基于回轉刀架的三自由度數控車削加工建模仿真分析
2020-07-09 09:03:26陳芳
粘接 2020年6期

摘要:文章為了能夠使普通車床加工精度得到提高,利用數學模型的分析及實驗對普通車削加工過程中刀具主、副偏對于被加工件表面質量影響進行了全面的分析,從而提出了基于回轉刀架的三自由度車削加工方法和控制原理,并且利用建模軟件實現數控車床回轉刀架精準控制方法的建模及仿真。通過仿真結果表示,基于回轉刀架的三自由度精密車削和控制能夠提高復雜回轉面表面的精度,降低誤差,提高穩定性,還能夠實現自適應復雜曲面動態變化,整體性比普通車削加工要優。
關鍵詞:回轉刀架;三自由度;數控車削;加工建模仿真
中圖分類號:TG519.1;TP391.9
文獻標識碼:A
文章編號:1001-5922(2020)06-0125-04
數控加工已經被廣泛應用到產品制造過程中,包括數控仿真的使用也較為廣泛。對傳統NC程序的檢驗方法進行對比,數控加工仿真的安全性及有效性更高。其能夠利用屬積的數控機床切削加工的過程對系統進行可視化建模和仿真,實現切削加工全過程的精準模擬,從而精準展現切削過程中的問題,并且通過反復修改及測試,以此調試數控機床及編寫數控程序。其次,實現數控切削仿真加工模型的創建,此方面是仿真功能重點[1]。基于此,對數控車削加工建模仿真進行全面的分析具有重要的現實意義。
1 回轉刀架的結構和控制方法
1.1 回轉刀架和控制
將傳統的刀架作為基礎,設置渦輪蝸桿傳動,并且添加交流伺服,使回轉刀架實現轉動。此種回轉刀架能夠對參數進行精準調節和控制,從而使其能夠有效滿足刀具切削點位置的精準重合及精度需求,從而對切削加工穩定性及精準度進行保證。在實現切削加工的過程中,通過絲杠旋轉帶動溜板箱和進給箱整體在X方向和Y方向做直線的運動,基于回轉臺安裝回轉刀架,刀架通過渦輪蝸桿裝置能夠基于水平表面實現回轉運動。
將傳感器在兩根蝸桿及絲杠中安裝,收集角位移、角速度收集信息到計算機中發送,計算機對比程序的結果發送到伺服系統中。伺服系統在進行插補運動的時候,能夠將脈沖指令發送到伺服電機中,調節絲杠和蝸桿角位移、轉速,從而控制刀具的位置、轉角及速度,從而形成了閉環系統[2]。
1.2 三自由度車削控制理論
在實現回轉角θ導人以后,傳統的X與Y軸2個自由度數控車船具有3個自由度,通過3個軸向速度進行聯系,以此能夠實現驅動電機相互的聯動,從而保證切削刀具位置和姿態的精度。圖1為轉角θ、X和Y軸的速度關系,比如第一象限,假設需要加工的工件母線方程設置為:
F(x,y)=C
其中的t-t,、n-n,都在母線中點P地方切線和法線,刀具在母線任意的點P相對工件速度表示為Vp,但是V1及Vn指的是刀具在此點中以其切線及法線的方向和速度,在進行實際加工的過程中實現定值。使點P成為F(x,y) =C母線的動點,刀具的瞬時加工狀態屬于傾斜角及速度的函數,利用以下公式實現:
1.3 三自由度車削數字控制的方法
利用上述三自由度車削控制理論,在本文研究過程中通過方法數字控制原理實現回轉車削的加工:
1)在實現加工之前,車窗刀具基于坐標原點位置能夠輸入被加工工件母線的曲線方程,通過被加工工件性質、材料的輸入值對軌跡中的任何點P作為P(x,y,θ)。
2)在任何的點P,數控系統對母線切線傾斜角進行計算:
θ=arctan dy/dx
以加工性質輸入值根據上述公式對車床刀具中的相對X和Y坐標軸的速度進行計算。
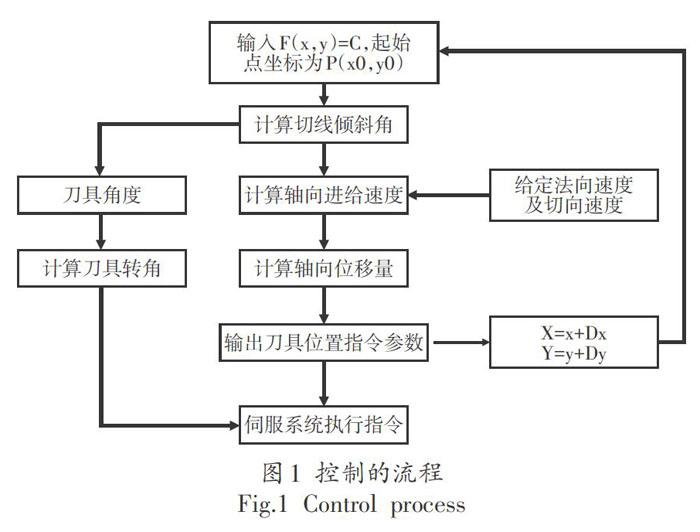
3)每隔一個插補周期DT中利用積分對坐標位移量和刀具偏轉角度進行計算,并且對X軸和Y軸、回轉刀架伺服系統實現指令參數的發送,伺服電機根據指令運行使刀具能夠運動[4]。圖l為控制的流程。
2 三自由度數控車削加工的建模
2.1 建模流程
Pro/E建模的流程為:
1)創建和選擇基準特征能夠模型空間定位基礎,比如基準軸、基準面及基準坐標系等,在實現實體特征創建的過程中,要通過基準特征作為參考。
2)實現基礎實體特征的創建,比如混合、掃描、拉伸及旋轉等。
3)實現工程特征的創建,比如肋、倒角、孔及拔模等。
4)修改特征,包括特征復制、陣列等編輯操作。
5)實現材質的添加及渲染處理。
數控車床主體結構三維建模主要包括機床、工件、夾具、刀具等[5]。
2.2 機床模型
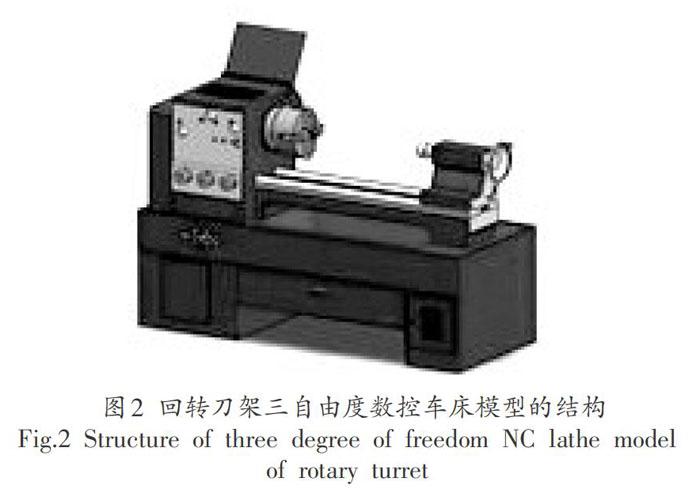
通過Sinumerik840D數控系統回轉刀架數控車床的配置為例,其主要包括車身和車身導軌、左右滑鞍、壓板和滑鞍導航等構成。在機床工作的過程中,滑鞍促使刀架根據床身進行水平工作,刀架根據滑鞍導軌進行上下運動。圖2為回轉刀架三自由度數控車床模型的結構,導出各個模型備用。在VET中,以機床運動關系實現組件的創建,并且實現模型的添加,回轉刀架車床運動軸定義成為X、Z及U、W4個運動部,其中的Z組件實現刀具1的加載,組件W中實現刀具2的加載,并且到UG中導人模型,將其保存成為機床文件。
2.3 刀具模型 一般常用的刀具都能夠直接在軟件中創建,設置相應刀具參數就行,如果刀具較為特殊,那么能夠利用UG創建模型之后轉變成為STL格式,之后通過Verigut進行讀入。本文所使用的刀具都具有錐柄,能夠結合機床刀具錐孔,刀體的部分屬于回轉體,底部屬于拉伸體,通過刀片、刀頭及壓板等構成,因為刀具結構較為復雜,那么能夠通過UG平臺中創建刀具實體模型。圖3為刀具的模型結構。
2.4 工件及夾具模型
在實現毛坯仿真的過程中,創建毛坯能夠利用自帶圖形生成器實現,但是因為只是限于圓柱、矩形及圓錐等拉伸體簡單毛坯。在模型比較復雜的時候,能夠通過vericut中實現文件的讀人,從而實現工件的生成。本文中所研究的工作雖然是回轉體零件,但是具有復雜幾何形狀,所以使用UC實現毛坯模型的創建,使其進行存儲。利用三爪卡盤夾具,將其在機床主軸中安裝,并且能夠帶動工件的旋轉。其屬于能夠調整的夾具,包括可調整部分及基礎部分,基礎部分結合機床回轉工作臺,能夠調整的部分根據對工件尺寸的分析實現調整范圍的確定,最后使工件夾緊。夾具也利用UG進行建模[6],圖4為工件及夾具的模型結構。
3 裝配的連接
要想對機床進行運動仿真,并不只是簡單實現裝配約束,而是要通過裝配連接。裝配約束指的是零件之間裝配的關系,一般要實現多約束條件的設置,從而對元件相對位置進行設置。Pro/E 一般的約束類型主要包括對齊、坐標系、插入、線上點、相切等九種,能夠利用類型下拉列表進行選擇。其次,還具備缺省及固定兩種裝配的約束。裝配連接指的是利用運動副實現元件、組件之間的裝配,對兩者的自由度進行限制,以此使兩者之間能夠創建確定運動關系。那么也就是說,常規裝配對元件及組件的自由度進行了限制。但是元件及組件的相對運動要求保留多方向自由度,所以在實現機構仿真運動裝配的過程中利用裝配連接,其能夠度主體自由度限制,還能夠將需要的自由度進行保留,從而產生機構適合運動類型。
通過X和Y工作臺及絲杠X方向運動對運動仿真具體步驟進行說明,X和Y工作臺及絲杠傳動原理指的是絲杠螺母副,也就是絲杠根據自身軸線旋轉運動,利用螺母促進工作臺根據X方向實現進給動作。①實現車身組件的添加,對缺省進行選擇,對絲杠進行添加,實現機床身上軸承座軸線及絲杠軸線的選擇,使其成為銷釘連接,此步驟也就是使絲杠根據自身軸線進行旋轉;②實現X和Y工作臺組件的添加,對絲杠軸線和螺母軸線進行選擇,從而使其能夠成為圓柱連接。對螺母螺紋線中的PNIO點和絲杠螺紋線進行選擇,使其能夠成為槽連接。對螺母中基準面和相互對應坐標軸承座中基準面進行選擇,并且平面連接。如果出現連接組件失敗,就要對其進行重新連接[7]。
4 三自由度數控車削仿真
圖5為車削加工的仿真界面,圖6為數控車削加工仿真的流程,在實現機床加工環境創建之后,對數控加工程序進行選擇,以數控程序需求對工件毛坯進行初始化,從而設置必要仿真,之后對其進行仿真。在實現仿真的過程中,通過NC程序對所有加工過程進行控制,比如刀架移動、主軸旋轉和停止等。還能夠實現交互控制,也就是實現場景平移、旋轉及比例的變換,將顯示機床床身、刀架及卡盤等組件進行隱藏。
4.1 動態仿真模擬
在實現機床切割過程中,其運動軌跡的仿真主要包括圓弧插補及支線插補兩種方式。其中的直線插補指的是將需求精度作為基礎,從而使其中的曲線劃分成為多個支線,將其作為加工刀片運動軌跡。圓弧插補的方法是指始終將x軸或者v軸以支線的方式進行運動,然后通過對另外一個軸的速率進行改變,將其成為曲線。通過solidwork創建兩種方法的針對性案例,由于支線插補是利用每段直線不同的斜率及x、v軸結合移動的。那么,在平面圖形進行加工的過程中,控制速度要低于圓弧插補方法,提高定位過程中的精準度。所以在今后使用過程中優化方案的事后,能夠設計直線插補法。
4.2 選擇步進電機
步進電機一般和絲杠相互連接,從而移動絲杠的位置。步進電機在數控系統中屬于能夠使脈沖信號朝著機械角位移控制電動機進行轉變,其參數會影響到加工過程中的精度及效率,所以選擇步進電機尤為重要。轉動慣量、脈沖當量、最小機械時間常數、電機最高轉速和步進電機負載轉矩等參數在加工工件中尤為重要。對步進電機參數進行選擇,主要包括步距角α、線電阻p、凈轉矩、線電感φ、最大空載轉速ω及質量G。通過下述計算能夠對步進電機是否合適進行判斷:
4.2.1 脈沖當量
以傳動比計算公式能夠得到脈沖當量計算公式:
4.2.3步進電機負載轉矩
Tl指的是電動機軸加載總體負載轉矩,Q指的是軸向轉動加工臺力,P指的是絲杠導程,通過以上數據能夠對步進電機在工作過程中使用的負載轉矩進行有效計算。
如果實際的步進電機負載轉矩小于此電機最大負載轉矩,那么表示電機能夠將原本的需求滿足。通過上述計算,就能夠對數控系統中合適電機進行刪選。以此,不僅能夠避免由于選擇電機的不當導致誤差,還能夠合理使用資源,從而提高效率[8]。
5 結語
文章基于控制系統和機械結構的仿真,設置電機計算方案,對基于目標數控系統技術進行優化。目前,隨著數控機床設備的不斷發展,其在國內外的使用也不斷的成熟,如何提高使用效率為今后的研究重點,以此能夠降低失誤的幾率。在此發展方向中,綜合使用PLC及自動變成技術、相應算法,能夠有效實現配套模塊同步優化,此為數控系統研究中的重點。
參考文獻
[1]張德強,李金華,王海洋.KSJM6130數控車床四方回轉刀架實體拆裝及仿真實驗平臺研究[J].實驗室科學,2013,16(5):168-170.
[2]陳鮑,韓江,吳斌,等,數控車床的三維建模與運動仿真[J].機械設計與制造,2013( 10):90-92.
[3]蔡永林,馬燁萌,基于冗余自由度的數控加工軌跡運動分解[J].北京交通大學學報,2017,41(4):111-114.
[4]黃靜文.基于PLC的三自由度數控系統設計與優化[J].自動化儀表,2016,37(5):24-26.
[5]紀海峰.基于ABAQUS的數控車床刀具刀架的有限元分析[J].機械研究與應用,2016,29(2):9-11.
[6]陳洪容,覃智廣,代艷霞,等,基于動力學的機床加工運動分析[J].機床與液壓,2017,45(8):52-56.
作者簡介:陳芳(1982-),女,碩士研究生,副教授,主要從事機械設計與制造,工藝設計,機械加工方法等相關方面的研究。