零部件廠內物流自動化的研究和成果
2020-07-31 09:10:52趙宏鵬
天津科技 2020年7期
王 娜,趙宏鵬,陸 明
(天津一汽豐田汽車有限公司 天津300457)
1 研究背景和現狀說明
1.1 研究背景
筆者所在整車廠是某個日產量超 1000臺的主力工廠,實際生產節拍不到 1min。目前生產 3個車型,零部件點數將近 5000點。由于節拍快、產量大、貨量高、空間小,對零部件的物流提出了很高的要求,建廠以來十幾年間持續進行的作業和流程改善,已經消除了大部分浪費,實現了少人化、效率化的工廠內物流,成為了國內工廠內物流領域的行業標桿。
隨著各種浪費的不斷消除,改善的空間逐步縮小,改善的難度逐漸增大,再通過傳統的作業分析和流程分析等方法很難繼續遞減人工,同時考慮到新車型的導入、零部件點數的增加帶來的作業增加,未來人工遞減的目標很難達成。因此,生產管理部近幾年來開始大力推進工廠內物流自動化項目,通過自動化設備的引入逐步提高作業效率,減少作業人員。筆者所在生產線作為工廠內物流自動化的試點,開始了相關項目的企劃與實施,本文將從現狀分析、項目企劃、實施進度和實際效果方面進行介紹。
1.2 現狀說明
1.2.1 工廠內物流概述
零部件內物流管理的范圍是零部件自卸裝到工廠開始一直到供給至生產線側的全過程,同時還包括空箱從生產線返還至空箱置場再裝載到卡車上的空箱返回過程(圖1)。
①裝卸貨區主要有2個功能:一是將按時納入的零部件及時卸到驗收區;二是將下一個循環的空箱在卡車預定出發前全部裝入卡車。
②檢收區有2個功能:一是確認到貨訂單同預定到貨訂單是否一致;二是確認到貨訂單中的零部件信息是否和實際到貨一致,主要確認零部件的番號和箱數。
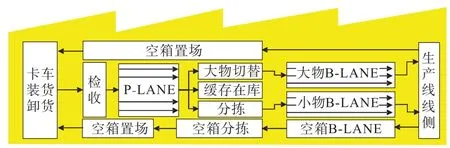
圖1 工廠內物流運用模式Fig.1 In-plant logistics application mode
③P-lane有 3個功能:一是進度供給,結合生產進度進行供給,原則是每下線一臺車供給一臺份的零部件;二是多回分割,綜合每日貨量和鏈數制定訂單數,根據訂單數對每日納入量進行多回分割,實現小批量供給;三是進度吸收,當生產線停線而外物流無法停止時,P-lane可以吸收此部分的差異以滿足生產。
④分揀區為線側供給前的準備,將每一條 P-lane的零部件從訂單單位轉換成供給路線單位。
⑤在庫區是調整納入量和線側需求量的場所。
⑥大物切替區是按照供給計劃將從 P-lane出來的大物按照供給路線進行臺車切替。
⑦大小物 B-lane的功能,牽引車于此按照指示將零部件運送至線側。
⑧空箱 B-lane的功能,線側回收回來的空箱同空箱作業區交接,從線側回收回來的空箱臺車放置在此區域,之后由空箱作業人員進行作業。
⑨小物空箱分揀區,從線側回收回來的空箱(除零部件棚對象零部件空箱)會按照貨垛標準在此區域進行多退少補的作業,而零部件棚的對象零部件空箱則會全部卸到空箱分揀場,待零部件棚供給完成后作業者帶著零部件棚對象供應商的托盤到空箱分揀區進行空箱收斂作業。空箱被碼放成一個貨垛以后進入空箱捆包區。
⑩大小物空箱置場是以供應商為單位的空箱在庫放置場所,待裝上卡車返回供應商。
1.2.2 物流流程及作業說明
以小物為例,按照運用的流程劃分為 2個部分,一是零部件搬運,二是空箱返卻。零部件搬運包括從裝卸貨區卸貨開始到線側供給的整個過程,而空箱返卻則是從線側回收空箱開始一直到裝上卡車的過程。
按照作業種類劃分為4個部分:一是叉車循環作業,包括從卡車→檢收場→P鏈→AGV臺車鏈以及空箱置場→空箱待發區→Dock的整個作業;二是人工循環作業,即零部件分揀工程;三是電瓶車循環作業,包括 AGV臺車鏈→B-lane以及 B-lane→空箱置場的整個作業;四是電瓶車+人工復合作業,包括 B鏈→線側以及線側→B-lane的過程(圖2)。
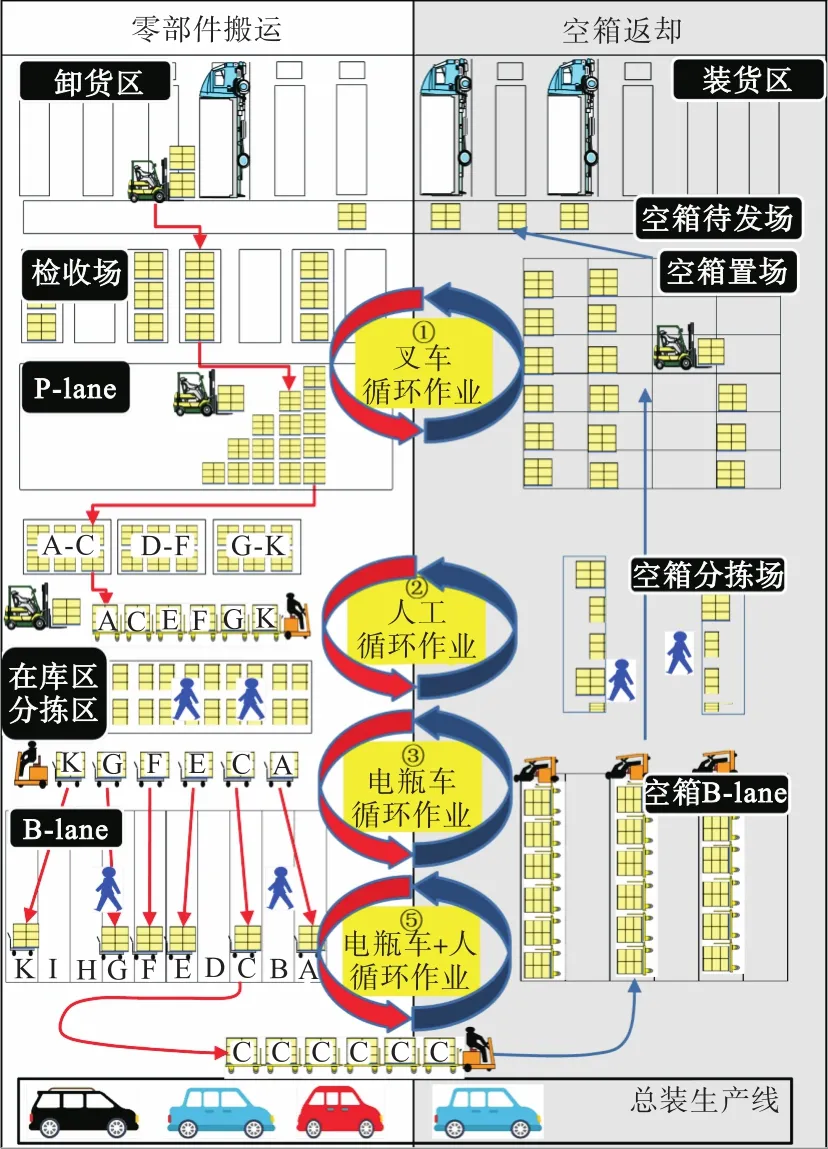
圖2 小物作業流程Fig.2 Small parts operation process
1.2.3 當前運作模式存在的主要問題
目前的物流運作模式是基于豐田生產方式,基于豐田的經驗,結合工廠的實際情況考慮多方因素,權衡利弊后最終建立起來的,但是無論什么樣的運作模式都可能會存在浪費,需要在之后的運行過程中不斷進行問題的發現和改善。
①停工等待的浪費。物流環節中,發生作業等待的情況還是比較多的,比如在卸貨區,可能會出現作業者在一定時間段內沒有裝卸貨的作業可做,因為這段時間沒有卡車進入裝卸區。而這種現象可能發生在和外物流相關的每一個作業環節,改善的方法則是讓卡車進入裝卸區的時間更加平準化。再比如線側零部件供給組,也會出現個別路線由于安排不合理或者基準時間設定偏差造成實際作業出現等待的現象,故需對供給路線或基準時間重新進行設計和測量。
②搬運的浪費。除去準時化生產所必須的搬運,其他的任何一種搬運都是浪費。例如一些零部件在最開始企劃階段滿足進入零部件棚的標準,就將這些零部件設置成為零部件棚對象品。但隨著每年每月產量的變化,零部件的使用量也發生了變化,那么有可能就不滿足進入零部件棚的標準了,但是由于檢證時間不足等原因就會存在在一定期間內還需要作為零部件棚的零部件進行運用,這樣就造成了零部件棚搬運和零部件棚取出等相關作業的浪費。為了改善這種情況就需要在之后的檢證中注意變化點的出現,及時了解變化點的內容并對變化點帶來的影響進行確認和處理。
③庫存的浪費。由于零部件在物流環節中設定的在庫過多而導致的浪費,比如線側必要安全時間為 1h,但由于種種原因實際設定了 2h,那么多出來的 1h就是庫存的浪費,而為多出的 1h所產生的人力、物力、財力就構成了系列浪費。再比如零部件可以不經過分揀區直接供給到交接區,但實際狀況是經過了分揀區,那么在分揀區前后的搬運以及在分揀區的在庫就造成了搬運的浪費和庫存的浪費。
④動作的浪費。在實際的搬運過程標準作業中規定了應該怎么去完成一項工作,但是規定的步驟有可能同實際作業不一致,這樣就可能造成動作的浪費。需要修改作業標準書來達到改善的目的。
實際上,在正常的生產活動中,浪費是肯定存在的,所以我們要不斷地發現身邊的浪費,不斷地進行改善,以實現PDCA這個循環。PDCA循環法的4個階段環環相扣緊密相關,在項目的管理中起著重要的作用。項目管理人員在工作中應認清這 4個階段的具體工作職能,通過對項目的循環管理,提高項目管理的水平,保證項目的順利實施。
2 打造工廠自動化物流的預想
2.1 物流自動化改造方向分析
根據當前物流模式的現狀和存在的問題,結合當前的物流自動化設備發展,對每一個環節、每一項分類進行了總結(圖3)。
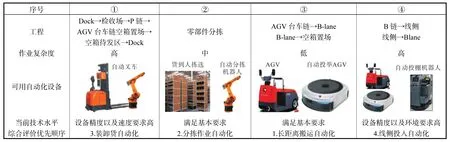
圖3 工廠自動化物流改造方向分析Fig.3 Analysis on transformation of factory automation logistics
2.2 物流自動化改造實施步驟
通過上一節對各工程物流自動化改造方向的分析,綜合考慮成本、效果、技術能力、緊急度等問題,按照:長距離搬運自動化→分揀作業自動化→裝卸貨自動化→線側投入自動化這 4個階段推進工廠物流自動化項目。
2.2.1 長距離搬運自動化
目前構內物流中長距離的搬運都是由人開著牽引車或者叉車來進行的,但是本身此工作只實現了零部件在空間上的位置移動,并無其他附加價值,并且市場上能夠使用的自動化設備能夠滿足原有的需求,因此長距離搬運的自動化成為了首先要解決的問題。目前通過AGV、托舉AGV可以實現此功能,技術成熟、應用廣泛、價格較低,因此確定第一階段自動化改造的重點是長距離搬運作業。
2.2.2 分揀作業自動化
目前構內物流中還存在著完全依靠人去分揀的作業環節,此過程中不可避免地會出現人的行走、動作,也會因此而產生一定的安全隱患。當前可以通過貨到人的方式解決人的行走及安全問題,對于面積也會有一定的節省,所以將此步驟作為第二步實施的內容。
2.2.3 裝卸貨自動化
目前雖然有自動叉車,但是對運搬前后工程的位置精度要求很高,而實際的操作中很難保證這樣的精度,所以應用范圍很窄。同時自動叉車的速度也比人工作業的速度低,因此技術水平還有待提高。
2.2.4 線側投入自動化
以當前的運用模式來說,自動投棚需要完成識別、拿取、調整、舉升、投入、確認等一系列的動作,非常復雜。所以當前的技術水平的應用度較低,且成本較高。
3 實施進度和效果
3.1 小物構內物流運搬的自動化
3.1.1 項目背景
之前小物 P-lane→B-lane→空箱 B-lane→空箱卸下的整個過程的運轉是分散化人工駕駛牽引車作業和叉車作業,改造后變更成為全部使用 AGV進行牽引,通過 AGV將整個作業變更成一個大循環,并用AGV代替原始的人工駕駛牽引車。這樣就達到了人工遞減的效果(圖4)。
3.1.2 項目效果
人工牽引車從原來的5工程遞減至0工程,車輛交叉的情況大幅遞減,提高了人工叉車作業密集度,物流現場的布局也更加簡潔有秩序。
3.2 大物空箱返卻運搬的自動化項目
3.2.1 項目背景
大物在空箱返卻的過程中從空箱切替到大物置場,再從大物置場到內場使叉車進行遠距離的搬運,由于搬運距離非常長,且沒有附加價值的作業,是階段改善的重點方面。采用 AGV代替叉車作業的方式進行空箱的運搬,削減人工作業,消除空載搬運,減少浪費,從而達到遞減人工提高效率的目的(圖5)。
3.2.2 項目效果
完全消除車輛交叉情況(從每值 1467回遞減至0),人車交叉遞減了 80%(從每值 880回遞減至176回),工程數遞減了 4個(從 20個工程遞減至16個工程)。不僅實現人工了遞減,還確保了作業的安全性(圖6)。
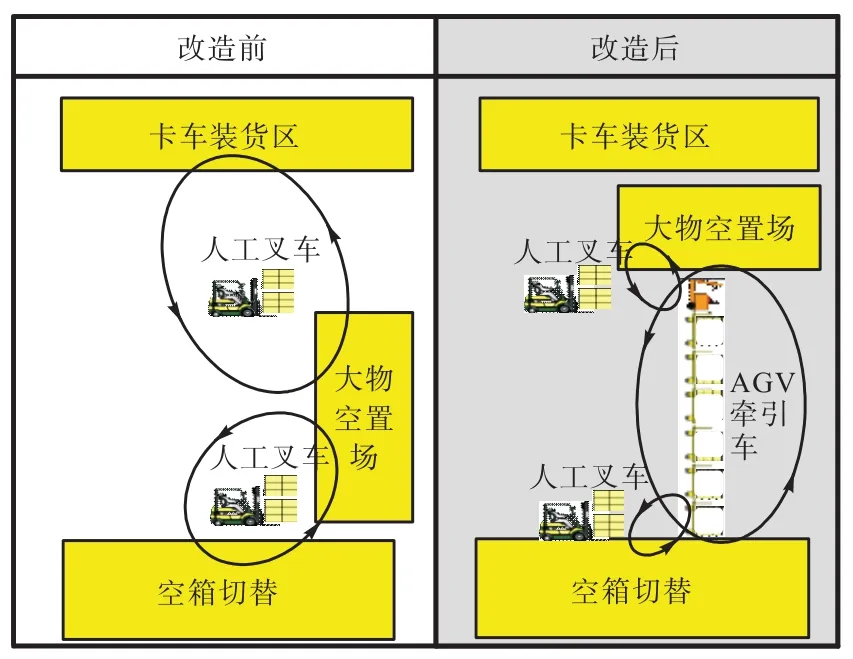
圖4 小物構內物流運搬的自動化Fig.4 Internal logistics automation of small parts
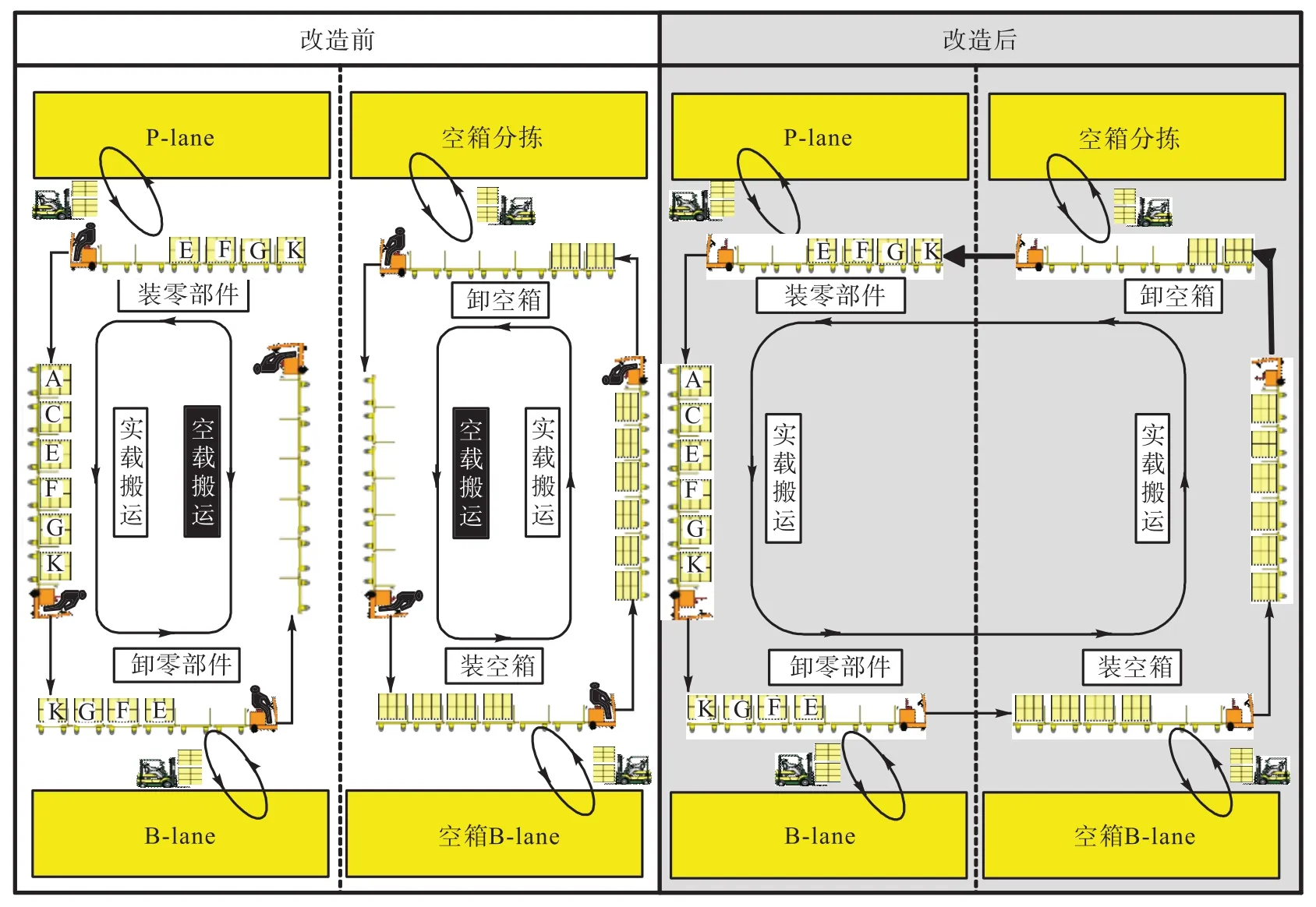
圖5 大物空箱運搬的自動化Fig.4 Empty box logistics automation of big parts
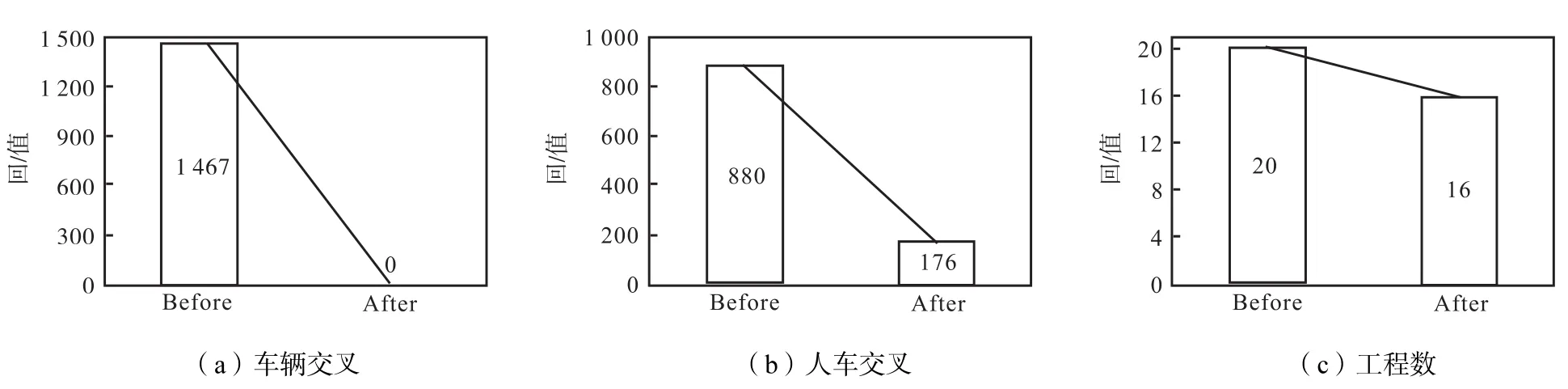
圖6 大物空箱運搬自動化的效果Fig.6 Empty box logistics automation improvement effect of big parts
4 結 語
隨著人力成本的持續提升,在精益物流發展到一定程度后,物流自動化改造可能是降低運營成本的唯一選擇。在項目企劃過程中,我們要根據現場的實際情況,考慮自身痛點,結合當前自動化產業發展的水平,制定適合自身特性的自動化改造方案,且隨著項目的推進,能夠根據產業發展狀況及時對項目進行調整和改進,提升單位成本產出的效益,保證自動化改造可以切實地降低運營成本,提高物流效率。
猜你喜歡
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
學生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
物流技術與應用(2020年11期)2020-03-11 03:11:36
汽車觀察(2018年12期)2018-12-26 01:05:44
消費導刊(2018年8期)2018-05-25 13:20:16
故事大王(2016年7期)2016-09-22 17:30:08
現代企業(2015年2期)2015-02-28 18:45:09
商界(2014年12期)2014-04-29 00:44:03
兒童故事畫報(2013年3期)2013-06-24 05:40:30