扭力臂零件柔性數控夾具設計方案
2020-07-09 09:20:06中航飛機起落架有限責任公司陜西漢中723200胡阿林樊智敏姚志強
金屬加工(冷加工) 2020年6期
■ 中航飛機起落架有限責任公司 (陜西漢中 723200) 胡阿林 樊智敏 姚志強
現階段,我國數控加工技術仍處于較低水平,雖然數控加工設備在不斷更新換代,設備本身的加工能力有了很大提升,同時大量采購的進口先進刀具也提高了切削效率,但這些仍然不能滿足企業(yè)對數控加工效率的提升需求,具體表現在工藝技術水平低,配套的工藝裝備仍采用傳統(tǒng)的設計方法,零件的定位裝夾、找正及工裝夾具與機床的聯接等環(huán)節(jié)消耗了大量生產準備時間,直接造成設備利用率低下、產品的生產周期長等現狀。
隨著飛機研制型號的不斷增加,各種型號的起落架產品零件研制生產高度交叉,對產品的按期交付提出了巨大挑戰(zhàn)。在現有數控設備條件下,要順利完成產品的數控加工任務,考慮到機床設備本身及數控刀具的加工能力一定,那夾具對機床的有效使用率就起到決定性的影響。基于數控加工生產線,傳統(tǒng)的一對一夾具專用性太強,設計制造周期長,而且無快速換型的統(tǒng)一接口,已無法適應同一生產線內不同型號產品的快速換型加工。為了解決多型號零件能在同一生產線上快速換型問題,以起落架上的扭力臂零件作為突破口,通過在數控加工機床上對工裝定位方式進行改革,布置零點定位點,設計通用的夾具托盤及孔系基礎板,不同零件夾具定位件則以模塊化方式與孔系基礎板聯接,可實現扭力臂零件在線外進行定位裝夾,裝夾好的零件通過夾具托盤由機器人運送至生產線內與零點快速聯接,而下一個零件則可繼續(xù)在線外進行裝夾。
通過調查研究,零點定位系統(tǒng)在汽車制造行業(yè)已得到成熟應用,并在航空零件生產線上得到了初步使用,說明改進的方向是正確的。這就需要設計一種柔性組合夾具方案,一種標準化、系列化及通用化程度很高的工藝裝備。在工裝具體方案設計上通過學習并掌握先進定位壓緊技術,以組合夾具模式為基本思路,探索工裝夾具的模塊化、柔性化設計方法,以適應多品種、大批量相似零件的數控在線加工需求,從而實現減少零件的裝夾、找正輔助時間和提高數控機床利用率的目標。
1. 可行性分析
針對典型零件進行柔性組合夾具定位夾持技術及快速定位技術研究,突破傳統(tǒng)剛性工裝的機械手動定位、壓緊方式,實現高效、柔性工裝設計與數控機床及生產線自動控制技術的集成,掌握數控加工過程中零件在夾具及機床工作臺上的快速定位聯接,減少零件在機床裝夾、找正及夾具間轉換的輔助時間,提高數控機床主軸切削效率等問題,單靠企業(yè)技術人員無法完成所有工作,所以考慮聯合專業(yè)廠所一起完成。利用專業(yè)廠所技術優(yōu)勢,聯合研制開發(fā)快速定位組合夾具結構,參與并掌握工裝夾具的模塊化、柔性化設計方法,逐步實現工裝的快速準備,這種模式在目前已是一種趨勢,也是完全可行的。
2. 柔性夾具設計方案
為了適應多型號同時研制的生產格局,既要保證產品質量,又要保證研制周期,除了在工藝流程上想辦法提高加工效率,還要在工裝快速準備、縮短產品換型時間上下功夫。針對本公司數控加工設備特點,設計改進現有工裝夾具的定位壓緊方式,采用更快速方便的定位壓緊結構,同時結合組合夾具設計方法,并兼顧外形相近零件的柔性化夾具組合結構,解決扭力臂類零件在夾具及機床工作臺上的快速定位、夾緊,減少零件的裝夾、找正輔助時間,提高數控機床利用率,節(jié)約生產成本。
首先在零件的孔定位方式上設計了圖1所示的脹開心軸結構,這是一種彈性定心夾緊結構的改良,其特點是夾緊行程小,定心精度高,同時起到定位和夾緊作用。脹開心軸結構在定位時消除了配合間隙,提高了定位精度,使零件切削過程更平穩(wěn),有助于提高加工質量。
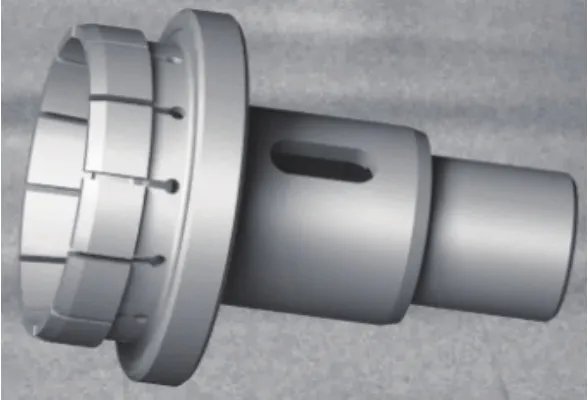
圖1 脹開心軸
另一方面,在夾具的定位座設計上采用了模塊化結構設計,夾具定位座在孔系基礎板上按照被加工零件的工藝尺寸組合定位,并用螺釘及脹銷與基礎板聯接,如圖2所示。圖示左側的為兩個固定定位座,右側的為活動定位座,可以在軸向調整位置。

圖2 模塊化定位座結構及組合
設計方案中的夾具基礎板采用配合孔式精密孔系基礎板,為矩陣式結構,相鄰定位孔孔距公差為±0.01mm,保證了夾具模塊組合的精度。為了實現自動生產線零件的線外裝夾,設計員對夾具進行了夾具托盤化改造,將每個夾具都安裝聯接到托盤上,在夾具孔系基礎板底部配備了自動生產線夾具托盤,并用精密球鎖與之固連,如圖3所示。精密球鎖為外購成品件,其重復定位精度確保±0.013mm以內,其結構如圖4所示。

圖3 孔系基礎板與托盤的聯接

圖4 球鎖結構原理
同時,如圖5所示,在托盤底部布置有與機床零點快速聯接的零點定位接頭,實現了工裝夾具與機床之間的快速定位和夾緊,減少了機械加工中的輔助時間。這樣一來,機床幾乎沒有空轉的時間,其使用效率大幅提高,而且對于飛機起落架零件這種小批量多品種的生產,效果就更為明顯。

圖5 夾具托盤及零點接頭
經過上述零部件的設計,最后經組合裝配形成了圖6所示的模塊化柔性組合夾具整體結構。
3. 零件的定位裝夾
柔性組合夾具在進行零件的定位裝夾時,首先應準備好對應扭力臂零件的定位支座、脹開心軸等部件,在孔系基礎板找到合適的聯接孔逐一組裝夾具模塊。如圖6所示,組裝好兩個固定定位支座4、8及兩個脹開心軸3、7,再組裝活動定位支座5、脹開心軸6,接著拔出限位銷9,推動活動定位支座至最遠處,此時裝入扭力臂零件,兩孔插進脹開心軸3、7,并使零件孔端面貼緊固定定位支座4、8,再調整活動定位支座滑動至合適位置,對齊一個限位孔,插入限位銷,此時脹開心軸6同時插入零件孔中,最后邊驅動圖7所示脹開心軸定位邊擰緊兩個鎖緊螺母使扭力臂零件完成定位裝夾,圖7中壓板只起到輔助壓緊作用。此時就完成了零件的定位裝夾,其二維圖如圖7所示,實物模型如圖8所示。在完成了扭力臂零件的定位裝夾后,再通過機器人運送至生產線內以布置在夾具托盤底部的零點實現與機床的快速聯接,無需再進行零件找正即可進行零件的數控加工,聯接過程如圖9所示。
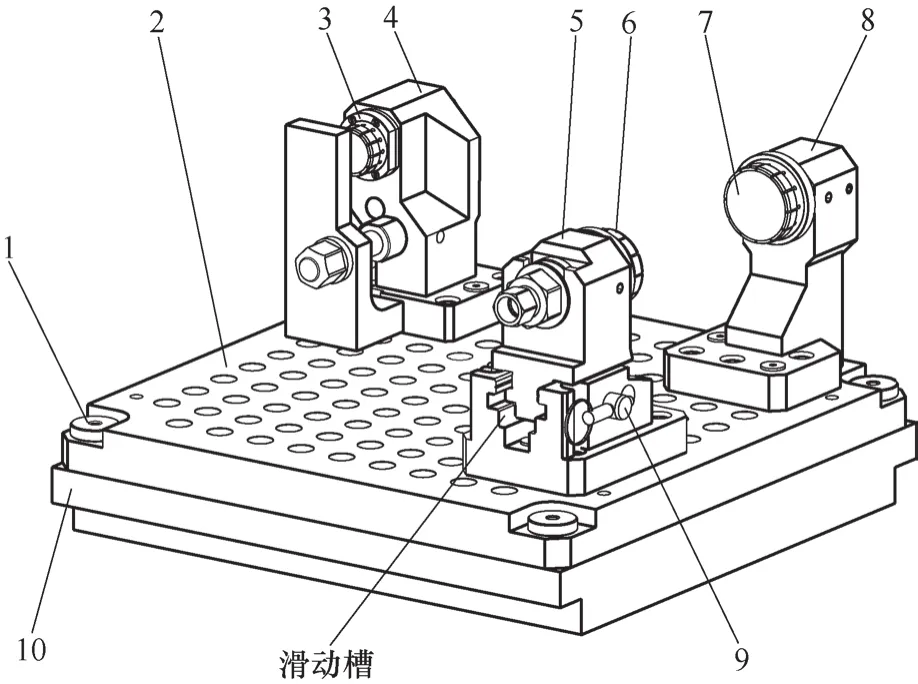
圖6 柔性夾具結構

圖7 零件定位裝夾二維示意

圖8 零件定位裝夾三維模型
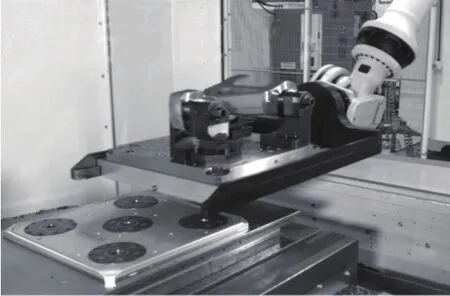
圖9 組合夾具與機床零點定位聯接
4. 應用效果
通過生產線的實際應用,由不同脹開心軸、定位支座在孔系基礎板上組合、調整,可滿足外形相似、相近零件的定位裝夾,既縮短了產品換型時間,又降低了夾具制造成本,同時提高了數控設備利用率。應用后產生的效果總結有以下幾點:①球鎖的應用實現了夾具基礎板與夾具托盤的快速定位聯接,有助于減少夾具的換型時間,成套夾具的裝卸時間可縮短至1min。②研制的孔系夾具基礎板提高了夾具的標準化程度,長期應用有助于降低夾具制造成本。③研制的模塊化夾具結構提高了夾具的柔性化。④零點實現了機床夾具的快速定位壓緊、快速換型,離線裝卸時間<0.5h。
5. 結語
隨著人工成本的日漸攀升,企業(yè)都希望能降低對工人的依賴,愈來愈傾向于實現生產的自動化,在機械制造業(yè)的自動化進程中,夾具的標準化和自動化處于越來越重要的位置。本文數控夾具方案實施后,改變了公司現有產品數控加工環(huán)節(jié)中零件、工裝夾具裝夾找正方式,應用了快速定位壓緊技術,達到了數控加工準備快速以及基于基礎板孔系結構實現不同工裝定位元件的柔性化組合,在提高數控加工技術水平的同時為夾具快速換裝技術的推廣提供了技術基礎積累。