超高速激光熔覆在采煤機齒輪上應用研究
2020-07-08 08:33:56王先龍張維林侯軍陳立成張東
金屬加工(熱加工) 2020年7期
王先龍,張維林,侯軍,陳立成,張東
西安煤礦機械有限公司 陜西西安 710200
1 序言
激光熔覆技術是一種新的表面改性技術,通過在基體表面添加熔覆材料,并利用高能密度的激光束使其與基體表面薄層同時熔化并快速凝固的方法。激光熔覆技術以表面工程技術為基礎,以節能、節材和環保為目的,通過對問題零件進行檢測、修復再制造,使零件達到原有甚至超過原有性能,以得到重新使用的現代制造技術[1,2]。激光熔覆技術作為我國新世紀重點發展起來的新工藝技術,以節約資源、綠色環保為特色,高度契合了國家構建循環經濟的戰略要求,并為改善損傷結構的組織和性能提供了新的途徑,進而大大降低了損傷零件的更換成本[3-5]。
超高速激光熔覆與常規傳統激光熔覆區別:①超高速激光熔覆時,零件基體吸收的激光熱輸入要遠小于常規熔覆。②超高速激光熔覆相對傳統激光熔覆,熔池較小且較淺。③超高速激光熔覆線速度高,表面平展,外觀效果好;兩種激光熔覆外觀效果如圖1所示。
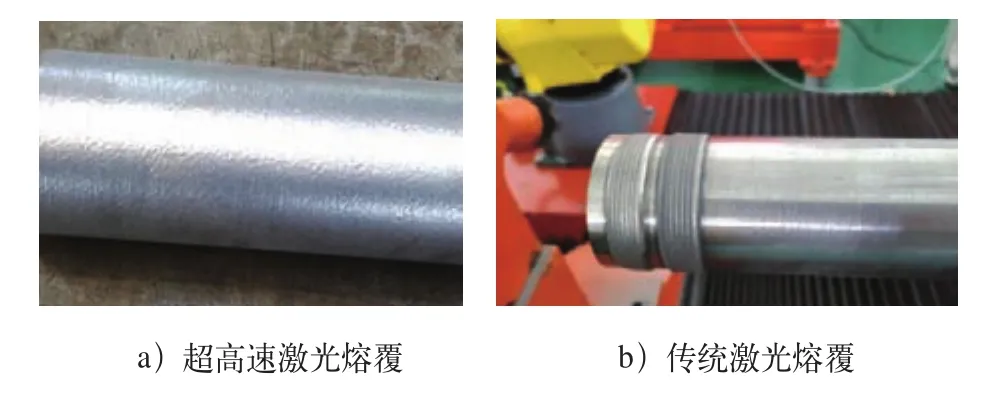
圖1 超高速激光熔覆和傳統激光熔覆效果
2 激光熔覆方案
西安煤礦機械有限公司某種齒輪(見圖2)材質為42CrMo,熱處理狀態調質硬度260~300HBW。在對齒輪精磨時,φ85k6軸承外圓尺寸超差0.02mm。現采用超高速激光熔覆方法進行修復,工藝流程為粗車→激光熔覆→精加工。

圖2 被修復齒輪圖樣和實物
3 激光熔覆工藝流程
(1)粗車 激光熔覆前,應清除齒輪表面的油污、水、銹等雜物,以保證熔合及避免焊接熔合區在最表面上,影響質量,采用車床將齒輪表面加工去除0.2mm。
(2)確定超高速激光熔覆參數 為了確定焊接時激光熔覆參數,根據齒輪被修復面外徑的大小,選取相同的外徑試棒,先在試棒上進行熔覆試驗。主要參數包含主軸轉速、機器人手臂軸向移動速度、熔覆層厚度等。
主軸轉速:

式中 v ——激光熔覆時線速度(mm/s),v=300mm/s;
d ——修復面的外徑(mm),d=85mm。
機器人手臂軸向移動速度:

式中 n——轉速(rad/min),其中0.5mm為螺距。
根據上述公式調整送粉量,確定熔覆厚度。
(3)驗證修復時采用激光熔覆粉末的力學性能 采用一種Fe-S04粉末在30mm厚的鋼板上激光熔覆5個區域(見圖3)。其中5個區域通過送粉量的調整,單層熔覆厚度分別為1.2mm、1.0mm、0.8mm、0.6mm、0.4mm。試驗完成后,用角磨機打磨拋光表面,經超聲波洛氏硬度檢測儀檢測表面硬度。
通過試驗數據分析可知:試驗各個區域的熔覆質量較好,未發現裂紋,各個區域的硬度為47~50HRC,說明熔覆的厚度對硬度影響不大,滿足被修復面的技術要求。

圖3 試板激光熔覆
(4)激光熔覆修復 根據公式可分別計算出主軸轉速為68r/min,機器人手臂軸向移動速度為34mm/min。考慮齒輪的大小及盡量消除不利影響,選定激光熔覆功率為2800W,確定激光器內部水循環溫度為32℃。送粉量為20g/min,氣體流量6L/min,單層熔覆厚度要求0.4~0.5mm之間。采用上述參數熔覆后,注意確認熔覆層的厚度,保證有后序加工余量。上述齒輪之所以無法使用傳統焊接方法進行修復,一是齒輪本身屬于焊接性差的鋼種;二是焊接時,傳統焊接方法熱輸入高,容易引起周圍孔面的變形。本次齒輪激光熔覆完成后,通過溫度測溫儀,測得熔覆后溫度僅67℃左右,熔覆后相鄰外圓變形能夠控制在公差范圍之內,如圖4所示。

圖4 齒輪激光熔覆現場照片及熔覆后效果
(5)精加工 激光熔覆完成后,用磨床精磨修復外圓表面,逐步去除余量直至圖樣公差要求范圍。
4 結束語
介紹了一種齒輪修復的方法,通過超高速激光熔覆工藝方案的研究,實施方案和修復流程的設計,對今后的設計開發者具有很好的借鑒意義。通過方案的實施,降低企業成本,節約了資源,具有較廣的應用前景。
