600 MPa級(jí)冷軋高強(qiáng)鋼翹皮缺陷問題的分析
2020-07-27 04:42:24李春誠(chéng)郭曉靜左海霞蘇崇濤
四川冶金 2020年2期
關(guān)鍵詞:生產(chǎn)
李春誠(chéng), 郭曉靜, 左海霞, 蘇崇濤, 海 超
(本鋼板材股份有限公司技術(shù)研究院,遼寧 本溪 117000)
近年來隨著汽車工業(yè)的發(fā)展,對(duì)汽車板表面質(zhì)量的要求越來越高,促使鋼鐵企業(yè)在控制產(chǎn)品質(zhì)量方面不斷進(jìn)行改進(jìn)。表面缺陷是影響鋼板質(zhì)量的一個(gè)重要指標(biāo),鋼板常見的表面缺陷有翹皮、夾雜、裂紋等,其中有些缺陷可以通過煉鋼后續(xù)工序得到控制或者消除,但有些缺陷則會(huì)因軋制而得到擴(kuò)展和延伸。翹皮一般存在于帶鋼的邊部,缺陷的形貌呈長(zhǎng)條小結(jié)疤狀,有時(shí)也呈龜紋狀、發(fā)紋狀、塊狀、舌狀或魚鱗狀,其位置相對(duì)固定,大多數(shù)分布在帶鋼兩邊距離邊部15~50 mm范圍內(nèi),上表面和下表面都可能存在,在帶鋼全長(zhǎng)方向上呈斷續(xù)分布[1]。翹皮是熱軋生產(chǎn)過程中嚴(yán)重影響表面質(zhì)量的缺陷[2-5],帶鋼邊部翹皮需要通過后續(xù)工序切除,嚴(yán)重影響鋼卷的成材率,同時(shí)又降低生產(chǎn)效率,在冷軋工序有些甚至因供貨寬度規(guī)格要求而無法切除,最終影響供貨及用戶使用。因此,研究翹皮缺陷形成原因及如何采取控制措施成為極其重要的課題。
通過對(duì)國(guó)內(nèi)某鋼廠生產(chǎn)存在翹皮缺陷問題的厚度為3.2 mm熱軋帶鋼進(jìn)行取樣分析,研究了可能引起翹皮缺陷的成因,采用微觀檢驗(yàn)分析與工業(yè)生產(chǎn)驗(yàn)證確定了造成該高強(qiáng)鋼翹皮缺陷的主要原因,通過對(duì)形成翹皮缺陷有影響的因素實(shí)施管控,制定改善鋼板表面質(zhì)量的措施,成功解決鋼板表面翹皮缺陷,對(duì)于滿足后續(xù)生產(chǎn)起到積極作用。
1 試驗(yàn)方法與分析
1.1 宏觀檢驗(yàn)
對(duì)某鋼廠生產(chǎn)的規(guī)格為3.2 mm×1210 mm供冷軋高強(qiáng)鋼的熱軋?jiān)线M(jìn)行觀察時(shí)發(fā)現(xiàn),在距離其邊部30~40 mm處存在斷續(xù)條狀的翹皮缺陷,但縱向分布沒有顯著的規(guī)律,翹皮缺陷在該爐鋼坯中均有出現(xiàn)。在帶鋼尾部取樣,宏觀形貌如圖1(a)所示,后續(xù)酸洗、冷軋生產(chǎn)雖經(jīng)過切邊,但翹皮缺陷仍不能被消除,冷軋生產(chǎn)時(shí)帶鋼邊部仍可明顯看到翹皮缺陷,如圖1(b)所示,這大大影響了最終產(chǎn)品的表面質(zhì)量。

(a)熱軋翹皮缺陷的宏觀形貌

(b)冷軋翹皮缺陷的宏觀形貌圖1 鋼板翹皮缺陷的宏觀形貌Fig.1 Macroscopic appearance ofupwarp defect of steel plate
1.2 微觀檢驗(yàn)
對(duì)熱軋鋼板的缺陷部位進(jìn)行取樣,去除缺陷處的氧化鐵皮,打磨拋光處理后,對(duì)試樣進(jìn)行金相組織觀察,翹皮缺陷處晶粒比正常部位粗大,如圖2所示。對(duì)翹皮和因翹皮缺陷脫落后在鋼板上形成的凹坑檢驗(yàn)發(fā)現(xiàn):翹皮部位脫碳嚴(yán)重,組織為鐵素體+少量滲碳體,晶粒相對(duì)粗大;凹坑基體邊緣有明顯的脫碳層,組織為鐵素體,基體組織為鐵素體+珠光體,且晶粒細(xì)小。
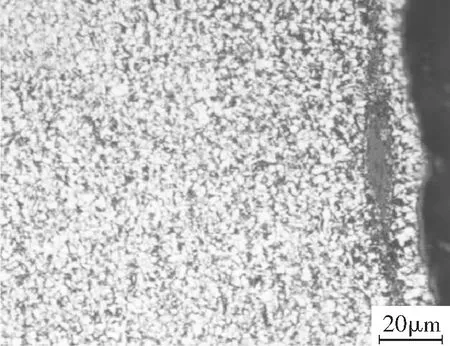
(a)翹皮缺陷部位的金相組織
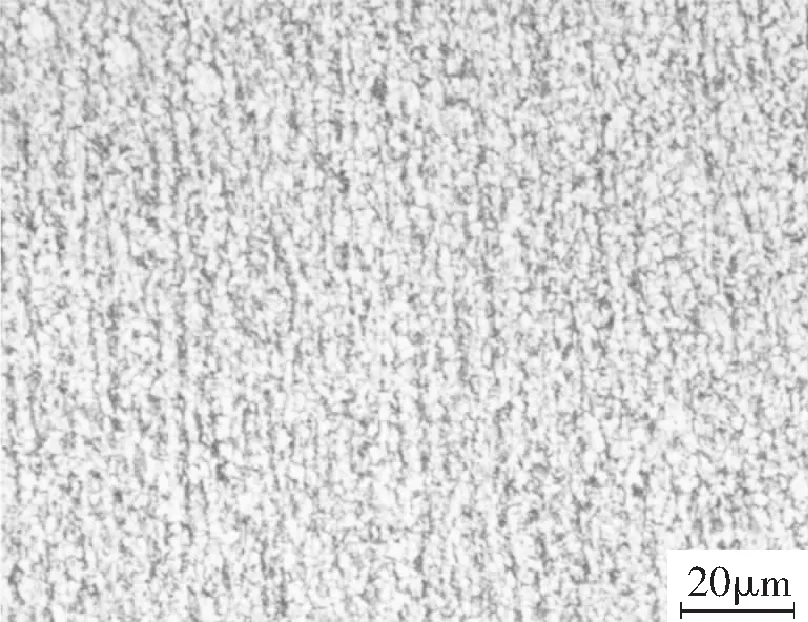
(b)正常部位的金相組織圖2 熱軋鋼板的金相組織Fig.2 Metallographic structure of hot rolled steel sheet
對(duì)熱軋板缺陷部位表面宏觀形貌進(jìn)行電鏡觀察,如圖3所示。試樣表面缺陷呈現(xiàn)坑狀,經(jīng)超聲波清洗后通過掃描電鏡觀察缺陷部位形貌并進(jìn)行定性成分分析,如圖4所示。沿垂直于缺陷表面方向切割后磨制截面金相試樣,觀察缺陷部位對(duì)應(yīng)位置形貌并進(jìn)行定性成分分析,如圖5所示。通過能譜分析可知,缺陷部位成分主要有Fe、O、Mn、Na、Mg、Si、S、Ca等元素,如表1和表2所示。由于這些成分元素和結(jié)晶器保護(hù)渣的成分相近,且缺陷處組織與基體組織為正常組織。通過對(duì)熱軋生產(chǎn)設(shè)備和工藝執(zhí)行情況進(jìn)行檢查并與以往該類規(guī)格產(chǎn)品生產(chǎn)對(duì)比,并未發(fā)現(xiàn)異常狀況,符合相關(guān)生產(chǎn)要求。在缺陷處發(fā)現(xiàn)外來夾雜物,由此可以斷定裂紋在結(jié)晶器中彎月面附近產(chǎn)生的可能性較大。因此,分析認(rèn)為該缺陷與煉鋼連鑄工序中結(jié)晶器保護(hù)渣卷入鑄坯表層有關(guān),且后續(xù)熱軋生產(chǎn)不具備消除該缺陷的條件。
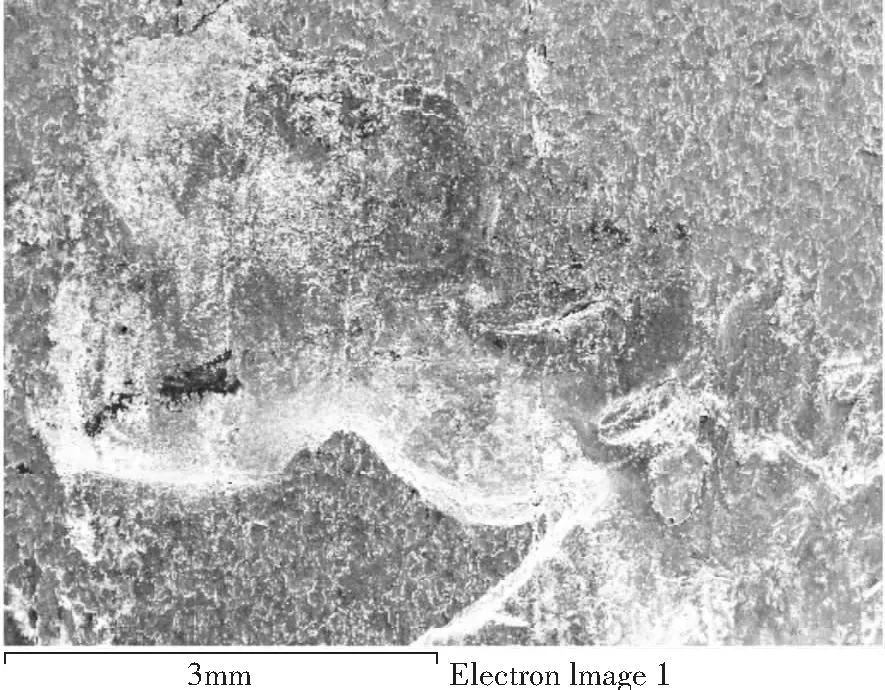
圖3 熱軋鋼板表面缺陷部位在掃描電鏡下的宏觀形貌Fig.3 Macroscopic morphology of surface defects under scanning electron microscopy

圖4 缺陷部位表面形貌Fig.4 Surface topography of the defect

表1 缺陷部位表面的能譜分析
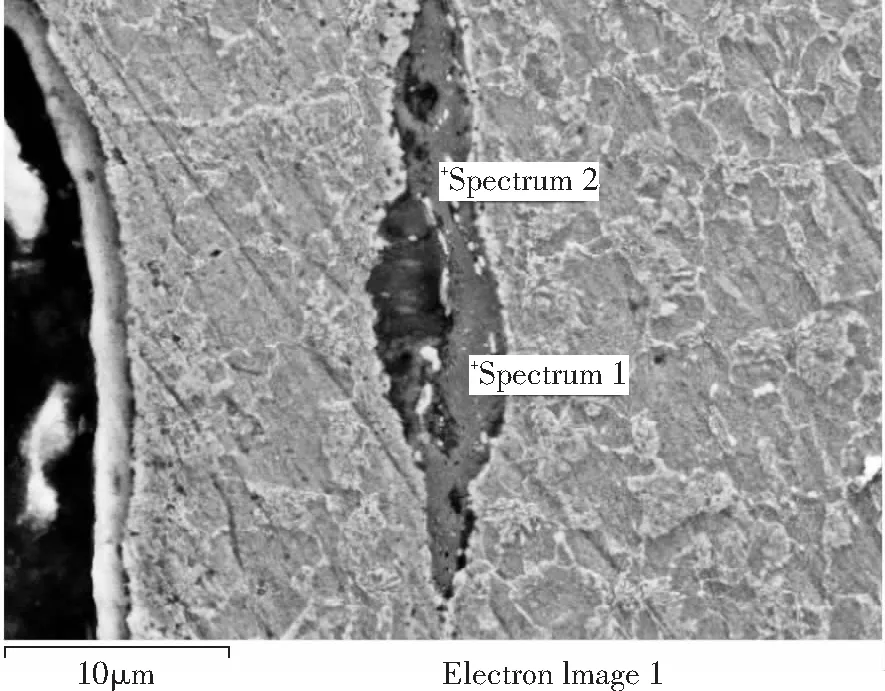
圖5 缺陷部位對(duì)應(yīng)截面形貌Fig.5 Corresponding cross-section of the defect
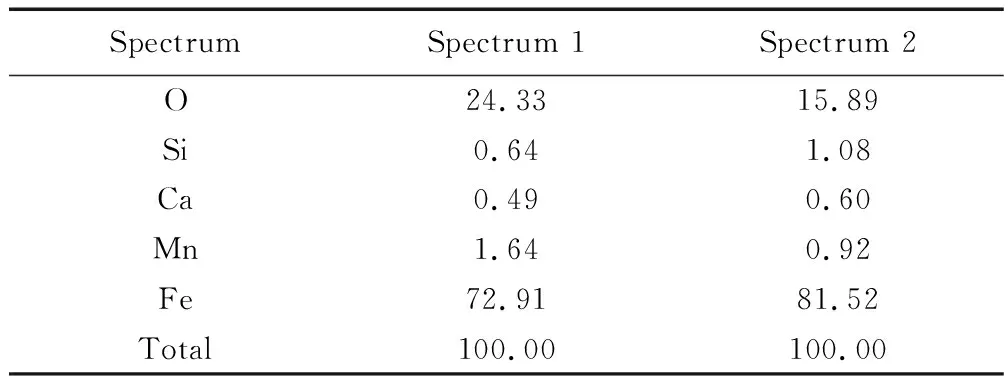
表2 缺陷部位對(duì)應(yīng)截面的能譜分析Table 2 Energy spectrum analysis of the corresponding section of the defect
2 試驗(yàn)結(jié)果與討論
2.1 翹皮形成機(jī)理分析
國(guó)內(nèi)許多研究發(fā)現(xiàn)造成翹皮缺陷的主要原因有鑄坯中的氣泡、鑄坯表面和邊部開裂、結(jié)晶器保護(hù)渣的混入、側(cè)壓力定寬機(jī)參數(shù)的調(diào)整及表面氧化鐵皮的軋入等[6-9]。通過對(duì)煉鋼廠連鑄板坯的表面清理檢查,板坯自動(dòng)清理機(jī)處理檢查,以及后續(xù)軋制生產(chǎn)跟蹤情況,發(fā)現(xiàn)當(dāng)連鑄坯表面含有較多“氣孔”和夾雜缺陷時(shí),后續(xù)軋制生產(chǎn)檢測(cè)發(fā)現(xiàn)翹皮缺陷的發(fā)生率較高。因此,可以初步推斷翹皮缺陷是由于鑄坯內(nèi)部存在氣泡,鑄坯表面較密集的氣泡在軋制過程中沿軋制方向延伸,最終在鋼板表面逸出,導(dǎo)致表皮分層并形成翹皮缺陷;當(dāng)含有較多“氣孔”和夾雜缺陷的鑄坯,經(jīng)過軋制變形,中間坯角部低溫區(qū)在一定的立輥側(cè)壓作用下產(chǎn)生變形,形成角部裂紋,這種裂紋在隨后的變形過程中,在軋制中不能焊合,形成沿軋制方向的斷續(xù)迭層的“翹皮”,并在中間坯側(cè)邊“翻邊”過程中向板坯上下表面翻轉(zhuǎn),最終分布在熱軋板邊部區(qū)域。本試驗(yàn)缺陷部位檢驗(yàn)Na、Mg、Si、S、Ca為鋼板中的夾雜物元素成分。因此,可以推測(cè)該翹皮缺陷是煉鋼生產(chǎn)過程中產(chǎn)生的。
2.2 翹皮的控制措施
翹皮缺陷應(yīng)在生產(chǎn)過程中及時(shí)發(fā)現(xiàn)、及時(shí)處理,同時(shí)日常生產(chǎn)要提前做好預(yù)防工作。翹皮缺陷的控制措施如下:
(1)加強(qiáng)設(shè)備的管理和維護(hù)。針對(duì)易發(fā)生翹皮缺陷的鋼種集中發(fā)生的日期、澆鑄號(hào)、爐次,對(duì)應(yīng)其連鑄機(jī)狀態(tài)進(jìn)行把控,澆鑄間隙做好結(jié)晶器檢查和輥?zhàn)訚?rùn)滑、噴嘴檢查等工作。
(2)優(yōu)化排產(chǎn)計(jì)劃。生產(chǎn)組織上盡可能將易發(fā)生翹皮缺陷的鋼種有針對(duì)性地進(jìn)行排產(chǎn),將其安排在連鑄機(jī)檢修前期、中期進(jìn)行澆注,盡量減少翹皮發(fā)生的可能性。
(3)加強(qiáng)重點(diǎn)板坯管理。對(duì)鋼板表面質(zhì)量等級(jí)要求FC級(jí)及其以上產(chǎn)品,應(yīng)對(duì)板坯表面進(jìn)行有效清理,特別是澆注異常的板坯以及頭、尾坯表面易產(chǎn)生翹皮缺陷的位置,加強(qiáng)對(duì)這些板坯的重點(diǎn)檢查和恰當(dāng)清理,盡可能去除板坯的表面缺陷,保證坯料的表面質(zhì)量和后續(xù)生產(chǎn)順行。
(4)優(yōu)化原料、輔料管理制度。高度重視耐火材料、保護(hù)渣等原輔料的管理工作,減少其對(duì)板坯質(zhì)量造成的不良影響,制定精煉-連鑄之間合理的溫度和時(shí)間制度,保證生產(chǎn)過程穩(wěn)定操作。
(5)適宜的熱軋加熱制度。熱軋生產(chǎn)要嚴(yán)格控制板坯在加熱爐的加熱時(shí)間和溫度,采用合理的加熱制度,使板坯受熱均勻,在能耗允許的前提下,盡可能提高板坯出爐溫度,防止板坯局部過燒或過熱,尤其是生產(chǎn)含銅量較高的板坯。
(6)合理的控軋控冷工藝制度。根據(jù)成品寬度和坯料寬度的要求,將立輥的減寬量控制在合適的范圍內(nèi),在立輥軋制力允許的條件下,盡量采用大變形可以減少翹皮缺陷的發(fā)生率。在軋制傳輸過程中,添加一定保溫措施,如卷取箱和保溫罩等,同時(shí)適當(dāng)提高軋制速度來盡量減少邊尾部與芯部的溫差。
目前采取上述控制措施后,生產(chǎn)上取得了一定成效,鋼板的翹皮缺陷得到抑制,降低了鑄坯的清理難度,提高了鋼板的表面質(zhì)量和成材率,滿足用戶的使用要求。
3 結(jié)論
(1)翹皮缺陷主要分布在帶鋼邊尾部,在距離其邊部30~40 mm處,縱向分布沒有顯著的規(guī)律。
(2)翹皮缺陷產(chǎn)生的主要原因是,連鑄工序中結(jié)晶器保護(hù)渣卷入鑄坯表層,經(jīng)過軋制變形,中間坯角部低溫區(qū)在一定的立輥側(cè)壓作用下產(chǎn)生變形形成裂紋,在隨后的軋制變形過程中不能焊合,形成沿軋制方向的翹皮。
(3)加強(qiáng)設(shè)備的檢查和維護(hù),合理安排生產(chǎn)計(jì)劃,重點(diǎn)加強(qiáng)板坯管理,優(yōu)化原輔料和生產(chǎn)工藝制度,可以有效控制翹皮缺陷的產(chǎn)生。
猜你喜歡
江蘇安全生產(chǎn)(2022年9期)2022-11-02 07:01:24
中國(guó)化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國(guó)化肥信息(2020年7期)2020-03-19 01:54:02
中國(guó)軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
消費(fèi)導(dǎo)刊(2017年24期)2018-01-31 01:29:23
中國(guó)制筆(2017年2期)2017-07-18 10:53:09
現(xiàn)代企業(yè)(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
