非道路用發動機水冷排氣管結構裂紋研究
2020-08-02 09:14:42商崇元商崇學
中國鑄造裝備與技術 2020年4期
商崇元,商崇學
(廣西玉柴機器配件制造有限公司,廣西玉林 537005)
非道路用發動機由于使用環境的限制,基本上都是采用水冷結構的排氣管,如船用、發電用、渦輪增壓系列。為保證冷卻效果,水冷排氣管外形都很臃腫,不利于發動機的整體安裝與布局。隨著蝸輪增壓、催化技術的不斷發展,發動機熱效率不斷提升,工作排氣溫度也越來越高,發動機排氣管逐漸成為關鍵零件。非道路用發動機脈沖水冷排氣管結構復雜,工作條件惡劣,工作時受到長時間的熱負荷產生的熱應力以及工作時機械振動產生的機械應力都比較大,長期處于循環交變溫度,受熱不均勻的工作環境中,其質量直接影響到發動機的使用壽命和可靠性,必須得到保障。鐵型覆砂工藝生產鑄件比普通鑄造更容易獲得高強度、高硬度、高致密性、高耐腐蝕性的鑄件[1],符合發動機排氣技術對排氣管的發展需求。為了提高鑄造生產效率和質量,降低廢品率,需研究水冷排氣管新的結構以及鑄造采用新的工藝,并對水冷排氣管制造過程中的質量問題進行攻關,從而徹底解決以上問題。下面我們主要結合生產實際,對非道路用發動機水冷排氣管鑄造生產及使用過程中常出現的裂紋問題,從結構上優化并進行研究解析。
1 裂紋原因分析
我公司使用鐵型覆砂工藝生產發動機水冷排氣管近20 年,產品種類繁多,結構各異,工藝也不盡相同。其中,非道路用多缸徑發動機脈沖水冷排氣管最具代表,長度900~1250mm,產品材質為灰鐵250,結構復雜,壁厚要求4~6mm,生產前期,氣道裂紋比例基本達到100%,前期在熔化工藝、冷卻速度和覆砂厚度上作了許多研究,都沒有得到徹底解決,裂紋比例還有30%左右。
排氣管裂紋主要出現在開箱后,不但能清晰的聽到氣道拉裂的聲音,同時還可以看到斷裂造成的震動,冷卻后解剖發現端口顏色較暗,裂口出現氧化變色,裂紋呈一段或多段垂直氣道方向切割氣道,裂口主要位于氣道與氣道、氣道與水道壁交接處,結合灰口鑄鐵塑性較差冷裂傾向大[2],鐵型覆砂冷卻特點,可以確認造成裂紋的主要原因是:鑄件局部應力大于合金極限強度,外部水道壁先快速冷卻收縮,而內部氣道冷卻受到型、芯的阻礙,后冷卻受到周邊水道極大的拉應力,這種拉應力大于鑄件本身的強度而導致拉裂[3]。
2 問題梳理
裂紋區域主要分布如圖1 所示,區域1 裂紋比例80%,該位置在兩氣道與水腔之間交接位置,設計圓角偏小,容易產生應力集中,開箱后受內外溫度差的影響,容易產生裂紋。
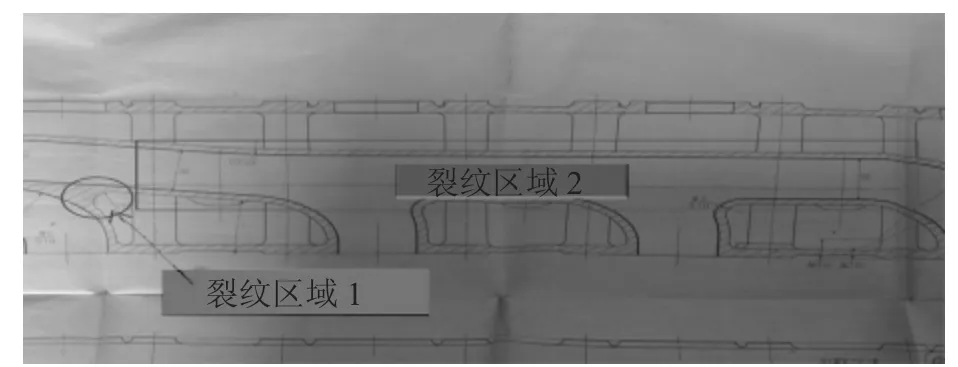
圖1 裂紋主要分布區域
裂紋區域2 兩氣道口中段出現裂紋,說明兩進氣口之間的氣道收縮受阻,受到的拉應力較大,需要設法減少各氣道口之間的冷卻收縮產生的拉應力,同時需要提高氣道自身強度[4]。
3 解決思路
(1)采用增加加強筋的形式加大裂紋區域1位置的過度圓角,分散應力,提高該位置的強度,如圖2 畫圈區域。
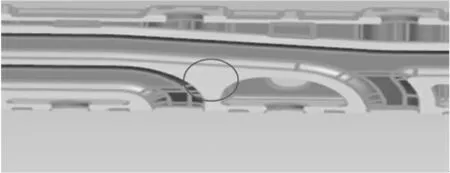
圖2 加大裂紋區域過度圓角
(2)經計算,水腔截面比排氣管進出水口截面大很多,考慮優化氣道的進水和冷卻,在氣道水腔側設垂直于氣道的筋條(圖3),一是可以分散來自于氣道兩端的收縮拉應力,同時可以增加鐵水充型通道,縮短充型時間,降低澆注充型及冷卻溫度梯度,減小應力[5]。

圖3 增加直于氣道的筋條
(3)在不影響水道過流程面積的情況下在氣道外側靠水道四個面分別增加防裂筋[6](圖4),以提高氣道受拉強度,預防裂紋。
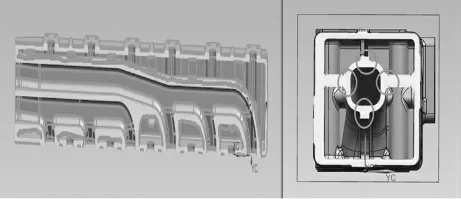
圖4 增加防裂筋
4 改善效果
經改善后,氣道裂紋獲得明顯改善(如表1 所示),經過多年的生產驗證,氣道裂紋比例不足0.2%。
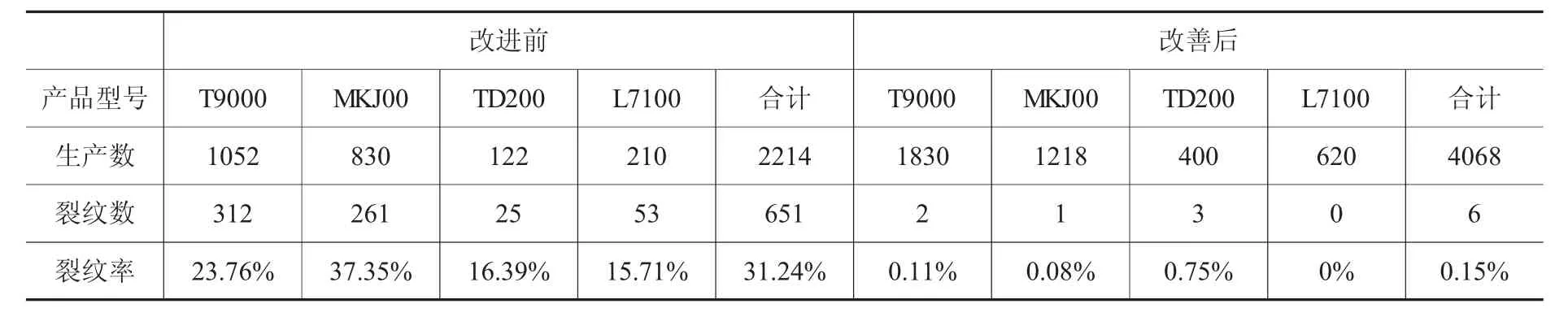
表1 氣道裂紋改善情況
5 結論
通過對非道路用多缸徑發動機脈沖水冷排氣管自身的結構設計優化,對降解和分散鑄件應力集中,提高產品對工藝的適應性,改善非道路用多缸徑發動機脈沖水冷排氣管裂紋有很大的幫助。
此項研究技術可推廣應用到對于安裝空間要求高的動力冷卻應用領域,其帶來的性能提高對于打破國外品牌在高速公務船等高端動力裝備領域的壟斷局面有著積極的影響。可以廣泛應用在漁政船、海監船、交通船、消防艇、海上救助船、高速游艇等高端領域。對整個非道路用動力冷卻領域的發展有重要影響。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
山東冶金(2019年6期)2020-01-06 07:45:54
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
汽車與新動力(2015年1期)2015-02-27 12:11:01
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:27
