反變形工藝在鋁合金車體平頂組焊中的應用研究
2020-07-15 13:17:00葛佳棋萬升云湯旭祥曹興華鄭小康李廣立
軌道交通裝備與技術
2020年3期
葛佳棋 萬升云 湯旭祥 曹興華 鄭小康 李廣立
(1.中車戚墅堰機車車輛工藝研究所有限公司 江蘇 常州 213011;2.中車南京浦鎮車輛有限公司 江蘇 南京 210031)
目前國內鋁合金地鐵車輛空調承載系統大多采用空調平頂結構,該結構具有自身強度大、空調噪聲小、乘客舒適度高的優點。同時,空調平頂板焊接采用先進的攪拌摩擦焊技術(FSW),該方法焊接過程穩定、可靠,不需填充金屬和保護氣體,無弧光、煙塵等,符合軌道車輛“綠色交通”的發展方向[1-2]。
然而空調平頂的高強度模塊化結構,導致其焊后尺寸難以調修,故空調平頂組焊尺寸控制顯得尤為重要。下文從軌道車輛生產中常用的反變形工藝出發,研究不同反變形量對平頂組焊過程的影響,并尋求最佳工藝方案。
1 軌道車輛車頂及平頂結構介紹
圖1所示為鋁合金地鐵車輛車頂三維結構示意圖,是由2根車頂邊梁、2個空調平頂模塊、3個圓頂模塊組焊而成;圖2為空調平頂三維結構示意圖,是由2根平頂吊掛壁、3塊平頂板和2塊中頂板組焊而成。其中3塊平頂板采用攪拌摩擦焊焊接而成,平頂板與2根平頂吊掛臂進行平頂自動焊,最后進行兩端中頂板的手工焊接。空調平頂型材材質為6005A-T6,其化學成分(質量分數)如下:0.5%≤ω(Si)≤0.9%,ω(Fe)=0.35%,ω(Cu)=0.3%,ω(Mn)=0.5%,0.4%≤ω(Mg)≤0.7%,ω(Cr)=0.3%,ω(Zn)=0.2%。
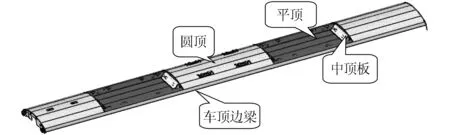
圖1 車頂三維結構示意圖

圖2 平頂三維結構示意圖
2 攪拌摩擦焊平頂板反變形應用研究
2.1 攪拌摩擦焊平頂板結構簡介及工藝流程介紹
如圖3所示,攪拌摩擦焊平頂板是由3塊長度為3 800 mm型材拼焊而成,焊接接頭細節如圖4所示。……
登錄APP查看全文
猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
中華詩詞(2020年1期)2020-09-21 09:24:52
當代貴州(2019年41期)2019-12-13 09:28:56
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
中國共青團(2015年7期)2015-12-17 01:24:38
環球時報(2009-09-09)2009-09-09 09:42:49
學與玩(2005年3期)2005-04-29 00:00:00
