雙渦耦合-導向平底旋流器在錫礦分選中的應用
2020-07-10 06:24:52叢龍斐王霄鵬周長春尹紅兵
礦產綜合利用 2020年2期
關鍵詞:效率
叢龍斐 ,王霄鵬,周長春,尹紅兵
(1.威海尚品機械設備科技有限公司,山東 威海 264200;2.中國礦業大學 化工學院,江蘇 徐州 221116;3.云南錫業股份有限公司,云南 個舊 661000)
水力旋流器目前主要應用在非均質固相的分離,作用是將物料中粗細顆粒進行分離,或者對料漿進行濃縮[1-2]。劉培坤等[3]對旋流器錐體結構的研究表明拋物線錐體結構旋流器的溢流濃度高,分級精度高;崔寶玉等[4]通過CFD模擬研究了旋流器內空氣柱的形成過程、空氣柱特征等與物理試驗高度吻合,表明采用CFD對旋流器分級機理進行研究是可靠的;張丹等[5]通過PIV與CFD結合研究表明隨旋流器錐角變小對柱段內軸向和切向速度的影響較小,而錐段內旋流器和外旋流速度則顯著增大,對小顆粒的分級有促進作用。
在云南錫業集團某分公司選礦過程中應用旋流器作為主要分級設備與磨機構成閉路磨礦系統,保證浮選等環節的入料粒度。但是因錫礦密度較大,系統中等沉顆粒含量較高,旋流器沉砂夾細量大、分級效率低[6-7],進而導致系統內循環量增加,磨機處理量受到限制[6-8]。
根據現場使用情況設計采用雙渦耦合-導向進料體與平底筒體結合的新型旋流器,替代原有錐形旋流器,改善旋流器分級效果。
1 試驗樣品及研究方法
1.1 樣品性質
樣品采自旋流器給礦端,樣品經過混樣、縮分后測試細度與濃度。測試結果見表1。

表1 樣品性質Table 1 Nature of samples
1.2 研究方法
試驗在選廠2000 t/d系統進行,試驗結果通過篩分試驗進行測試與分析。該系統工藝采用兩段閉路磨礦,一段使用SSmax 500/GT-P和Smax 500/GT-E兩種型號旋流器(見圖1)與MQY 3245球磨機構成閉路磨礦。改造后采用SSmax500/GT-P改進型旋流器,由雙渦耦合-導向進料體(進料體見圖2)與180°平底柱段構成,以下簡稱A型。該進料體特點是雙圓周曲線流道結合下旋導向結構可引導礦漿在旋流柱體外旋轉一周預先分級,礦漿內顆粒以有序狀態進入旋流柱體內;原有工藝中采用Smax 500/GT-E傳統型旋流器由導向螺旋線進料體(進料體見圖3)與柱段+20°錐段構成,以下簡稱B型。相比傳統型旋流器,改進型旋流器去掉傳統旋流器錐段結構并加長柱段,使用雙渦耦合-導向進料體替換原有螺旋線進料體。二段磨礦使用Smax350/GT-E與MQY3245球磨機構成閉路是典型一段檢查分級二段預先檢查分級工藝。
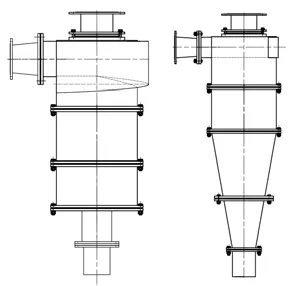
圖1 SSmax500/GT-P(左)和Smax500/GT-E(右)Fig. 1 Schematic diagram of SSmax500/ GT-P(left) and Smax500/ GT-E (right)
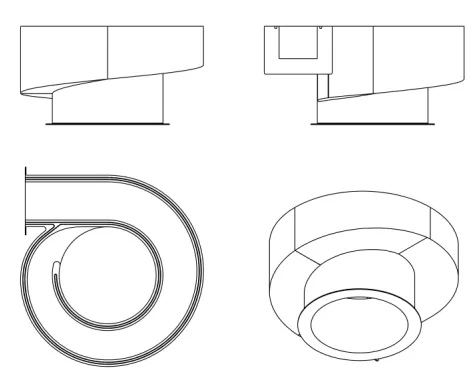
圖2 雙渦耦合-導向進料體三視Fig. 2 Three views of dual vortex coupling - guided feed body
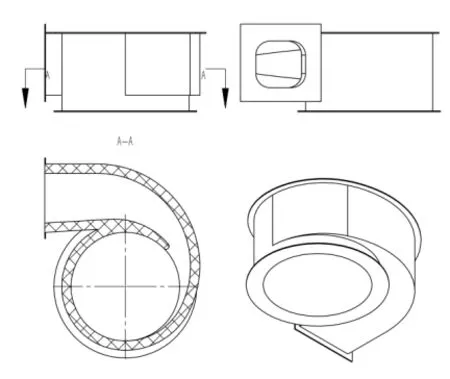
圖3 導向螺旋形進料體三視Fig. 3 Three views of the guide screw feed body
試驗結果分析中涉及旋流器分級質效率計算公式為:

α——給礦中-0.074mm含量,%
β——溢流中-0.074mm含量,%
θ——沉砂中-0.074mm含量,%
2 試驗結果與討論
2.1 壓力(P)單因素試驗
試驗時系統處理量維持在75 t/h,溢流管直徑180 mm(0.36D,D表示旋流器直徑,下同),底流口直徑120 mm(ds/do=0.66),溢流管插入深度371 mm(0.742D),A型旋流器柱段長度1100 mm(2.20D)分別在0.06 Mpa、0.08 Mpa、0.1 Mpa、0.12 Mpa壓力條件下運行A與B兩種型號旋流器,試驗果見圖4。
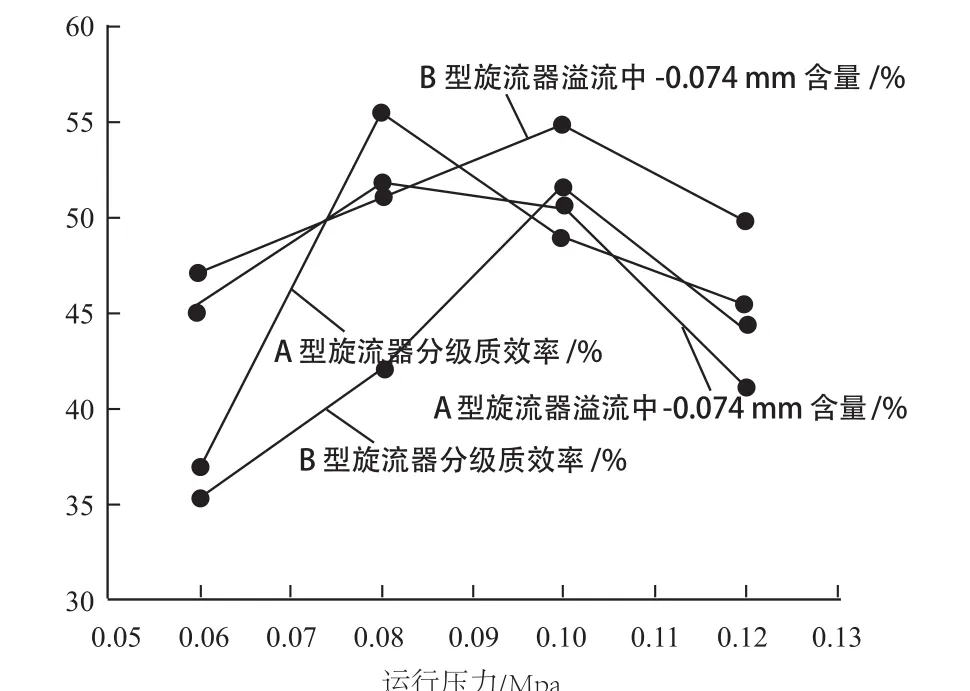
圖4 分級質效率和溢流中-0.074 mm含量隨著壓力P變化趨勢Fig. 4 Variation trend of mass efficiency and overflow -0.074 mm content with pressure (P)
見圖4所示,A型旋流器分級質效率隨著運行壓力的增加逐漸升高,在0.08 Mpa時達到最大值56%,最后逐漸下降至45.33%。B型旋流器在運行壓力0.10 Mpa時質效率達到最大值51.71%。A和B型旋流器溢流-0.074 mm含量均隨著運行壓力的升高先增加后降低,但是B型旋流器溢流細度整體優于A型旋流器。試驗表明:A型旋流器可在低運行壓力條件下達到較佳分級效果,即A型旋流器運行能耗低。
2.2 柱段長度(H)單因素試驗
A型旋流器由雙渦耦合-導向進料體與180°平底柱段構成,旋流器柱段長度決定顆粒在旋流器內停留時間和分級時間,從而成為影響旋流器分級效果和效率的重要因素。A型旋流器柱段長度單因素試驗,系統臺時量維持在75 t/h,溢流管直徑180 mm(0.36D),底流口直徑120 mm(ds/do=0.66),溢流管插入深度371 mm(0.742D),運行壓力0.08 Mpa,柱段長度分別在900 mm(1.80D)、1000 mm(2.00D)、1100 mm(2.20D)、1200 mm(2.40D)時運行A型號旋流器,試驗結果見圖5。
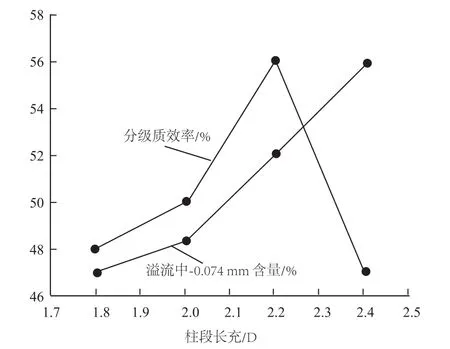
圖5 質效率和溢流中-0.074 mm含量隨著柱段長度H變化趨勢Fig. 5 Variation trend of mass efficiency and overflow -0.074 mm content with column length (H)
見圖5所示,A型旋流器分級質效率隨著柱段長度H的增加先升高再降低,在H=2.20D時達到最大值56.00%,隨后逐漸下降至47.00%。A型旋流器溢流-0.074 mm含量均隨著柱段長度H的增加逐漸增大至56.00%,整體在H≥2.20D時均能滿足現場生產對一段分級細度的要求。
2.3 角錐比(ds/do)單因素試驗
旋流器角錐比是沉砂口直徑與溢流口直徑的比值(ds/do),其決定了旋流器溢流和沉砂的分配比例,從而影響到旋流器的分級效果和分級效率。A型旋流器柱段長度單因素試驗,系統臺時量維持在75 t/h,柱段長度1100 mm(2.20D),溢流管插入深度371 mm(0.742D),運行壓力0.08 Mpa,溢流管直徑180 mm(0.36D),底流口直徑80 mm(ds/do=0.44)、100 mm(ds/do=0.55)、120 mm(ds/do=0.66)、140 mm(ds/do=0.77)時運行A型號旋流器,試驗果見圖6。
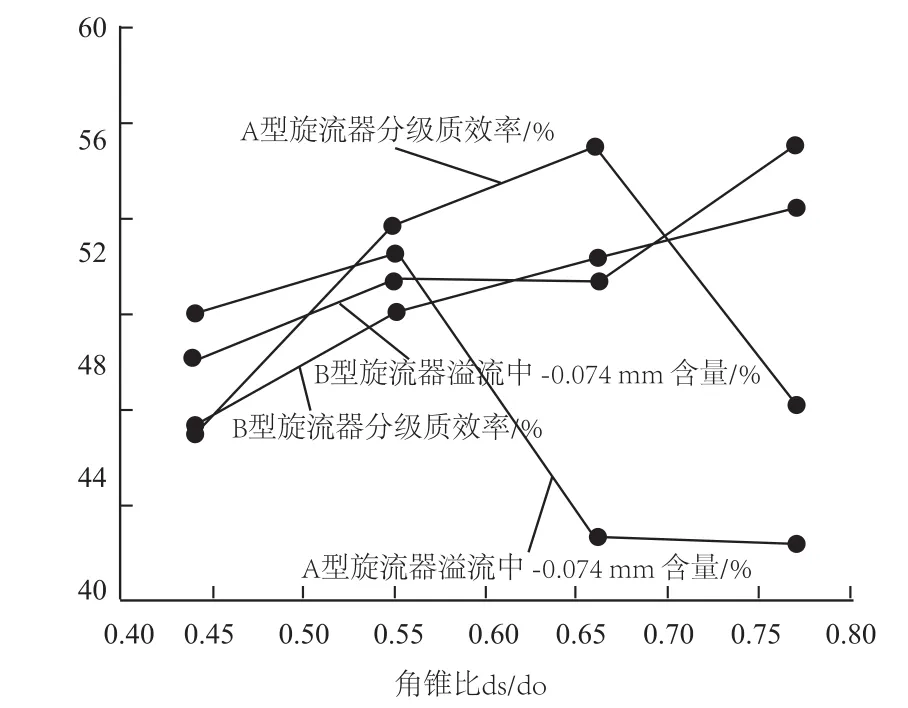
圖6 質效率和溢流中-0.074 mm含量隨著角錐比ds/do變化趨勢Fig. 6 Variation trend of mass efficiency and overflow -0.074mm content with Angle - cone ratio (ds/do)
由圖6曲線可知,A型旋流器分級質效率隨著角錐比(ds/do)的改變整體高于B型旋流器,A型旋流器在ds/do=0.66時達到最大值56.00%,此時B型旋流器為42.33%。B型旋流器在ds/do=0.44時達到最大值52.45%。A型旋流器相比B型可以在較大ds/do下達到最高分級效率,因此相同工況條件下A型旋流器易損件使用壽命增長10%,見表2。

表2 旋流器沉砂口使用壽命統計Table 2 Service life statistics of the sedimentation port of cyclone
2.4 SSmax500/GT-P型旋流器內部流體CFD模擬
為了更深層次的理解A型旋流器分級效率提高和磨損降低的原理,使用SolidWorks建立旋流器三維模型與模擬軟件(ANSYS)結合對A型旋流器內部流場進行計算流體力學(CFD)模擬。使用ANSYS軟件包內Meshing模塊進行模型網格劃分,旋流器內部流場屬于典型的各相異性湍流,并且是高速旋轉的準自由渦[9],Fluent流體模擬條件采用RSM雷諾應力湍流模型;在僅考慮固液兩相時,確定固相占15%,選擇Mixture模型,預測旋轉流動采用QUICK離散格式,速度場和壓力場的耦合采用SIMPLE算法來實現。根據旋流器實際工作狀態設定邊界條件:旋流器壁面為非滑移,近壁處速度為0 m/s,且與周邊沒有能力和物質交換。同時,進口為速度進口,溢流口和沉沙口為壓力出口,進口為恒定流速10m/s,溢流口和沉砂口輸出壓力為大氣壓[10]。模擬結果見圖7。
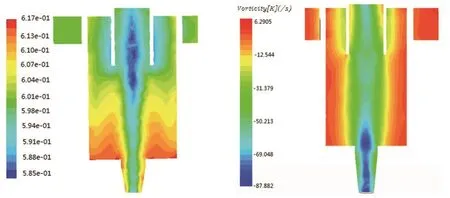
圖7 A 型旋流器內部流體濃密相(左)及流體速度(右)分析Fig. 7 flow density phase (left) and flow velocity (right)analysis of type A cyclone
根據圖7(左)旋流器內CFD濃密相模擬結果表明:雙渦耦合-導向進料體與平底筒體結合使物料預先分級,顆粒有序進入旋流器內并形成高濃度梯度流化床層,細顆粒分級后不易透過高濃度梯度流化床層而進入內旋流,而B型傳統旋流器不會形成高濃度梯度流化床層[10]。
相比B型旋流器沉砂口切向速度[9-10],A型旋流器沉砂口部位切向速度較大(圖七右),使得細顆粒再次分級;B型旋流器錐形體具有一定濃縮作用,旋流體內縱向力較大,使部分細顆粒物料進入沉砂,降低了旋流器分級效率。
3 結 論
(1)在錫礦一段磨礦分級流程中A型旋流器分級效率高于B型5%左右,主要原因是A型旋流器采用雙渦耦合-導向進料體可使料漿于體外引導分級,并且內部可形成高濃度梯度流化床,分級性能優于B型。
(2)A型旋流器達到較佳運行工況時運行壓力低于B型旋流器,角錐比(ds/do)大,因此A型旋流器易損件使用壽命比B型旋流器長10%左右。
(3)針對云錫集團某選廠A型旋流器在0.08 Mpa、溢流管直徑180 mm(0.36D)、底流口直徑120mm(ds/do=0.66)、溢流管插入深度371mm(0.742D)時,分級質效率為56%,運行能耗較低。
猜你喜歡
瘋狂英語·初中天地(2021年5期)2021-07-21 02:24:28
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
遼寧經濟(2017年6期)2017-07-12 09:27:16
中國衛生(2016年9期)2016-11-12 13:27:54
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國洗滌用品工業(2015年7期)2015-02-28 19:02:38
電子設計工程(2015年12期)2015-02-27 12:06:10
中國衛生(2014年11期)2014-11-12 13:11:32
