鑄件智能化表面清理設備的應用
2020-08-02 09:14:34王海艷
中國鑄造裝備與技術 2020年4期
王海艷
(山西中條山機電設備有限公司,山西垣曲 043700)
鑄件的清理打磨——即去除鑄件的澆冒口和飛邊,是鑄造生產中不可缺少的一道工序;由于此環節機械化和自動化程度不高,存在著工作效率低、勞動強度大、作業環境污染嚴重、安全隱患大、招工難等眾多問題,再加上經濟形勢的變化,市場競爭激烈,客戶對于鑄件的外觀質量要求越來越高;因此原始的手工打磨方式已無法滿足要求[1,2]。
1 手工打磨存在的問題
1.1 效率低,廢品率高
我公司鑄鐵三車間目前鑄件清理打磨裝備只有手動砂輪打磨機、扁鏟等,打磨裝備落后。打磨崗位作業人員有9 人,人均清理打磨量約2 噸/天,1 天可清理打磨約18 噸,鑄件生產量約30 噸/天,生產量大,清理打磨量小,造成產品較快產生堆積,導致分揀分類困難,需定期停產組織冶煉區生產人員進行清理打磨,嚴重制約生產,且人工作業稍不注意就會出現廢品。
1.2 人工成本高
清理打磨效率如果與生產進度匹配,按現有人工效率、作業時間8 小時計算,需人員30 人,按每人年收入5.6 萬元計算,清理打磨人工成本為168 萬元。

圖1 產品堆積圖
2 分析解決
根據目前打磨工序的現狀及產品結構,設計符合殼體類鑄件打磨的自動化生產線。
2.1 市場調查
經調查,1 套自動化打磨設備每3 分鐘打磨清理1 件產品,每天兩班制16 小時工作,1 人配合,可打磨完成320 件;按照我公司現有的產量,完成產品清理打磨,需要3 套全自動打磨設備,配用3 個人,即可凈化工作環境,有效減少職業健康與人身安全等隱患的發生率;減輕勞動強度,降低人工成本;提高產品外觀質量及工作效率。
2.2 解決方案
2.2.1 購置設備
通過購置全封閉自動化打磨設備(見圖2),自動打磨毛坯工件的澆冒口和飛邊。
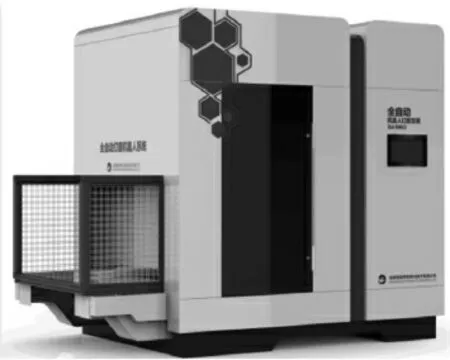
圖2 全封閉自動化打磨設備
2.2.2 設定工作流程
圖3 中前兩個流程不包括在打磨流程中,屬于毛坯前期處理。
2.2.3 解決關鍵技術及難點
(1)產品打磨定位分析
根據每種產品的結構及澆注系統分析,確認合理的定位布局。
(2)工件裝夾定位分析
裝夾是工序中的關鍵,根據每件產品打磨情況設計毛坯定位裝夾工裝。
(3)自動清整工藝分析
根據產品打磨部位,設計打磨路徑及每處打磨時的進刀位置和退刀位置。
經過市場了解,確定了打磨自動化設備,再根據各產品結構及澆注系統位置設定打磨路徑,設計工件裝夾工裝等(見圖4),實現了全自動化打磨。
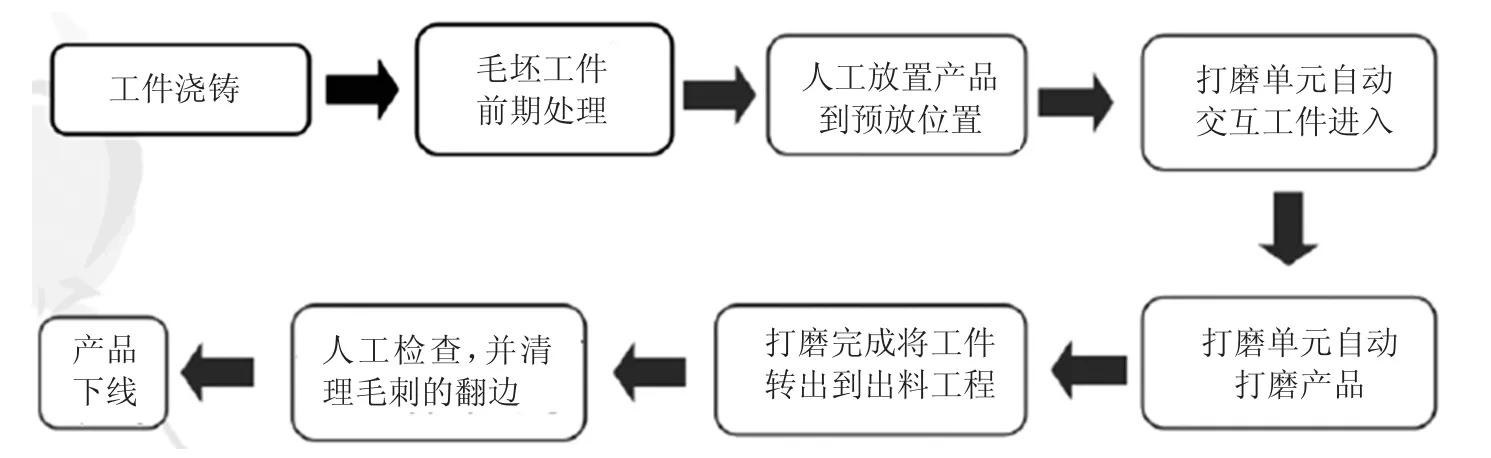
圖3 工作流程

圖4 產品打磨裝夾圖
3 使用效果
(1)通過應用一個全封閉式的自動化打磨系統,凈化了車間環境,有效的減少職業健康病和人身安全等隱患的發生率(見圖5)。

圖5 凈化后的環境
(2)鑄造智能化清理設備代替人工,可實現艱苦崗位“機械化減人、智能化換人”和提高勞動效率的目的,且解決了此崗位用工難的問題。
(3)此方案可降低人工成本,節約21 人,節省人工年勞動力成本為117.6 萬元。
(4)鑄造智能化清理設備打磨效率高,解決生產量與打磨量不匹配的問題,滿足了生產需求。
(5)打磨系統精度高,確保打磨尺寸的一致性,提高了打磨合格率及產品外觀質量。
4 結論
如今市場競爭激烈,越來越多的企業意識到自動化是解決當前問題的方法;我集團公司第四次黨委工作報告中也提出了謀劃智能機器人在勞動強度大、工作環境艱苦、技術要求精準崗位中的應用。本次通過自動打磨系統的應用,不但凈化了車間的環境,而且解決了工作效率低、勞動強度大、安全隱患大及招工難等諸多問題;為公司更高水平的自動化生產能力打下良好的基礎。
猜你喜歡
軍事文摘(2022年19期)2022-10-18 02:41:14
印刷工業(2020年4期)2020-10-27 02:45:52
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
中國交通信息化(2017年4期)2017-06-06 07:21:52
故事大王(2016年7期)2016-09-22 17:30:08
Coco薇(2015年1期)2015-08-13 02:23:50
能源(2015年8期)2015-05-26 09:15:56
兒童故事畫報(2013年3期)2013-06-24 05:40:30
玩具(2009年10期)2009-11-04 02:33:14
小哥白尼·軍事科學畫報(2009年9期)2009-09-14 03:18:56
