百萬千瓦汽輪機軸承座的研發
2020-08-02 09:14:42納建虹
中國鑄造裝備與技術 2020年4期
納建虹,宋 亮,陳 鵬
(共享裝備股份有限公司,寧夏銀川 750021)
汽輪機是一種以蒸汽為動力,并將蒸汽的熱能轉化為機械功的旋轉機械,是現代火力發電廠中應用最廣泛的原動機。汽輪機具有單機功率大、效率高、壽命長等優點。軸承座作為其機組的重要零部件,用來承受轉子的全部重力并且確定轉子在汽缸中的正確位置,并支撐這個機組的重量。要在長期的運行過程中保持穩定,需要足夠的結構強度和質量穩定性。大尺寸高質量的軸承座鑄件研究與穩定生產,對國內汽輪機發展有著積極意義。
1 軸承座鑄件技術要求
汽輪機是能將蒸汽熱能轉化為機械功的外燃回轉式機械。來自鍋爐的蒸汽進入汽輪機后,依次經過一系列環形配置的噴嘴和動葉,將蒸汽的熱能轉化為汽輪機轉子旋轉的機械能。軸承座是汽輪機一個重要的組成部分,支撐整個機組的重量,與多個結構加工連接配合,兼具氣體通道、液體潤滑與密封等功能,具體的技術參數如下[1]。

圖1 汽輪機機組圖
所述汽輪機軸承座鑄件的輪廓大、鑄件重量和澆注重量重,最大輪廓尺寸達到6770mm×1225mm×1295mm,重量20.9t,澆注重量達到25.1t,主體壁厚80mm,最小壁厚20mm,最大壁厚610mm,材質為QT400-18AR。設計有2 根結構為“Z”字形異形油管,8 個在鑄件高度方向通長的細長孔,同時,具有機翼形空腔的氣體通道,綜合鑄造難度大。軸承座結構如圖2 所示。

圖2 軸承座結構示意圖
鑄件外觀無皮透、氣孔、砂眼、夾渣等缺陷,達到3S1/3S2 標準。所有鑄件全尺寸劃線檢測,鑲鑄管、壁厚、方臺位置等關鍵部位的尺寸均符合ISO 8062 CT12 級尺寸公差要求和顧客規范要求。NDT檢測,關鍵區域UTII 級,100%MTII 級[2],成分檢測指標、性能、金相指標見表1、表2、表3。

表1 鑄件化學成分指標 ωB/%

表2 U70 附鑄試塊機械性能指標

表3 U70 附鑄試塊金相組織要求
2 軸承座鑄件難點設計
本產品的技術難點主要是:壁厚差異大,最大壁厚超厚,關鍵區域UTⅡ級,需要解決石墨漂浮和縮松缺陷;鑄件油管兩端在鑄造砂型中、中間懸空,在澆注時由于受到來自鐵水的浮力和高溫,極易發生向上的彎曲;鑄件細長孔由懸臂長孔芯帶出,防止細長腔結構砂芯變形,防開裂。
2.1 鑄造方案設計
對于軸承座鑄件,選擇如下的澆注方向,樹脂砂木模手工成型的方式,鑄造縮尺按照長度方向0.9%,高度與寬度方向1.0%,鑄件較長,將會發生彎曲變形,長度方向設計+10mm 的撓度[3]。壁厚差異大與超厚壁鑄件的補縮控制,設計底注式澆注系統,多點進流均勻溫度場減少冷隔、縮松等缺陷。厚壁球磨鑄鐵件,為了發揮石墨化膨脹的作用,型砂強度和緊實度要高,樹脂砂抗壓強度≥4.5MPa,流砂時震動緊實,使用鋼制焊接砂箱保證整個鑄型的剛度和強度[4]。

圖3 鑄件階梯剖視圖
2.2 垂直細長孔鑄造
軸承座澆注高度方向有8 處細長通孔結構,工藝采用懸臂長孔芯來帶出此結構。為了保證懸臂長孔芯垂直,實現細長孔的鑄造,采取了如下措施:長孔芯使用鉻礦砂制作,同時增加氧化鐵粉,增加整體重量,同時增加激冷作用,避免內腔粘砂嚴重,清理困難;制作專用卡板,砂型預留卡板放置凹槽,通過外皮限位控制長孔尺寸。
2.3 機翼形空腔鑄造
軸承座兩側細長腔體結構由砂芯帶出,澆注時承受金屬液的浮力非常大,一般為砂芯重量的4~5 倍,容易發生漂芯,且內腔砂芯被鐵水完全包住,砂芯受熱嚴重,鑄件容易出現尺寸不合和粘砂缺陷,大平板式砂芯非常容易發生彎曲甚至斷裂。針對以上問題,對砂芯所受浮力進行計算,然后采取了如下措施:在型芯裝配時對砂芯進行標芯處理;氣道砂芯使用鉻礦砂,同時增加氧化鐵粉,增加整體重量,同時增加激冷作用,避免內腔粘砂嚴重,清理困難;制作專用隨形芯骨,保證砂芯強度足夠。
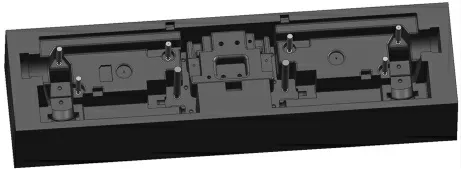
圖4 垂直細長孔定位圖

圖5 機翼形空腔砂芯結構圖
2.3 油管結構設計
鑄鐵件鑲鑄件難度較大,鑄件對鑲鑄油管除了基本的外觀、尺寸要求,還需要做壓力及滲漏的檢測,不能出現粘砂、夾砂、氣孔、裂紋、融合不良等缺陷,在工藝上我們主要由以下方法控制:按顧客要求材質,做鍍錫處理;鑲鑄油管內壁流涂涂料并烘干;鑲鑄油管中間填鉻鐵礦砂,兩側使用樹脂砂封堵;設計專用固定工裝,保證鑲鑄油管尺寸精度。

圖6 油管結構示意圖
2.4 澆冒系統設計
軸承座下部屬于厚大斷面,鑄造時的熱容量大,凝固緩慢,極易造成球化衰退與孕育衰退,從而導致鑄件的組織和基體發生變化,主要表現為石墨球粗大、石墨球數量減少、石墨漂浮、石墨球畸變等,設計使用液態補縮冒口(?160mm 冒口體)。通過液態補縮冒口對鑄件液態收縮進行補縮,冒口體大大減小,降低冒口重量,減小冒口對鑄件的熱影響,提高工藝出品率的同時加快了鑄件凝固速度,從工藝的角度保證了鑄造材料的均勻性,提高質量,降低成本。
澆注系統設計為底注開放式澆注系統,橫澆道位于鑄件下方,利于鐵水種的渣子上浮在橫澆道上方,澆注系統起到擋渣作用。設計放置10 塊10PPI 的莫來石直孔過濾網,具有整流與擋渣的作用,保證進去型腔的鐵水更平穩干凈。澆注時間設計原則為快澆,在120s 內澆注完畢,內澆口流速低于0.8m/s,充型過程平穩,無飛濺減少卷氣,鑄件輪廓尺寸較大,內澆口進流點分散分布,有效條件鑄件溫度場,利于熔煉溫度控制和鑄件的補縮。

圖7 澆冒系統設計示意圖
2.5 熔煉澆注參數設計
鐵水的配料為50%的生鐵、40%的廢鋼和10%的機鐵。澆包反應時加入一定量的Si-Mg 合金和重稀土0.1%。球化劑上覆蓋0.3%的硅鋇。出鐵3/4 時隨鐵水流添加0.15%的硅鋇孕育劑。澆注時隨鐵水添加0.15%的硅鋇瞬時孕育劑進行二次孕育。鐵水過熱溫度1500~1510℃,出鐵溫度控制在1440~1450℃,澆注溫度1320~1330℃,應使孕育完成到澆注的時間控制在10 分鐘內,澆注過程中做好水口擋渣工作。
3 生產驗證
按照以上制定的鑄造工藝經過MAGMA 模擬仿真合格,投入試生產,鑄件的尺寸、試塊性能、油管位置、材料組織、實體密實度均滿足標準要求,鑄件長度方向較設計理論值長3~5mm,在鑄造公差范圍內;鑄件無超級縮松,厚大位置及冒口下方無石墨漂浮及縮松缺陷,8 個細長孔有局部孔無嚴重粘砂缺陷,孔中心偏差3~4mm,在加工余量范圍內,可通過加工調整合格,鑄件頂面大平面有局部夾渣缺陷,通過打磨4~5mm 后消除,首件成功交付顧客。按照此工藝,此類產品連續生產8 件,均合格。如圖8 所示為生產的汽輪機軸承座鑄件。

圖8 軸承座鑄件
猜你喜歡
能源工程(2020年5期)2021-01-04 01:29:00
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
廣西電力(2016年4期)2016-07-10 10:23:38
工業設計(2016年4期)2016-05-04 04:00:23
機械制造與自動化(2014年1期)2014-03-01 04:21:47
河南科技(2014年24期)2014-02-27 14:19:40
