PLC技術下的機床電氣控制自動化系統設計
2020-07-09 09:03:26王凱
粘接 2020年6期


摘要:在傳統生產領域中,我們看到的先進繼電器操作系統為繼電接觸器,此設備在現代生產工作中已經無法滿足高質及先進的工作需求,所以只能夠被應用到基層、低端機床設備中。但是PLC技術的出現為機床電氣控制系統創新提供了全新的方向,此也是劃時代的發展主題,其和傳統繼電接觸器對比具有較高的工作效率,良好的穩定性。基于此,本文就從PLC概念入手,簡單分析其在機電機床電氣控制中使用情況和設計要點。
關鍵詞:PLC;機床;電氣控制自動化
中圖分類號:TG502.35
文獻標識碼:A
文章編號:1001-5922(2020)06-0121-04
機床電氣控制為現代機床專業、工業生產領域的研究重點,將數字控制自動化技術作為主導的機床管理和控制策略,為機床現代化、自動化打下了良好的理論基礎。在早期數控機床控制的過程中,重點為根據繼電器邏輯實現管理,因為繼電器邏輯屬于硬接線系統,并且體積較為龐大,布線較為復雜,修改較為困難,如果出現問題很難有效且及時的修復,此種系統的可靠性較低,并且會對機床生產效率造成影響[1]。所以基于PLC技術的機床自動化系統統計及功能改進成為了現代業界的研究重點,也是保證機床生產效率及進度的核心。lPLC的設計原則和步驟
為了能夠使機床電氣控制得到實現,就要對可操作目標技術活動進行保證,還要能夠滿足企業生產需求,從而使機床生產速度及產品質量得到保證。在實現PLC系統設計的過程中,要使設計能夠滿足以下標準:第1,全面性,因為工業生產的需求各不相同,那么設備及制造工序也各不相同,就要對系統能夠提供的技術能力進行保證,從而提高PLC系統的完整性;第2,經濟性。企業要通過較低的成本使經濟效益得到提高,所以在實現策劃的過程中就要實現可行并且簡單的PLC系統設計方案的制定;第3,可靠性。企業對于生產過程中的安全性較為重視,穩定生產能夠有效保證企業的經濟效益,那么就要對PLC系統的正常穩定運行進行保證;第4,發展性。由于PLC技術在持續成熟及發展,那么今后就會出現全新技術手段,在實現策劃過程中就要全面考慮系統的生計問題,在進行制造的過程中對升級和更新的范圍進行預留出來,通過高兼容、高發展性及通信技術實現[2]。
為了提高PLC系統的使用效果,就要全面考慮PLC控制器的操作范圍,實現可操作目標特點及需求制造工藝的全面掌握。在對操作規模進行決定的過程中,將I/O設備數量為基礎,決定操作系統運行的規模,PLC操作系統的操作規模比較大,那么其開關量也比較大,能夠實現大量的操作行為。一般PLC控制器的1/O數量都是為20以下,能夠對系統平穩進行保證。如果技術水平比較高,就能夠將PLC系統中1/O數量的影響充分的展現出來。在設計資料處理模塊時,PLC控制器在工序操作中的位置尤為重要[3]。
在PLC控制系統設計過程中主要包括硬件及軟件部分,硬件設計指的是對于PLC外部設備實現,軟件設計主要是對于PLC應用程序實現,所以在實現系統設計過程中可以根據以下程序進行設計:
1)掌握被控對象。在設計控制系統以前,要充分掌握被控系統,那么設計人員就要全面考察現場實地,實現相應資料的收集,并且利用和操作人員溝通,全面掌握被控功能、機械、電氣系統和液壓等方面的關系、人機界面、PLC是否聯網及系統工作模式等,并且進行記錄;
2)選擇硬件。I/O設備包括輸入設備中的內容,比如位置開關、轉換開關、相應轉換器及按鈕等,其中的輸出設備主要包括接觸器、繼電器、執行器和信號指示燈等。PLC指的是容量、電源、可編程邏輯控制器型號、I/O模塊等。在實現I/O分配的過程中,要求具備編號、名稱、設備代碼與功能等信息。實現PLC外圍硬件線路圖的繪制,實現定時器分配的等內部輔助繼電器地址。
3)編寫應用程序。設計程序的根據就是以操控系統實質需求選擇合適方法設計PLC。在編寫程序的過程中,要使控制需求得到滿足,并且相應控制功能及任務程序要逐個的實現編寫,從而完善系統特殊功能。
4)程序調試。程序調試主要包括現場調試及模擬調試,其中的模擬調試是根據現場信號產生方式,劃分成為軟件及硬件的模擬方法[4]。
2 基于PLC技術的機床電氣控制自動化系統設計
2.1 輸入電路的設計
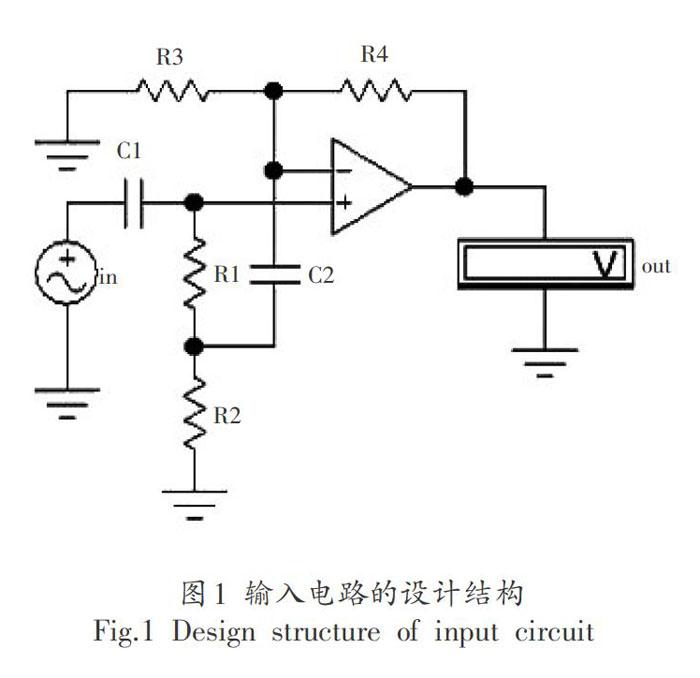
電氣自動化控制優化系統輸入電路設計要對PLC電壓供電設計進行全面考慮,還要考慮安全容量及抗干擾等設計。其中的PLC供電設計是選擇PLC供電電壓和電流,其中的PLC可選電壓比較多,一般都包括AC85-240V、DC12-24V。其中的交流供電主要是在大型電器自動化控制系統中使用,交流電供電PLC具有較大的線程,并且重視電壓保護裝置。為了避免電壓過高及短路加裝熔斷機制,直流供電是在小型電氣自動化控制系統中使用,PLC線程比較短,容易進行控制。PLC抗干擾一般使用加裝1:1隔離變壓器、電源穩定適配器等。對輸入純凈穩定需求電壓進行保證,在選擇的供電電壓比AClIOV要大的時候,一般都是使用雙隔離技術,安裝次級線圈評比、隔開變壓器和初級電氣中性點接地,從而能夠有效降低高頻脈沖波影響。設計的安全容量能夠有效估算PLC輸入電器容量、電器自動化控制系統的容量,運行容量不能夠超過總體容量80%[5]。圖1為輸入電路的設計結構。
2.2 輸出電路的設計
為了對系統運行過程中的穩定性進行保證,輸出電路穩定運行尤為重要,電器自動化控制優化系統輸出設計包括程序執行階段設計和輸出刷新階段。在設計程序執行階段的過程中,要以PLC根據指定順序實現程序內容的掃描,PLC通過映像寄存器及元件數據寄存器中實現操作指令的讀取,實現命令相應控制元件執行程序命令的生成。在執行完成命令之后,處理系統控制輸出階段,在到達輸出刷新階段中,數據輸出刷新階段能夠實現控制元件賦值掃描、輸出端信息數據及儲存映像寄存器數據的刷新[6]。圖2為輸出電路的設計結構。
2.3 伺服電機的設計
伺服電機屬于數控系統動力提供者,本文設計系統X、Y和4個Z軸都是使用高動態交流伺服電機。電機能夠實現矢量控制及伺服控制,電機中還具備旋轉編碼器,實現電機位置閉環系統的構成,能夠精準控制電機。電機自身的編碼器精度都在10μm左右,并且能夠實現電機狀態參數對系統自動組態的數據上傳,便于系統的組態。另外,電機上邊都是使用標準安全接口,在電機接線的時候只需要插入相應的接頭就行。
2.4 創建TCP/IP連接
上位機和下位機的相互通信都是利用TCP/lP協議實現的,充分考慮特殊情況,上位機和下位機都要具備通信中斷之后自動創建連接的功能。本文系統使用下位機在開機或者檢測到通信中斷之后自動進入到通信連接狀態中,也就是下位機利用UDP協議循環對下位機發送連接請求。假如下位機開機接收創建連接請求之后,客戶端和SOMPTONIOND創建服務器連接,成功之后對下位機實現連接成功信號的發送,這個時候SOMPTONIOND屬于客戶端,使其和服務器上位機創建連接,創建連接成功只有對上位機連接實現成功信號的創建,在兩個連接都成功的時候,就會進入到等待命令狀態中[7]。圖3為SOMPTONIOND和上位機創建連接。
2.5 擴展1]0組態
因為SOMPTONIOND自身具備較小的1/0比較少,那么擴展外部I/OET200M進行實現。ET200M利用PROFIBUS和SIMOTIOND實現通信,使用標準化PROFIBUS電纜進行連接,SIMOTIOND屬于主站,ET200M屬于從站。因為只能夠通過一個PROFIBUS從站,那么只有一個PROFIBUS從站,只能夠利用PROFIBUS電纜兩側電阻進行打開。在組態的時候,ET200M地址是利用IM153中的拔碼開關實現的,圖4為IM153的地址組態。
接口模塊使用IM153-2后面利用背板總線擴展成為兩個SM323與SM3341/0模塊。其操作較為簡單,只有在組態的時候實現所有模塊地址空間的分配,在程序中能夠直接使用地址尋址。在組態界面中的兩個SM232分配地址空間為Dl68-69、D068-69[8]。表1為擴展模塊地址表。
2.6 數據存儲
在實現加工的過程中,要求SIMOTIOND能夠實現大量孔位信息的存儲,此方面通過數組方式實現孔位信息存儲。并且為數據區設置兩個指針。第一個為孔位信息存儲指針,第二個為孔位加工指針。在接收上位機下傳孔位信息的時候,根據孔位信息存儲指針指向位置實現存儲,在接收到開始加工命令的時候,說明此批次數據已經傳輸完成,孔位信息存儲指針為零。另外,孔位加工指針指向數據區第一個數據進行加工。因為部分數據包的數據量比較大,假如在傳輸過程中會出現誤差,就會導致加工失敗或者產品報廢,那么就要對數據正確性進行保證,此方面能夠通過通信過程,利用CRC校驗實現。
2.7 中間單元的設置
在程序設計過程中,主要是將線圈作為單位,對繼電器接觸器控制電路的線圈是否受到哪種觸點及電路控制進行考慮,如果多個線圈都受到某個觸點串并聯單路控制,在程序中實現此電路控制輔助繼電器簡化程序的設置[9]。
3 機床電氣控制自動化系統的調試
3.1 上位機的控制調試
機床是通過上位機控制實現最終的工作,那么上位機和下位機通信是尤為重要的。那么,就要通過下位機對上位機發送簡單數據,對上位機接收值是否滿足需求進行監測,假如不滿足需求或者無法接收檢查硬件線路及接口設置。在正常通信之后,就要實現上位機對于下位機的簡單控制,比如回零、點動等操作。之后逐漸加入部分負載命令。在出現問題的事后,要對是否正常接收命令進行監測,假如正常在執行部位監測過程中出現問題,那么其中通信的創建能夠根據正常工作模式實現調試。其中出現的問題包括上位機和下位機通信過程中,假如一方突然關機,就會導致對方的程序失控,之后利用UDP對連接狀態的方式實現進行監測。一方突然關機,不會對對象程序造成影響,再次開機的時候還是會和對方創建連接。
3.2 邏輯調試
在機床工作的過程中因為會出現多種情況,那么機床操作及工作方式就要根據一定邏輯,比如鉆孔加工過程中X、Y運動過程中Z軸不能夠運行,機械手換刀過程中的機械手與工作臺無法同時運動等。邏輯調試過程中要對多種非正常的情況進行全面考慮,從而保證在今后使用過程中具備優異性能。那么在邏輯調試過程中要慢慢的進行試驗,并且慢慢的添加,利用機床的實際慶坤實現調試。在邏輯調試過程中因為具有多種情況,其中的批量加工處理尤為重要,在批量加工的過程中具備選孔、繼續、暫停、停止加工及下鉆次數等[10]。
4 結語
在工業技術現代化不斷發展的過程中,基于機床電氣控制的PLC自動控制系統會逐漸成為人們所重視的重點,其具有較高的安全性、較強的穩定性、較低的價格及抗干擾等優勢,被廣泛應用到實際中,具有良好的前景。所以,在實際設計過程中,要重視PLC控制系統的研究和發展。
參考文獻
[1]曹忠亮,曹孝文,郭建華.基于PLC的三面銑組合機床控制系統研究[J].組合機床與自動化加工技術,2017(2):86-88.
[2]許曉東,雷福祥,王偉,等,基于PLC的數控機床電氣控制系統研究[J].農業科技與裝備,2016(10):26-28.
[3]王遠,淺議PLC在機床電氣控制系統改造中的應用[J].大科技,2016,17(33):32-34.
[4]符林芳,基于PLC的電梯控制系統的開發與設計[J].自動化與儀器儀表,2019(7):116-119.
[5]陳麗娟,基于PLC技術的機電一體化生產系統控制研究[J].電子元器件與信息技術2019,(9)118-119+122
[6]倪濤軼,數控機床PLC控制技術[J].內燃機與配件.2018(17)245-247
作者簡介:王凱(1978-),男,碩士研究生,副教授,主要研究方向:機電一體化技術、液壓與氣動技術、數控技術。
基金項目:西安航空職業技術學院2018年教學改革項目18XHJGOII的研究成果