起重機(jī)吊臂高效激光-MAG 復(fù)合橫焊技術(shù)
2020-07-27 06:59:00李憲政畢學(xué)松李寶良李志波李京洋
焊接 2020年2期
關(guān)鍵詞:焊縫
李憲政,畢學(xué)松,李寶良,李志波,李京洋
(1.唐山開(kāi)元焊接自動(dòng)化技術(shù)研究所有限公司,河北唐山063000;2.北京石油化工學(xué)院,北京102617)
0 前言
吊臂(也有稱(chēng)為“伸臂”)是起重機(jī)的關(guān)鍵部件,也是起重機(jī)完成作業(yè)最主要的承載部件,直接影響起重機(jī)的承載能力和整機(jī)性能。起重機(jī)在作業(yè)時(shí)若吊臂出現(xiàn)問(wèn)題,可能發(fā)生重大事故,造成施工及作業(yè)周邊人員的人身安全、起重機(jī)本身及周邊財(cái)產(chǎn)的損壞等重大人身傷害和經(jīng)濟(jì)損失[1]。
隨著對(duì)吊臂承載的認(rèn)識(shí)越來(lái)越深刻,吊臂截面先后出現(xiàn)四邊形、六邊形、八邊形、十二邊形、U形、鼓形等形狀,單節(jié)吊臂長(zhǎng)度一般為7.5~11 m,最長(zhǎng)可達(dá)16 m。吊臂主要由上、下蓋板焊接制造而成,其中兩條長(zhǎng)直主焊縫至關(guān)重要,其焊接質(zhì)量直接影響吊臂的綜合性能、工作可靠性,焊接效率直接影響起重機(jī)的制造效率和制造成本[2-3]。
1 吊臂焊接制造的現(xiàn)狀
圖1所示典型吊臂工件照片,主要由上蓋板和下蓋板焊接制造而成,兩蓋板之間的兩條長(zhǎng)直焊縫即為主焊縫,兩條主焊縫對(duì)稱(chēng)分布于吊臂兩側(cè)。圖2是吊臂構(gòu)件及主焊縫的示意圖。
為了不斷減輕自身重量,高強(qiáng)度優(yōu)質(zhì)鋼材逐步應(yīng)用于吊臂,先后應(yīng)用了16Mn鋼、Q550,Q690,Q800,Q960,甚至是Q1200等,鋼材強(qiáng)度不斷增大。不同型號(hào)及噸位的起重機(jī),吊臂板厚一般為4~10 mm。為保證吊臂質(zhì)量,對(duì)主焊縫提出了嚴(yán)格的要求,除不能出現(xiàn)咬邊、氣孔、裂紋、夾渣等焊接缺陷外,焊縫的沖擊韌性、抗拉強(qiáng)度等力學(xué)性能也必須滿足設(shè)計(jì)及使用要求。

圖1 典型吊臂工件照片
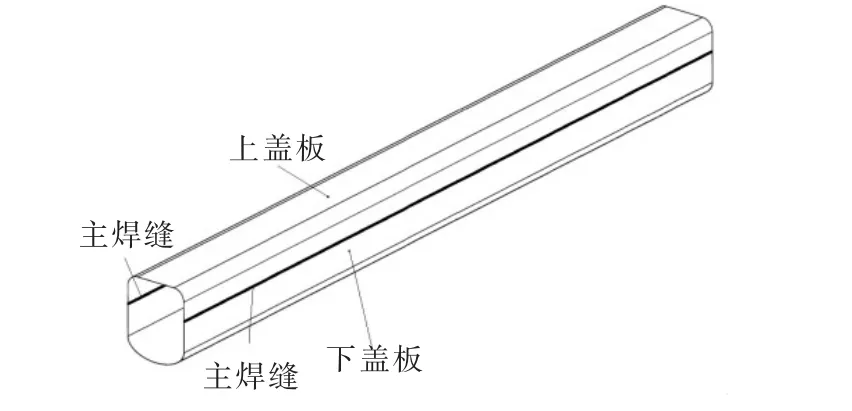
圖2 吊臂構(gòu)件及主焊縫示意圖
目前,吊臂主焊縫主要采用實(shí)心焊絲熔化極氣體保護(hù)焊技術(shù)進(jìn)行焊接。接頭一般設(shè)計(jì)成對(duì)接形式,開(kāi)V形或Y形坡口,在平焊位置進(jìn)行多層多道焊接[4-5]。為了控制焊接變形,一側(cè)的一道焊接完成后需翻轉(zhuǎn)工件,焊接另一側(cè);一般需要多次翻轉(zhuǎn)工件,交替完成兩側(cè)焊接。在此種生產(chǎn)方式下,焊縫熔透不穩(wěn)定,不能實(shí)現(xiàn)單面焊雙面成形,背面成形難以保證質(zhì)量;焊接熱輸入高,焊接變形大;焊材消耗量大;焊接制造效率低、成本高。
國(guó)內(nèi)外起重機(jī)的產(chǎn)品競(jìng)爭(zhēng)主要表現(xiàn)在吊臂的制造品質(zhì)、制造效率及制造成本的競(jìng)爭(zhēng)。起重機(jī)吊臂的制造品質(zhì)主要體現(xiàn)在焊接質(zhì)量,要確保吊臂在壽命期內(nèi)不發(fā)生斷裂、彎曲或影響正常使用的質(zhì)量事故,對(duì)焊縫內(nèi)部的質(zhì)量、外部成形質(zhì)量及相關(guān)力學(xué)性能有嚴(yán)格的質(zhì)量標(biāo)準(zhǔn)要求。吊臂的直線度是影響吊臂穩(wěn)定、可靠工作的一項(xiàng)主要品質(zhì)指標(biāo)。采用現(xiàn)有的焊接制造技術(shù)和方法,焊接制造過(guò)程中焊縫及周邊產(chǎn)生較大熱變形,導(dǎo)致吊臂直線度變化是目前國(guó)內(nèi)企業(yè)與國(guó)際相關(guān)龍頭企業(yè)在產(chǎn)品品質(zhì)上的主要差距。
激光-MAG復(fù)合焊是一種新興的優(yōu)質(zhì)高效焊接技術(shù),其基本原理是將激光熱源與電弧熱源通過(guò)旁軸或同軸的方式相結(jié)合,作用在同一熔池形成一種高效復(fù)合熱源進(jìn)行焊接。該焊接方法在一定條件下能夠?qū)崿F(xiàn)穩(wěn)定的單面焊雙面成形,保證焊縫背面的質(zhì)量要求,同時(shí)具有焊接速度快、熔深大等優(yōu)點(diǎn),在許多領(lǐng)域都得到了成功應(yīng)用[6-7]。哈爾濱焊接研究院有限公司制造的輪式起重機(jī)吊臂激光-熔化極電弧復(fù)合焊接系統(tǒng)在工程機(jī)械行業(yè)得到應(yīng)用,該系統(tǒng)采用平焊位置多層多道焊接,改善了現(xiàn)有實(shí)心焊絲熔化極氣體保護(hù)焊工藝無(wú)法解決的背面自由成形及熔透可靠性問(wèn)題,提高了焊接制造效率,減小了焊接變形[8-9]。據(jù)有關(guān)資料介紹,變形減少48%,焊絲填充量下降30%,效率明顯提高。但該方法仍然采用平焊位置焊接,需要翻轉(zhuǎn)吊臂進(jìn)行兩側(cè)主焊縫的焊接,每次翻轉(zhuǎn)時(shí)焊接停止,占用一定的時(shí)間,設(shè)備有效利用率受到影響,焊接變形雖然比原有方法有明顯減少,但與國(guó)際水平尚有差距。同時(shí)板厚大于4 mm的接頭仍然開(kāi)Y形坡口,每條焊縫進(jìn)行兩層兩道的焊接,吊臂需要翻轉(zhuǎn)3次。
2 吊臂焊接制造新技術(shù)方案
在對(duì)起重機(jī)吊臂的結(jié)構(gòu)、材質(zhì)、板厚、主焊縫特征及焊接制造質(zhì)量要求的基礎(chǔ)上,針對(duì)吊臂主焊縫的焊接,提出了一套優(yōu)質(zhì)、高效的焊接解決方案并開(kāi)展了相應(yīng)焊接方法和焊接工藝的研究工作。方案的核心技術(shù)稱(chēng)為“起重機(jī)吊臂激光-MAG復(fù)合高效橫焊技術(shù)”,該方案的要點(diǎn)如下。
(1)將吊臂現(xiàn)有的主焊縫平焊位置焊接改成橫焊位置焊接,工件一次裝夾定位不再翻轉(zhuǎn)。如此,若采用單個(gè)機(jī)器人的方案進(jìn)行焊接,可以在保證焊接質(zhì)量要求的前提下省去工件翻轉(zhuǎn)時(shí)間,增加焊接作業(yè)時(shí)間,進(jìn)一步提高制造效率;如若采用雙機(jī)器人雙側(cè)主焊縫同時(shí)對(duì)稱(chēng)焊接的方案,不但焊接效率可以再提高一倍,更為重要的是雙側(cè)主焊縫同時(shí)對(duì)稱(chēng)焊接,可以大幅度減少焊接變形,提升吊臂直線度精度,使其達(dá)到吊臂產(chǎn)品的世界制造水平和優(yōu)質(zhì)產(chǎn)品。
(2)焊接接頭設(shè)計(jì)成I形對(duì)接(等厚或不等厚)接頭,不開(kāi)坡口,減少焊材消耗,省去開(kāi)坡口工序,提高作業(yè)效率。
(3)采用自行研發(fā)的激光-MAG復(fù)合高效橫焊技術(shù)和吊臂主焊縫激光-MAG復(fù)合電弧一層一道橫焊焊接工藝,通過(guò)激光-MAG電弧穩(wěn)定可靠的小孔效應(yīng),實(shí)現(xiàn)單面焊雙面成形,焊縫背面熔透良好,正面成形滿足質(zhì)量要求,并且焊接速度可達(dá)1 m/min以上。
3 高效激光-MAG復(fù)合橫焊工藝
針對(duì)上述方案,開(kāi)展了大量的相應(yīng)工藝技術(shù)研究,文中僅列舉部分研究?jī)?nèi)容進(jìn)行說(shuō)明。
3.1 試驗(yàn)方案
圖3為激光-MAG復(fù)合橫焊原理示意圖。試件的焊縫處于橫焊位置,激光束垂直于試件表面,激光束在水平面內(nèi)與MAG焊槍夾角θ為20°~30°,光絲間距d為1~3 mm。試驗(yàn)采用最大激光功率為4 kW的光纖激光器,焦距為300 mm,光斑直徑0.4 mm。
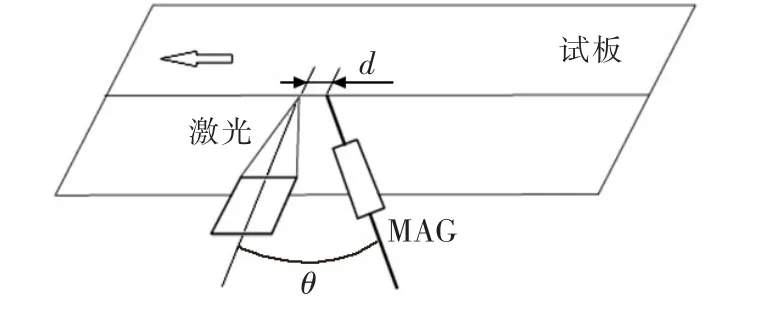
圖3 激光-MAG復(fù)合橫焊原理示意圖
3.2 試驗(yàn)材料
試板材料選用起重機(jī)吊臂目前常用的高強(qiáng)鋼Q800E,板厚分別為4 mm,6 mm,其化學(xué)成分見(jiàn)表1,主要力學(xué)性能見(jiàn)表2。焊絲采用GM-100,焊絲直徑1.2 mm;保護(hù)氣采用80%Ar+20%CO2。試驗(yàn)前用角磨機(jī)和鋼絲刷去除試板表面氧化膜,用丙酮或者酒精去除試板表面油污。
3.3 接頭設(shè)計(jì)
針對(duì)起重機(jī)吊臂的典型結(jié)構(gòu)及板厚尺寸,設(shè)計(jì)了三種類(lèi)型的坡口形式:①上蓋板和下蓋板板厚相同的I形坡口對(duì)接接頭,如圖4a所示;②上蓋板和下蓋板板厚不相同的I形坡口對(duì)接接頭。由于實(shí)際吊臂的最大板厚差為2 mm,該試驗(yàn)上蓋板和下蓋板分別采用4 mm和6 mm的板厚進(jìn)行試驗(yàn),如圖4b所示;③上蓋板和下蓋板存在10°自然角度的I形坡口對(duì)接接頭。該試驗(yàn)上蓋板和下蓋板分別采用4 mm和6 mm的板厚進(jìn)行試驗(yàn),如圖4c所示。

表1 Q800E鋼的化學(xué)成分(質(zhì)量分?jǐn)?shù),%)

表2 Q800E鋼的主要力學(xué)性能
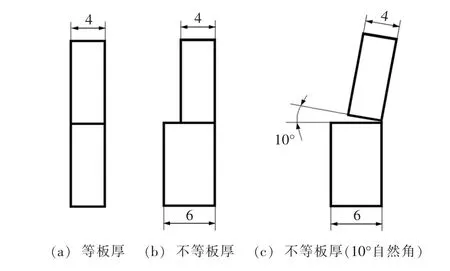
圖4 不同I形坡口對(duì)接接頭示意圖
3.4 試驗(yàn)參數(shù)
通過(guò)大量的試驗(yàn)研究和工藝優(yōu)化,實(shí)現(xiàn)了激光-MAG復(fù)合橫焊高速穩(wěn)定焊接和穩(wěn)定的單面焊雙面成形。主要工藝參數(shù)見(jiàn)表3。
3.5 試驗(yàn)結(jié)果
3.5.1 可行性驗(yàn)證試驗(yàn)
針對(duì)吊臂三種典型坡口形式,進(jìn)行激光-MAG復(fù)合橫焊工藝試驗(yàn),觀察焊接過(guò)程可以發(fā)現(xiàn),激光能夠?qū)崿F(xiàn)穩(wěn)定穿孔,MAG電弧穩(wěn)定,無(wú)焊接飛濺,焊接熔池?zé)o下淌現(xiàn)象。
圖5為焊縫外觀成形及斷面形貌照片,可以看出,焊縫正面成形良好,未出現(xiàn)咬邊、熔池下淌等焊接缺陷,焊縫背面熔透均勻一致,滿足焊縫外觀成形要求。

表3 焊接工藝參數(shù)

圖5 焊縫外觀成形及斷面形貌
從試驗(yàn)結(jié)果看,激光-MAG復(fù)合橫焊技術(shù)能夠?qū)崿F(xiàn)吊臂主焊縫三種典型接頭的單面焊雙面成形及單層單道焊接。與現(xiàn)有激光-MAG復(fù)合平焊技術(shù)相比,減少坡口加工工序,焊接速度提高到1 m/min,而且焊接過(guò)程無(wú)需翻轉(zhuǎn)工件,可顯著提高焊接效率,實(shí)現(xiàn)高效焊接。在焊材消耗方面,由于該工藝不需要開(kāi)坡口(I形坡口),可大幅節(jié)省焊接材料。
3.5.2 工況適應(yīng)能力試驗(yàn)
在實(shí)際焊接生產(chǎn)過(guò)程中,原材料、坡口加工、拼接組對(duì)、工裝夾具等有尺寸誤差,都會(huì)導(dǎo)致吊臂主焊縫接頭的間隙、錯(cuò)邊及激光焦點(diǎn)位置和工件位置等參數(shù)存在誤差。
按表3的工藝參數(shù),改變組對(duì)間隙、錯(cuò)邊、激光焦點(diǎn)位置和工件位置進(jìn)行試驗(yàn),研究激光-MAG復(fù)合橫焊對(duì)實(shí)際生產(chǎn)工況的適應(yīng)能力。
圖6和圖7分別顯示的是等板厚I形坡口和不等板厚I形坡口對(duì)焊接時(shí),間隙和錯(cuò)邊大小對(duì)焊縫成形的影響。
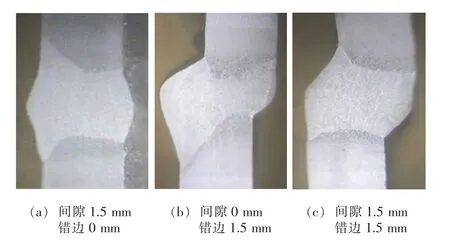
圖6 間隙和錯(cuò)邊對(duì)焊縫成形的影響(等板厚I形坡口)
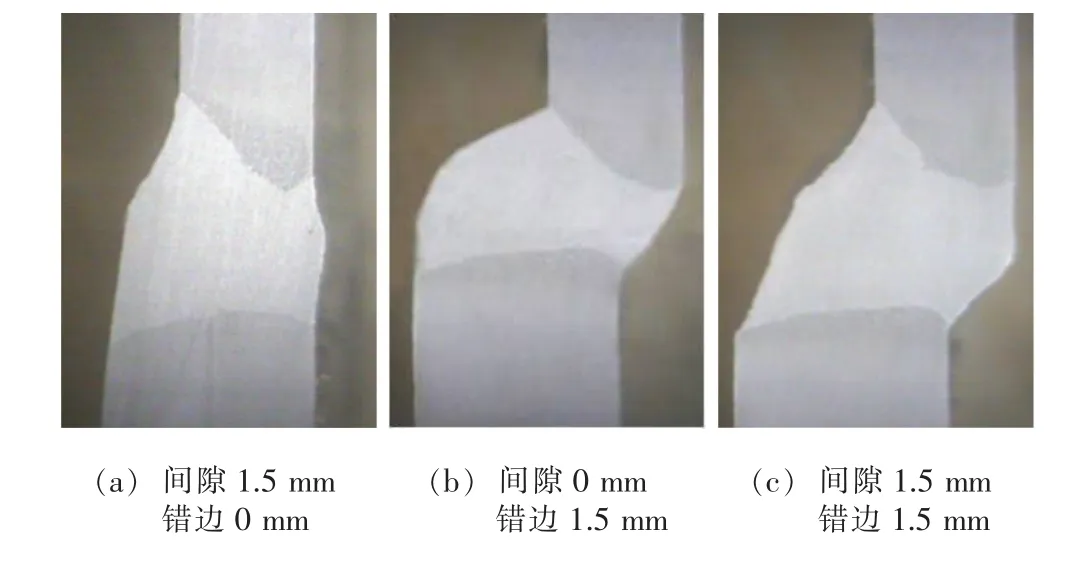
圖7 間隙和錯(cuò)邊對(duì)焊縫成形的影響(不等板厚I形坡口)
試驗(yàn)表明,間隙在1.5 mm以?xún)?nèi)時(shí),焊縫正面成形飽滿、均勻美觀,焊縫背面熔透良好。如果繼續(xù)增大間隙,焊縫正面無(wú)法填滿,將出現(xiàn)下塌和咬邊缺陷。同時(shí),由于間隙過(guò)大,激光光束將從間隙穿過(guò),不能實(shí)現(xiàn)與MAG電弧的復(fù)合作用,造成背面不能焊透。錯(cuò)邊大小主要影響激光的穿透能力及正面成形,試驗(yàn)表明,錯(cuò)邊1.5 mm時(shí),激光仍然能夠?qū)崿F(xiàn)穩(wěn)定穿孔,焊縫成形能夠滿足要求。該工藝能夠適應(yīng)最大1.5 mm間隙和最大1.5 mm錯(cuò)邊同時(shí)存在的工況。
以上結(jié)果表明,對(duì)于等板厚和不等板厚兩種工況的I形坡口對(duì)接接頭,激光-MAG復(fù)合橫焊工藝對(duì)間隙和錯(cuò)邊的適應(yīng)范圍都在0~1.5 mm范圍內(nèi)。
圖8顯示的是10°自然角I形坡口對(duì)接時(shí),間隙和錯(cuò)邊對(duì)焊縫成形的影響。該種工況相當(dāng)于開(kāi)V形坡口進(jìn)行焊接,需要的填充金屬較大,當(dāng)間隙和錯(cuò)邊大于1 mm時(shí),使用表3的規(guī)范焊接,焊縫正面無(wú)法填滿,焊縫成形效果較差。激光-MAG復(fù)合橫焊工藝對(duì)10°自然角I形坡口對(duì)接間隙和錯(cuò)邊的適應(yīng)范圍為0~1.0 mm。
圖9為激光焦點(diǎn)位置對(duì)焊縫成形影響的典型照片。可發(fā)現(xiàn),激光焦點(diǎn)作用在焊縫中心線兩側(cè)1 mm范圍之內(nèi)時(shí),焊縫兩側(cè)熔合情況都比較良好,能夠滿足實(shí)際生產(chǎn)要求。
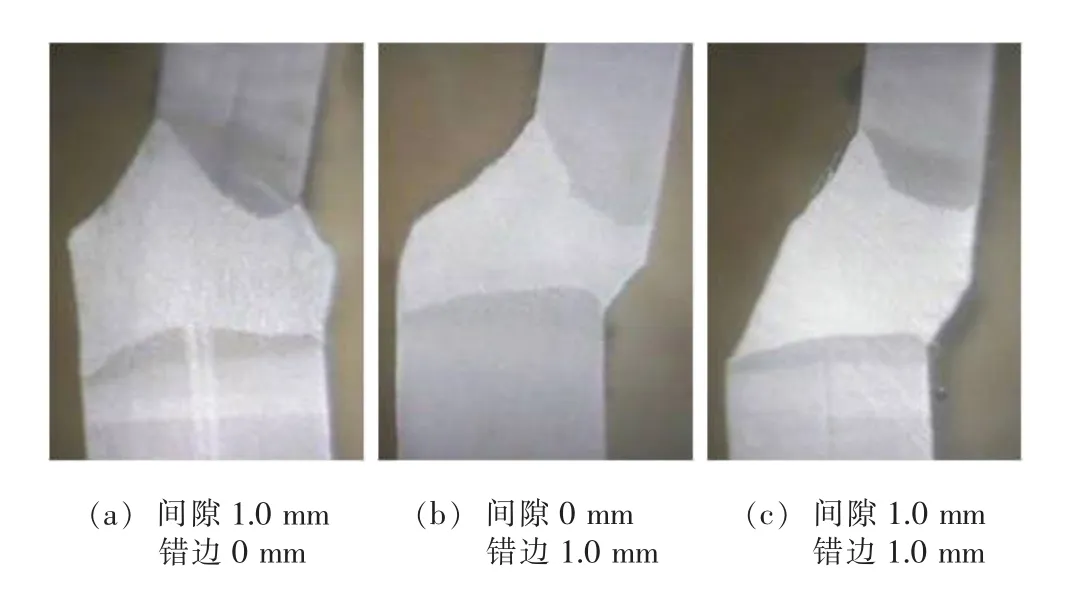
圖8 間隙和錯(cuò)邊對(duì)焊縫成形的影響(10°自然角I形坡口)
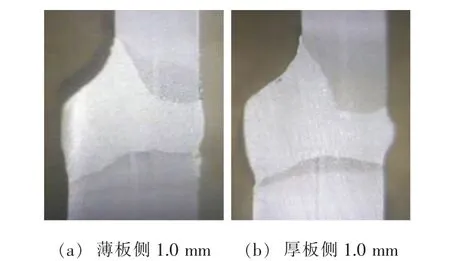
圖9 焦點(diǎn)位置對(duì)焊縫成形的影響
研究表明,焦點(diǎn)作用在薄板一側(cè)的焊縫背面熔寬比焦點(diǎn)作用于厚板一側(cè)的略大,這與焊縫兩側(cè)的散熱條件不同有關(guān)[10]。如果焦點(diǎn)位置偏離焊縫中心1 mm以上,焊縫容易出現(xiàn)熔合不良甚至未熔合現(xiàn)象。
實(shí)際工程中,由于工裝、平臺(tái)或吊臂自身形狀的誤差,可能會(huì)引起吊臂傾斜一定角度。圖10為吊臂左右傾斜角度對(duì)焊縫成形影響的典型照片,可以看出,左右傾斜在5°范圍以?xún)?nèi)時(shí),激光-MAG復(fù)合橫焊的焊縫成形良好,滿足實(shí)際工程要求。
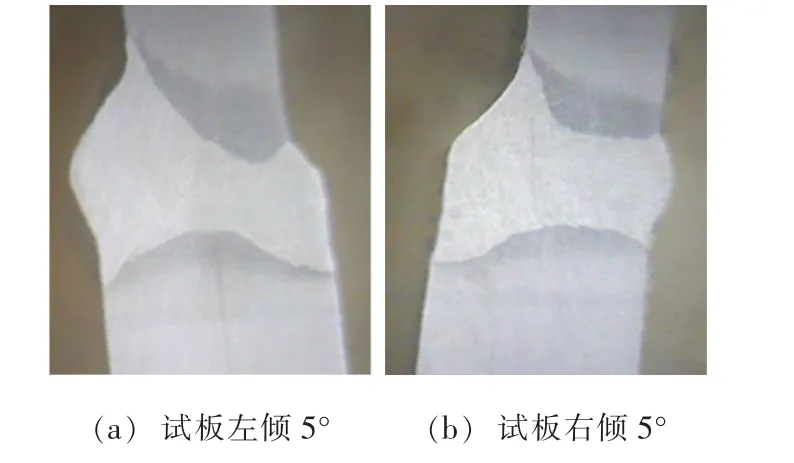
圖10 工件位置對(duì)焊縫成形的影響
3.5.3 性能檢測(cè)
依據(jù)國(guó)家標(biāo)準(zhǔn)GB/T 3323—2005《金屬熔化焊焊接接頭射線照相》對(duì)激光-MAG復(fù)合焊橫焊焊縫進(jìn)行X射線檢測(cè),焊縫內(nèi)部未發(fā)現(xiàn)圓形缺陷和條形缺陷,也未發(fā)現(xiàn)未焊透、根部?jī)?nèi)凹及根部咬邊等缺陷,結(jié)果符合I級(jí)焊縫標(biāo)準(zhǔn)。
依據(jù)國(guó)家標(biāo)準(zhǔn)GB/T 2650—2008《焊接接頭沖擊試驗(yàn)方法》和 GB/T 2651—2008《焊接接頭拉伸試驗(yàn)方法》檢測(cè)激光-MAG復(fù)合橫焊焊接接頭的拉伸和沖擊性能,結(jié)果見(jiàn)表4和表5。

表4 Q800E鋼焊接接頭拉伸試驗(yàn)結(jié)果

表5 Q800E鋼焊接接頭沖擊試驗(yàn)結(jié)果
由拉伸試驗(yàn)結(jié)果可知,焊接接頭的抗拉強(qiáng)度顯著高于Q800E高強(qiáng)鋼的最低抗拉強(qiáng)度。因此,Q800E高強(qiáng)鋼激光-MAG復(fù)合橫焊焊接接頭抗拉強(qiáng)度合格,滿足工件實(shí)際應(yīng)用要求。
由于吊臂筒體的厚度較薄,采用非標(biāo)準(zhǔn)尺寸試樣(2.5 mm×10 mm×55 mm)進(jìn)行沖擊試驗(yàn),沖擊吸收能量也按比例減小,即該試驗(yàn)中沖擊吸收能量大于6.75 J(表1中Q800E最低沖擊吸收能量的四分之一)即滿足要求。由表5可以看出,焊接接頭各個(gè)位置的沖擊吸收能量均為最低規(guī)定值的2倍以上,焊接接頭沖擊性能良好,滿足工件實(shí)際應(yīng)用要求。
4 結(jié)論
(1)激光-MAG復(fù)合高效橫焊技術(shù)通過(guò)激光小孔效應(yīng)能夠穩(wěn)定高效地實(shí)現(xiàn)起重機(jī)吊臂主焊縫的單面焊雙面自由成形,焊縫外觀質(zhì)量、接頭拉伸性能和沖擊性能滿足相關(guān)工程應(yīng)用標(biāo)準(zhǔn)。
(2)該技術(shù)對(duì)吊臂主焊縫接頭的間隙、錯(cuò)邊及激光焦點(diǎn)位置和工件位置的實(shí)際工況適應(yīng)能力較強(qiáng),能夠適應(yīng)行業(yè)現(xiàn)有的前道工序下料、成形及組對(duì)工藝的要求。
(3)實(shí)際工程應(yīng)用中,焊接速度可達(dá)1 m/min,實(shí)現(xiàn)高效橫焊焊接。
(4)不開(kāi)坡口的I形對(duì)接接頭設(shè)計(jì),以及兩側(cè)同時(shí)橫焊,減少了坡口加工量,省去了工件翻轉(zhuǎn)工序,提高焊接制造效率,并可顯著減少焊材消耗,降低了吊臂焊接制造成本。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07