在線測量技術在標準動車組構架加工中的開發應用
2020-07-10 06:36:06中車青島四方機車車輛股份有限公司山東青島266111劉佛貴
金屬加工(冷加工) 2020年7期
關鍵詞:測量
■ 中車青島四方機車車輛股份有限公司 (山東青島 266111) 劉佛貴
在線測量,指的是包括工程和科學研究乃至生活過程中所進行的一切實時或準實時測量。如果能在生產線上對加工過程加以檢測,即進行“在線測量”,不僅可以降低消耗、減少成本、增加產量和提高效益,還可以保證產品質量、增強產品的競爭力。另外,在線測量還能隨時檢測和診斷甚至排除生產設備的潛在故障,使生產系統處于最佳的運行狀態。
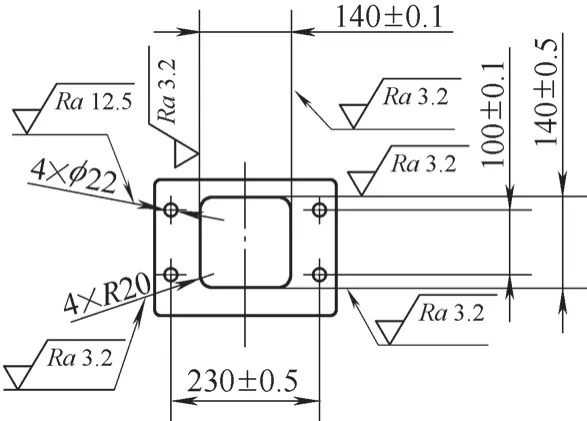
圖1 構架整體加工時端板加工示意
1. 現狀及問題
我公司生產的CR400AF型中國標準動車組構架端板工藝流程為:①端板單件加工4×φ22mm孔。②端板焊接到構架上。③構架整體加工,端板需加工140mm×140mm的方孔,方孔與4×φ22mm孔要求中心重合。加工示意如圖1所示。
構架焊接存在一定的變形,端板上φ22mm孔的位置發生變化,孔與孔的相對位置也會產生一定的傾斜。構架整體加工時,要求端板上加工方孔的中心與4×φ22mm孔構架四邊形的中心重合,傾斜角度與四邊形的整體傾斜角度一致。傳統的加工工藝需要人工測量φ22mm孔的位置,人工計算出位置偏移量,人工偏移、旋轉工件坐標系后進行方孔加工。該工藝生產效率低,存在安全、質量隱患,滿足不了批量生產要求。
2. 解決問題的思路
我公司加工構架的數控機床帶有在線測量系統,由可進行自動刀具交換的測量探頭及其接口、帶自定義宏程序的NC裝置所構成,該系統暫未開發應用。可以通過編制在線測量宏程序,測量探頭自動檢測端板φ22mm孔的位置,將檢測結果存儲到CNC的系統參數里,根據存儲的系統參數計算出工件坐標系偏移量和旋轉量,在方孔加工所用的坐標系初始化時將偏移量、旋轉量設置進去,自動實現坐標系的調整,進行全自動檢測、加工。該方案的難點在于在線測量程序的研究、測量精度的校正和坐標系轉換。
3. 在線測量技術應用驗證
(1)選用測量探頭 選用Renishaw在線測量探頭,該探頭由BT50測量刀柄、測頭裝置、LP2轉接頭、LPE2延長桿、測針和測頭組成(見圖2)。
(2)探頭初始化 測量探頭長度為311.511mm,測頭直徑為6mm,初步設置偏心量為0mm,測量時的接近量及過頭量均為10mm,測量4個點確定圓,編制探頭初始化程序如下。
G65P9101.S1.X0Y0 Z311.511D6.F50R1000.A10.B10.C0.I0Q4.;
(3)探頭偏心量設置及精度校正 探頭X、Y方向的偏心量通過測量標準孔進行校正,標準孔直徑為φ50mm,理論坐標為X0、Y0。使用探頭測量標準孔的實際坐標值,將其設置為探頭的偏心量,偏心量校正程序如下。
G65P9171Z-10.D50.;測量直徑為50mm的標準孔
#790=#115;將X方向偏移量#115賦值給#790
#791=#116;將Y方向偏移量#116賦值給#791
G65P9101S1.X[#790]Y[#791]Z311.511
D6.F50R1000.A10.B10.C0I0Q4.;探頭二次初始化,增加偏心量參數
(4)測量端板φ22mm孔的位置 使用測量探頭對端板上4個φ22mm孔進行檢測,將各個孔的坐標值存儲到CNC系統參數中,根據坐標值計算4個孔的整體傾斜角度,程序如下。
G65P9201S1.X-115.Y50.Z-15.D22.;測量孔1
#850=#111;將孔1的X坐標賦值給#850
#851=#112;將孔1的Y坐標賦值給#851
G65P9201S2.X-115.Y-50.Z-15.D22.;測量孔2
#852=#111+#850;將孔1與孔2的X坐標中點賦值給#852
#853=#112+#851;將孔1與孔2的Y坐標中點賦值給#853
G65P9201S2.X115.Y-50.Z-15.D22.;測量孔3
#854=#111;將孔3的X坐標賦值給#854
G65P9201S2.X115.Y50.Z-15.D22.;測量孔4
#856=#111+#854;將孔3與孔4的X坐標中點賦值給#856
#857=#112+#855;將孔3與孔4的Y坐標中點賦值給#857
#858=ATAN[ABS[#856-#852]/[#857-#853]];計算傾斜角度賦值給#858
(5)設置方孔加工的坐標系 將4×φ22mm孔的整體中心設置為方孔加工的坐標系原點,程序如下。
G65P9710C56.;
G65P9711B180.X[0]Y[#852/2+#856/2]Z[#853/2+#857/2];
在算例1的基礎上,算例2將提出的負荷頻率協調控制和滑模負荷頻率控制器應用于柴儲混合電力系統中,對系統頻率進行優化控制。算例2的系統負荷頻率偏差值如圖4所示。
判斷4×φ22mm孔構成的四邊形的整體傾斜方向,如果整體向下傾斜,方孔加工坐標系則順時針旋轉;如果整體向上傾斜,方孔加工坐標系則逆時針旋轉,程序如下。
探頭偏心量校正以后,再次測量φ50mm標準孔,根據測量直徑偏差,設置為探頭的精度校正值,精度校正程序如下。
G65P9201S1.X0Y0Z-10.D55.R98.;測量直徑為50mm的標準孔
G65P9161H792.;將測量的直徑偏差值賦值為#792
G65P9101S1.X[#790]Y[#791]Z311.421
D6.F50R1000.A10.B10.H792.I0Q4.;探頭三次初始化,增加精度校正值

圖2 在線測量探頭
IF[#857GE#853]GOTO1000;如果整體往上傾斜,程序跳轉至1000
IF[#857LT#853]GOTO1001;如果整體往下傾斜,程序跳轉至1001
N1000;
G68R#858;坐標系逆時針旋轉
GOTO1003;
N1001;
G68R-#858;坐標系順時針旋轉
GOTO1003;
N1003;方孔加工程序
……
至此,方孔加工完成。應用在線測量技術加工的中國標準動車組構架端板方孔,經三坐標測量機檢測,方孔中心與4×φ22mm孔構成的四邊形的中心重合,整體傾斜角度相等,加工結果滿足要求。
4. 結語
在線測量技術的開發應用,將中國標準動車組構架端板加工由手動模式轉變為全自動模式,提高了加工效率,避免了安全、質量問題的發生。同時,探索了一種應用于數控加工過程中的“精度校正+在線測量+設置坐標系”在線測量模式,為在線測量技術的推廣奠定了基礎。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
