,再使用頂絲對密封保持環的中心進行調整。在調整左右時,可用頂絲固定上下,一次調整完成后,需要用膠錘敲打空氣擋板,防止假移動的產生。粗調目標值為|①-④|≤
0.15 mm,|②-⑤|≤0.15 mm,|③-⑥|≤0.15 mm,測點位置如圖1所示。
(2)細調:使用偏心銷調整中心。調整時,應架設兩個百分表,隨時觀察持環的動態。調整過程中偏心銷旋轉方向無要求,但緊固時,必須將偏心銷按規定旋轉方向旋緊。為防止中心偏離,8個偏心銷應配合旋緊,旋緊時不要用力過猛。左右偏心銷用來調整上下位置,上下偏心銷用來調整左右位置,剩下4顆用來進行微調固定。為了對中數據更接近,需要反復測量與調整,建議全過程使用偏心銷調整。細調目標值|①-④|≤0.13 mm,|(②+③)-(⑤+⑥)|≤0.10 mm,另考慮到焊接熱效應需留余量,中心數據最好在0.07 mm左右。
(3)偏心銷焊接:中心合格后,按標準力矩緊固偏心銷壓板螺栓并封好止動墊片,并對偏心銷進行對稱點焊。焊接先點焊,后滿焊,焊縫長度要在1.2 cm以上。焊接過程中,可用頂絲固定密封保持環的相對位置。
3 問題探討
M701F3型燃氣輪機第一批在2007年左右投入商業運行,隨著運行時間的增長,燃氣輪機在最近幾次T修時,出現了非常規性問題,若無法妥善處理,會嚴重影響檢修進度。下面對遇到的非常規性問題進行分析和總結。
(1)復裝透平葉環,當透平2級下半葉環翻入至135°時發生卡澀。經檢查,葉環始終與葉環定位槽保持平行狀態,水平面左側動葉與分割環發生摩擦。為增大左側動葉與分割環之間的間隙,用撬棍從右側往左側撬葉環,翻過5°后繼續卡澀。為防止后續分割環發生摩擦,又拆除了部分分割環。與此同時,在右側架設千斤頂,借千斤頂的力頂出間隙后,右側葫蘆同步向上拉葉環。
事項分析:#2級葉環變形偏大,中分面兩側的多塊分割環發生碰擦,在翻轉前可以根據變形情況,先將兩側的分割環拆除,待葉環翻入后再回裝。
(2)解體透平葉環,當透平4級下半葉環翻出至90°時發生卡澀,此時行車噸數顯示從7 t一直拉至14 t,仍然卡澀不動。經檢查葉環始終與葉環定位槽保持平行狀態,進入排氣段觀察透平4級葉環,發現底部正下方葉環定位槽處已有明顯拉毛痕跡。為解決此問題,在左側翻出的葉環水平面焊接一小塊的鐵板,用千斤頂頂鐵板作為助力,與葫蘆、天車一起動作翻出下半葉環。頂出葉環后發現鏈條多處損壞。
事項分析:1)透平缸咬死螺栓氣刨時,產生的螺栓碎屑;2)鏈條損壞產生的碎屑;3)運行過程中產生的零部件碎件。
(3)密封保持環找中,#2級上下葉環合攏后,中分面螺栓冷緊、熱緊完成。測量密封保持環中心,在移動專用工具時,發現移動到右側中分面時百分表指針發生抖動。檢查發現右側中分面存在錯口,只能拆開重新合攏。在中心合格進行壓板焊接后,復測中心數據發現中心值超標。為解決此問題,只能在打磨焊縫后重新調整中心,本次在點焊時,用頂絲稍用力固定相對位置,并根據中心數據,對稱點焊。
事項分析:1)密封保持環找中心技術難度較高,在找中時必須按步進行;2)在壓板焊接時,需根據中心數據調整焊接順序,避免焊接后中心值偏差較大。
4 結論
(1)在翻轉#1、#2級下半葉環時,翻轉前可視葉環變形程度,先將兩側的分割環拆除;在回裝過程中,中分面兩側分割環可待葉環回裝后再安裝。(2)在翻轉#3、#4級下半葉環時,可用無損檢測技術確定鏈條質量。(3)偏心銷焊接時,應根據中心數據,對稱點焊,點焊前可用頂絲固定相對位置。
[參考文獻]
[1] 白龍,孫強.M701F型燃氣輪機的大修[J].發電設備,2016,30(6):417-420.
[2] 范鵬成.淺談M701F3燃機T級檢修[J].機電信息,2018(12):72-73.
[3] 張春雁.燃氣輪機檢修策略及文件包的應用[J].上海電力,2006(3):249-251.
[4] 石翠霞,王新年.M701F燃氣輪機檢修過程中透平動靜碰磨的分析與處理[J].燃氣輪機技術,2017,30(2):54-57.
收稿日期:2020-04-28
作者簡介:許寧(1992—),男,河北定州人,碩士研究生,從事燃氣輪機檢修工作。
