熱等靜壓工藝制備的Ti-6Al-4V薄壁筒的切削加工
2020-07-24 03:44:54孫富建屈盛官鄧朝暉
宇航材料工藝 2020年3期
孫富建 屈盛官 鄧朝暉
(1 湖南科技大學智能制造研究院,湘潭 411201)
(2 湖南科技大學難加工材料高效精密加工湖南省重點實驗室,湘潭 411201)
(3 華南理工大學機械與汽車工程學院,廣州 510641)
0 引言
低剛度大尺寸的薄壁筒被廣泛應用到飛機、汽車等工業領域,但是薄壁筒的加工過程效率較低,成本昂貴。近凈成形技術能夠一次性制造與實際零件形狀、尺寸相似的毛坯,因此可以避免后續大量的加工、焊接等工序[1-2]。
熱等靜壓(HIP)工藝,作為一種粉末冶金技術,能夠制造大型的、復雜的近凈成形結構件。HIP工藝被選擇用來制備鈦合金薄壁筒零件。雖然HIP 工藝能夠制備近凈成形結構件,但是其表面完整性和尺寸精度較差,HIP制品依舊需要后續的加工工序提高表面完整性和尺寸精度。
薄壁筒的低剛度大尺寸導致切削過程劇烈振動,增加了薄壁筒零件的切削加工難度。目前一些學者對切削加工對薄壁筒表面完整性和尺寸精度的影響進行了研究。首先,薄壁筒的結構尺寸,如加固結構的長、寬和跨度能夠影響加工中的振動[3-4]。例如WANG 等[5]評估了直、錐面和變角度結構對薄壁筒精度的影響。其次,薄壁筒的內部填料,如混凝土、泥漿等,能夠增加薄壁筒的強度。TAO 等[6]利用實驗研究了混凝土填充對薄壁筒形狀尺寸精度的影響,結果顯示混凝土能夠明顯增加薄壁筒的剛度。由此可見,在薄壁筒切削過程中,薄壁筒的結構、內部填充都能明顯改善薄壁筒的表面質量和尺寸精度。
另外,薄壁筒專用夾具的設計對抑制薄壁筒振動也是至關重要的。WAN 等[7]利用有限元分析方法研究工件-夾具系統對薄壁工件振動的影響。LI等[8]利用動態產品檢驗裝置和監控技術設計夾具,增加大尺寸航空零件的尺寸精度。VASUNDARA 等[9]設計了夾具,減小了工件的彈性變形。
本文利用HIP 技術制備了兩個具有不同結構的薄壁筒。為了提高薄壁筒加工過程中的剛度,改善表面質量和尺寸精度,設計了夾具,灌入了泥漿,并對筒的切削加工工藝進行研究。
1 HIP 薄壁筒的制備
1.1 Ti-6Al-4V預合金粉末
Ti-6Al-4V 預合金粉末利用氣體霧化技術制備,其化學成分組成如表1所示,粉末粒徑分布、微觀形貌和XRD 結果如圖1所示。Ti-6Al-4V 預合金粉末的雜質含量較低,粉末粒徑呈正態分布,微觀形貌為球形,其粒徑分布和微觀形貌特點有利于粉末顆粒的填充和振實,提高薄壁筒的致密度。霧化過程中,粉末極高的冷卻速率(103~105℃/s)導致粉末的金相由單一的馬氏體相組成。

表1 預合金粉末的化學成分Tab.1 Chemical composition of pre-alloy powder%(w)

圖1 預合金粉末的粒徑分布、微觀形貌和XRD結果Fig.1 Size distribution,micro-morphology and XRD results of pre-alloy powder
1.2 HIP 過程
兩個Ti-6Al-4V 薄壁筒利用同時升溫升壓的熱等靜壓工藝路徑制備,其HIP 參數為930 ℃/130 MPa/3 h。HIP 工藝后不銹鋼包套利用酸洗的方法去除。由于酸洗過程中,氫元素能夠混入薄壁筒內,因此薄壁筒在900 ℃/1 h/空冷條件下進行熱處理去除氫元素和調控微觀結構。熱處理之后HIP 薄壁筒的微觀結構和機械性能可以參考Ti-6Al-4V HIP 棒材的微觀結構和機械性能[10]。
帶粗大端HIP 薄壁筒的外觀和尺寸如圖2所示,粗大端尺寸長47.60 mm、厚15.25 mm,距粗大端162.15 mm 處有9.70 mm 的內環和21.60 mm 的外圓環。HIP 薄壁筒粗大端和內圓環的設計是為了增加薄壁筒在制備過程中的尺寸精度和形狀精度。為了能方便表述,薄壁筒的粗大端和薄壁端分別標注為A和B端。
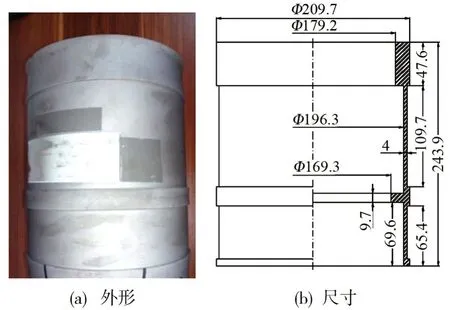
圖2 帶粗大端HIP薄壁筒的外形和尺寸Fig.2 Appearance shape and size of HIP thin-walled cylinder with thick end
為了能夠探索薄壁筒的粗大端、內圓環和外圓環對加工精度的影響,制備的無粗大端的薄壁筒的外形和尺寸如圖3所示。在其內部卻分布著一些凸起來保證HIP制備過程中的精度。

圖3 無粗大端HIP薄壁筒的外形和尺寸Fig.3 Appearance shape and size of HIP thin-walled cylinder without thick end
2 HIP 薄壁筒的裝夾和加工
2.1 HIP薄壁筒的夾具設計和裝夾
薄壁筒的夾具設計是為了減少車床三爪卡盤的夾緊力對薄壁筒變形的影響。由于兩個薄壁筒具有基本相同的結構,因此它們夾具的外形是基本相同的,其外形如圖4所示,選用的材料為鋁合金。

圖4 HIP薄壁筒頂針端和三爪卡盤端的夾具Fig.4 Fixtures of HIP thin-walled cylinder at plunger end and three jaw chuck end
為了能夠減小夾具與薄壁筒的夾緊變形,夾具與薄壁筒間的配合方式采用小間隙,并用液體膠將它們膠連在一起。為了能夠放置車床的頂針,圖4(a)所示的夾具加工出60°的錐孔。另外為了能夠提高薄壁筒的剛度,石膏粉制造的泥漿懸浮液被灌入薄壁筒,泥漿凝固后利用液體膠膠連薄壁筒和夾具。兩個薄壁筒裝夾后的外觀如圖5所示。

圖5 粗大端和無粗大端薄壁筒裝夾后的外觀Fig.5 Appearance of HIP thin walled cylinders with thick end and without thick end after clamping
2.2 HIP薄壁筒的切削過程
帶斷屑槽的CNMG120404-MA VP15TF 硬質合金刀具被選用在CKA6150i 數控車床上車削薄壁筒。車削時選用刀具最合適的切削參數:切削速度60 m/min、進給量0.10 mm/r,切削深度則根據實際加工情況進行選擇[11]。在粗大端薄壁筒切削時,十次走刀的切削深度依次為0.3、0.3、0.3、0.3、0.3、0.25、0.25、0.15、0.15 和0.125 mm。無粗大端薄壁筒十次走刀的切削深度為0.2、0.2、0.2、0.3、0.3、0.3、0.3、0.3、0.1 和0.08 mm。很明顯無粗大端切削時選用的切削深度小于帶粗大端薄壁筒的切削深度,其原因為無粗大端薄壁筒由于沒有內外圓環,因此其剛度較低。切削加工后兩薄壁筒的外形如圖6所示。

圖6 切削加工后粗大端和無粗大端薄壁筒的外形Fig.6 Appearance of HIP thin-walled cylinders with thick end and without thick end after machining
2.3 表面粗糙度和尺寸精度的測量
HIP 的Ti-6Al-4V 薄壁筒外圓表面粗糙度和半徑沿軸向的變化分別用手持式TR200 粗糙度儀和Leitz Peference HP 高精度坐標測量機測量。在薄壁筒外圓半徑測量前,需要將HIP 薄壁筒放置在20 ℃空調房內4 h,使薄壁筒內外均達到20 ℃。
3 結果
3.1 帶粗大端的HIP薄壁筒
3.1.1 Ra隨軸向距離的變化
帶粗大端HIP 薄壁筒的外圓Ra隨著遠離B端軸向距離LB的變化如圖7所示。Ra最大的變化范圍為0.213 μm。雖然夾具與薄壁筒B端膠接在一起,削弱筒的薄壁在切削力下的振動,但是它們之間的微量間隙依舊存在,致使遠離B端0~64 mm 處筒外圓Ra隨軸向距離的增大而減小。當軸向距離繼續增加到77 mm處時,9.7 mm內圓環對薄壁剛度的影響,引起Ra曲線出現“凹陷”的變化趨勢。距離B端205 mm 處粗大端能夠有限提高剛度,因此使得Ra在軸向距離大于77 mm時隨軸向距離的增加而降低。

圖7 帶粗大端薄壁筒的外圓Ra隨著距離B端軸向距離的變化Fig.7 Progression of cylindrical surface roughness of thin-walled cylinder with thick end versus axial distance away from B end
3.1.2 外圓直徑隨軸向距離的變化
筒的薄壁在切削力的影響下會出現凹陷變形,降低了實際切削深度,當切削力撤銷后薄壁的彈性回復會增加凹陷處的外圓直徑。帶粗大端薄壁筒的外圓直徑D隨著離B端軸向距離LB的變化如圖8所示,其最大與最小直徑之差為0.072 mm。

圖8 帶粗大端薄壁筒的外圓直徑隨距離B端軸向距離的變化Fig.8 Progression of outside diameter of thin-walled cylinder with thick end versus axial distance away from B end
當距離B端小于30 mm時,夾具與薄壁筒的裝夾與膠合能夠減弱薄壁的彈性變形,因此外圓直徑隨著軸向距離出現增大的趨勢。軸向距離69.6 mm 處的內圓環能夠增加薄壁的剛度,從而引起軸向距離從30 mm 增加到150 mm 時筒的外圓直徑先減小后增加。筒的粗大端能夠顯著提高筒的剛度,因此在粗大端處的外圓直徑出現急劇降低的趨勢。
3.2 無粗大端的HIP薄壁筒
3.2.1 Ra隨軸向距離的變化
無粗大端薄壁筒的外形和尺寸如圖3所示。四個小突出均勻分布在距離B端88 mm的內圓表面上,有兩個小突出均勻分布在距離B端200 mm的截面的內圓表面,此外還有四個突出均勻分布在距離B端240 mm截面的內圓表面。
無粗大端薄壁筒的外圓Ra隨著遠離B端的變化如圖9所示。由于在切削此薄壁筒最后一次走刀的切削深度小于粗大端薄壁筒的切削深度,因此Ra的最大值和最小值之差僅為0.078μm。
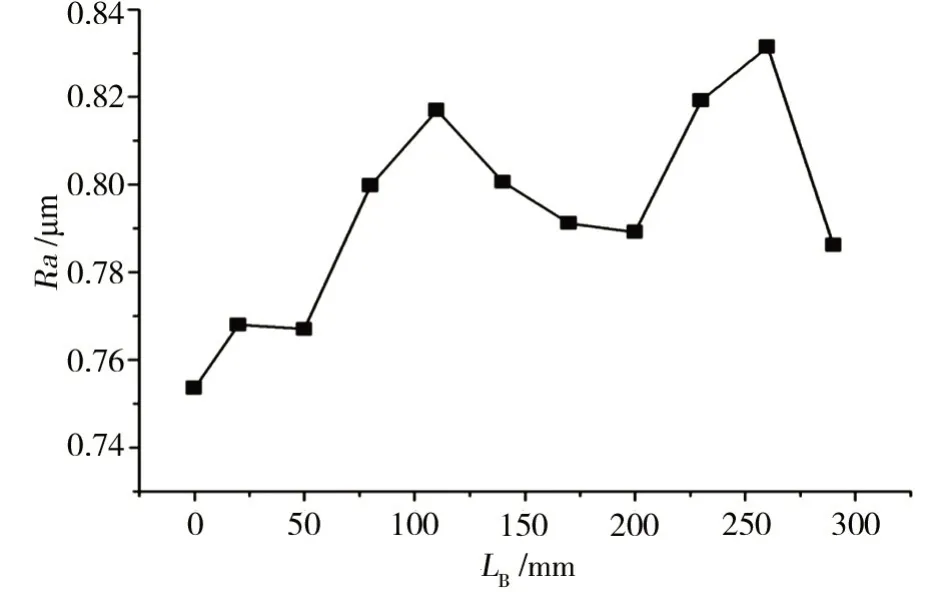
圖9 無粗大端薄壁筒的外圓Ra隨距離B端軸向距離的變化Fig.9 Progression of cylindrical surface roughness of HIP thinwalled cylinder without thick end versus axial distance away from B end
當離B端的軸向距離小于110 mm 時,Ra隨著軸向距離的增加而增大;當距離B端軸向距離大于110 mm 小于200 mm 時,Ra將減小;由于筒夾具的影響,在軸向距離大于200 mm時,薄壁筒的Ra隨著軸向距離先增加后減小。綜上所述,筒內圓表面處的凸起對外圓Ra的影響非常小,薄壁筒外圓Ra沿著軸向距離的變化趨勢主要是由剛度、刀具磨損和搬運過程中的劃傷引起的。
3.2.2 外圓直徑隨軸向距離的變化
無粗大端薄壁筒的外圓直徑隨著軸向距離的變化如圖10所示。外圓直徑的最大值與最小值之差為0.618 mm。薄壁筒夾具的制造誤差,引起隨著距離B端軸向距離的增加薄壁筒外圓直徑隨之減小。
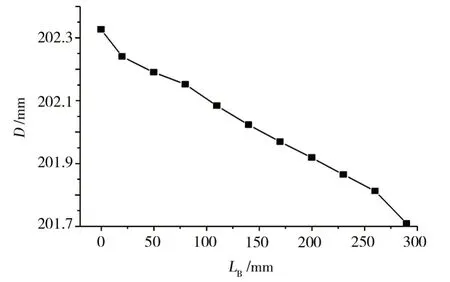
圖10 無粗大端薄壁筒外圓直徑隨距離B端軸向距離的變化Fig.10 Progression of outside diameter of thin-walled cylinder without thick end versus axial distance away from B end
4 討論
對于切削HIP 的Ti-6Al-4V 薄壁筒,一方面在HIP 制備過程中,不銹鋼包套能夠隔絕一定的靜壓力,增加薄壁筒的圓度和同軸度誤差,增加切削過程中出現切空的可能性;另一方面薄壁在瞬時切削力的影響下發生彈性變形,切削力撤銷后薄壁又會發生彈性回復。另外,鈦合金切削中形成鋸齒狀切屑,引起切削力的周期性波動,加大薄壁的振動。這三個方面共同加劇了HIP薄壁筒的加工難度。
對于具有粗大端的薄壁筒,粗大端、內圓環和外圓環都能夠改善筒的圓度和同軸度,切削深度可以選擇較大值。無粗大端薄壁筒內圓表面的凸起不能夠有效提高剛度,因此切削深度應選擇較小值。根據文獻[11],在切削Ti-6Al-4V HIP材料時,小于0.5 mm的切削深度能夠減小切削力,減弱筒薄壁的振動,減小無粗大端薄壁筒外圓的Ra,因此無粗大端薄壁筒具有較小的Ra。另外在無內圓環的影響下,粗大端薄壁筒會在軸向方向中間部位發生劇烈的振動,致使兩個薄壁筒的外圓Ra在此位置出現增加的趨勢。
在切削兩個薄壁筒時,具有較低剛度的薄壁筒極易發生彈性變形。無粗大端薄壁筒的外圓直徑隨著軸向距離的增加而呈線性降低,這種現象是由兩個夾具的制造誤差引起的。然而,試驗結果并未觀察到,薄壁的彈性回彈對外圓直徑的影響,這可能是由于填充的泥漿提高了筒的剛度。因此,筒內填充的泥漿能夠明顯改善筒的圓度和同軸度,但是并不能有效影響外圓Ra。
5 結論
(1)雖然夾具對筒外圓Ra的影響非常微弱,但是在無粗大端薄壁筒切削時,夾具較低的制造精度顯著降低了薄壁筒的圓度和同軸度。因此夾具的制造精度對薄壁筒的外圓精度有著顯著的影響。
(2)填充的泥漿能夠明顯提高薄壁筒的剛度,降低薄壁彈性回彈對外圓精度的影響,改善筒的圓度和同軸度,且對外圓Ra的影響極其微弱。
(3)薄壁筒的內圓環和粗大端能夠明顯提高薄壁的剛度,引起粗大端薄壁筒在內圓環和粗大端附近的外圓Ra出現明顯的降低,但是無粗大端薄壁筒內圓表面的凸起對加工精度和Ra幾乎無影響。