高壓開關設備用輔助開關連桿組合螺釘涂厭氧膠鎖緊工藝的設計與應用
2020-07-04 04:40:28張超
機電信息 2020年14期


摘要:針對高壓開關設備用輔助開關連桿組合螺釘鎖緊防松工藝存在的問題,提出了輔助開關連桿組合螺釘涂厭氧膠鎖緊工藝,通過對組合螺釘擰緊力矩的理論計算及鎖緊工藝方案的驗證和分析,提高了輔助開關在高壓斷路器彈簧操作機構(gòu)中的應用可靠性。
關鍵詞:輔助開關;連桿;組合螺釘;厭氧膠
0 引言
高壓開關設備用輔助開關主要由多個單元基板,通過連桿用組合螺釘鎖緊連接成一體,輔助開關多應用于高壓斷路器彈簧操作機構(gòu)。斷路器彈簧操作機構(gòu)的分合閘操動主要依靠安裝在機構(gòu)上的分斷彈簧來提供能量,斷路器彈簧操作機構(gòu)操作時的速度很快,會產(chǎn)生非常大的振動,這就要求配套用輔助開關具有很強的抗震動能力。如果輔助開關連桿組合的螺釘防松能力差,就會出現(xiàn)連桿與組合螺釘松脫的現(xiàn)象,導致開關失效,為此,本文應用了輔助開關連桿組合螺釘涂厭氧膠鎖緊工藝來解決這類問題。
1 擰緊力矩的合理性分析
應用涂厭氧膠鎖緊螺釘工藝前,要首先確定鎖緊螺釘?shù)臄Q緊力矩,其擰緊力矩T包括由克服螺紋副的螺紋阻力矩T1及連桿螺紋孔端面與組合螺釘墊圈支承面間的端面摩擦力矩T2,采用力矩扳手法施加擰緊力矩時,具體計算如下:
組合螺釘擰緊力矩的計算:
T=T1+T2=KF0 d
式中,K為擰緊力系數(shù)(鍍鋅無潤滑為0.22);F0為預緊力(N);d為螺紋公稱直徑(mm)。
輔助開關使用的組合螺釘規(guī)格為M4×10,一般規(guī)定擰緊螺栓后螺紋連接件預緊應力不得大于其材料的屈服點α的80%,對于一般連接用的鋼制螺栓,推薦預緊力限制如下:
碳素鋼螺釘F0=(0.6~0.7)σs As
式中,σs為螺栓材料的屈服點(MPa);As為螺栓公稱應力截面積(mm2)。
在輔助開關使用的螺釘組合中,螺釘?shù)膱?zhí)行標準為GB/T 818—2016,材料為普通碳素鋼,普遍為20#優(yōu)質(zhì)碳素結(jié)構(gòu)鋼,性能等級若按4.8級取值,其公稱屈服強度σs=320 MPa。
As=(π/4)×(d2/2+d3/2)2
式中,d3為螺紋的計算直徑,d3=d1-H/6(mm),d1為外螺紋小徑(mm),H為螺紋原始三角形高度(mm);d2為外螺紋中徑(mm)。
查閱《普通螺紋基本尺寸》(GB 196—1981),M4螺釘?shù)耐饴菁y小徑d1=3.242 mm,中徑d2=3.545 mm,螺距p=0.7 mm,螺紋原始三角形高度H=0.866 025 404p=0.606 217 782 8 mm,所以d3=d1-H/6=3.242-0.606 217 782 8/6=3.141 mm。
由此,螺紋的公稱應力截面積As=(π/4)×(3.545/2+3.141/
2)2=8.773 mm2,即F0=(0.6~0.7)σsAs=(0.6~0.7)×320×8.773=1 684.416~1 965.152 N,所以M4組合螺釘?shù)臄Q緊力矩為:
Tmin=KF0d=0.22×1 684.416×4=1 482.29 Nmm≈1.48 Nm
Tmax=KF0d=0.22×1 965.152×4=1 729.33 Nmm≈1.73 Nm
2 輔助開關螺釘涂厭氧膠鎖緊工藝的設計與實現(xiàn)
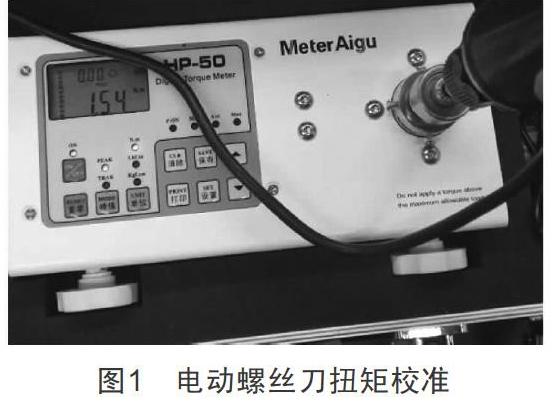
(1)規(guī)定好擰緊力矩后,將電動螺絲刀峰值扭矩調(diào)到規(guī)定扭矩范圍內(nèi),如圖1所示。
(2)厭氧膠選用Loctite(樂泰)263號膠水,該膠水在隔絕氧氣的金屬密封面間固化,可以防止由于振動或沖擊而引起的松動或泄漏,該膠水可以應用到包括惰性金屬的所有金屬基材上,例如:不銹鋼、鋁合金、電鍍處理過的材料涂層等。同樣涂膠工藝下不同材質(zhì)基材會影響固化速度和破壞扭矩,組合螺釘常用的是鍍鋅表面處理工藝,基本上72 h都能達到全固狀態(tài)。Loctite(樂泰)263號膠水應用范圍如圖2所示,不同基材或電鍍涂層固化時間強度對應如圖3所示。
(3)分別做4組試驗,固化試驗時間為72 h,環(huán)境溫度23 ℃,裝配方法如表1所示。
(4)試驗方法按照《厭氧膠粘劑扭矩強度的測定(螺紋緊固件)》(GB/T 18747.1—2002)對固化后的螺釘及沒有涂膠的螺釘進行破壞扭矩和牽出扭矩測試,試驗結(jié)果如表2所示。
3 工藝效果及總結(jié)
3.1 ? ?第一組裝配試驗結(jié)果分析(用原膠頭點到連桿裝配)
破壞扭矩1.1 Nm左右、牽出扭矩0.7 Nm左右,這種操作方式的缺點是點膠不能完全涂到連桿螺紋間隙內(nèi),緊釘時膠容易擠到外面,沒有完全填充到螺紋間隙內(nèi),填充不充實,達不到涂膠應有的效果。
3.2 ? ?第二組裝配試驗結(jié)果分析(用點膠針頭適量點到螺釘和連桿螺紋裝配)
破壞扭矩2.0 Nm左右、牽出扭矩1.0 Nm左右,這種涂膠形式是用針頭進行點膠,能夠完全將膠涂到螺紋間隙內(nèi),如果涂膠適量,緊釘時膠也不容易擠到外面。固化后破壞和牽出扭矩也比較合適。
3.3 ? ?第三組裝配試驗結(jié)果分析(用原膠頭點到螺釘裝配)
破壞扭矩0.9 Nm左右、牽出扭矩0.7 Nm左右,這種涂膠形式用原膠頭點到螺釘裝配,緊釘時膠容易擠到外面,沒有完全填充到螺紋間隙內(nèi),填充不充實,并且螺釘較小,點膠量不好控制,且達不到涂膠應有的效果。情況和第二組試驗類似。
3.4 ? ?第四組裝配試驗結(jié)果分析(用針頭涂滿到連桿螺紋裝配)
破壞扭矩0.9 Nm左右、牽出扭矩0.1 Nm左右,說明第一組和第三組試驗破壞扭矩值與沒有涂膠的破壞扭矩值相當,沒有起到涂膠的效果,只是牽出扭矩稍大一些,基本起不到防松作用。
4 結(jié)語
根據(jù)以上試驗結(jié)果分析可知,第二組試驗方法可起到很好的緊固防松效果,按照《低壓開關設備和控制設備 第1部分:總則》(GB/T 14048.1)和《電工電子產(chǎn)品環(huán)境試驗 第2部分:試驗方法 試驗 Fc:振動(正弦)》(GB/T 2423.10—2008)進行輔助開關震動試驗,結(jié)果滿足標準要求。具體的輔助開關螺釘涂厭氧膠鎖緊工藝要點包括:(1)只有緊釘后厭氧膠完全填充到螺紋間隙,與空氣隔絕后即可固化;(2)因M4組合螺釘及連桿螺紋孔較小,用原膠頭點膠,點膠時涂不到連桿螺紋內(nèi),并且點膠量不好控制,容易溢出;(3)用點膠針頭點膠能夠完全將膠涂到螺紋間隙內(nèi),如果涂膠適量,緊釘時膠也不容易擠到外面。此外,還需要進一步完善工藝流程,增加自動化設備,這樣才能有效控制涂膠量,提高工作效率,保證輔助開關連桿組合螺釘鎖緊防松工藝質(zhì)量。
[參考文獻]
[1] GB/T 18747.1—2002:厭氧膠粘劑扭矩強度的測定(螺紋緊固件)[S].
[2] GB/T 2423.10—2008:電工電子產(chǎn)品環(huán)境試驗 第2部分:試驗方法 試驗 Fc:振動(正弦)[S].
收稿日期:2020-05-07
作者簡介:張超(1985—),男,遼寧沈陽人,工程師,從事輸變電工程設備產(chǎn)品技術研發(fā)設計與加工制造工作。
