基于Mold Flow的洗衣機上面板澆注系統優化設計*
2020-08-03 02:17:06程國飛丁立剛魏文強周卓輝
模具制造 2020年6期
關鍵詞:分析
程國飛,丁立剛,魏文強,劉 武,周卓輝
1.中山火炬職業技術學院(廣東中山 528436)
2.中山市唯一精密智能裝備有限公司(廣東中山 528436)
1 引言
澆注系統設計是注射模設計中最初、最重要的一環,其設計好壞將大大影響塑料質量。澆注系統目前可分為熱流道和冷流道系統兩大類,但有時因塑件和模具的結構限制,需要采用冷流道和熱流道相結合的系統[1~3]。
本文以某款洗衣機主面板為研究對象,運用MoldFlow軟件模擬主面板采用順序針閥熱流道轉冷流道澆注系統的注射成型過程,旨在尋找注射成型過程中存在的潛在缺陷,并通過對澆注系統的優化分析,最終設計出包括流道形式及尺寸、澆口位置及數量在內的澆注系統方案。
2 塑件工藝分析
圖1為洗衣機上面板三維模型,外形尺寸約為590×124×50mm,平均壁厚為2mm;塑件內表面有一凸槽,長寬為176×40mm,筋壁厚度為1.8mm;在塑件內表面還有一條加強筋,最薄處約為0.96mm。塑件外表面要求極高,不能有明顯熔接線、噴流痕、縮痕和毛邊等缺陷;塑件具有一定的力學性能要求,并且不允許有太大的變形。綜合以上情況,塑件選用沖擊強度較高,化學穩定性和電性能優良,并具有高抗沖、高耐熱、阻燃等性能的ABS作為原材料,牌號選用POLYLAC PA-757。由材料黏度曲線可知黏度較大,流動性一般,如圖2所示;材料黏度與剪切速率成線性變化,剪切速率越大,黏度越低,流動性越好;黏度還受溫度變化比較明顯,溫度越高,黏度越低,流動性約好。成型工藝參數選用系統推薦的模具表面溫度為45℃,熔體溫度取最大值210℃[4]。
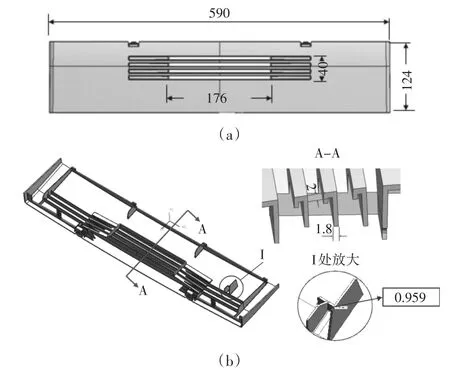
圖1 洗衣機上面板

圖2 黏度曲線
3 CAE分析前處理
3.1 網格劃分
利用NX軟件建立為圖1所示的洗衣機主面板三維模型,為了提高CAE分析效率,減少網格修復工作量,本文運用NX軟件祛除不影響分析結果的微小特征如小圓角、小倒角等,再將零件另存為x_t或stp格式,導入到MoldFlow中,選擇網格類型為“Dual Domain”,采用默認全局邊長3.47mm劃分網格,通過網格統計發現,主要存在縱橫比過大問題,通過采用插入節點、合并節點等對縱橫比過大三角單元進行修復,修復后各項指標都滿足分析的要求。
3.2 澆注方案擬定
通過查詢得知,常用ABS的流長比為190,本塑件最長為590mm,平均壁厚為2mm,最薄壁厚僅為0.96mm,保守估算最少需要3個澆口。根據塑件批量和模具結構排位,以及塑件上表面為高光面,不能有任何澆口痕跡,模具采用一模兩腔和側邊潛澆口的布局。設計了2種不同的澆注方案,如圖3所示,這2種方案均采用熱流道澆口時序澆注方法,在流動路徑上依G1、G2、G3閥門順序打開,再轉入冷流道潛入式澆口進澆。其中方案一采用3點進澆,方案二采用4點進澆,各進澆位置均布在側壁上,各澆口、流道尺寸如表1所示[5]。
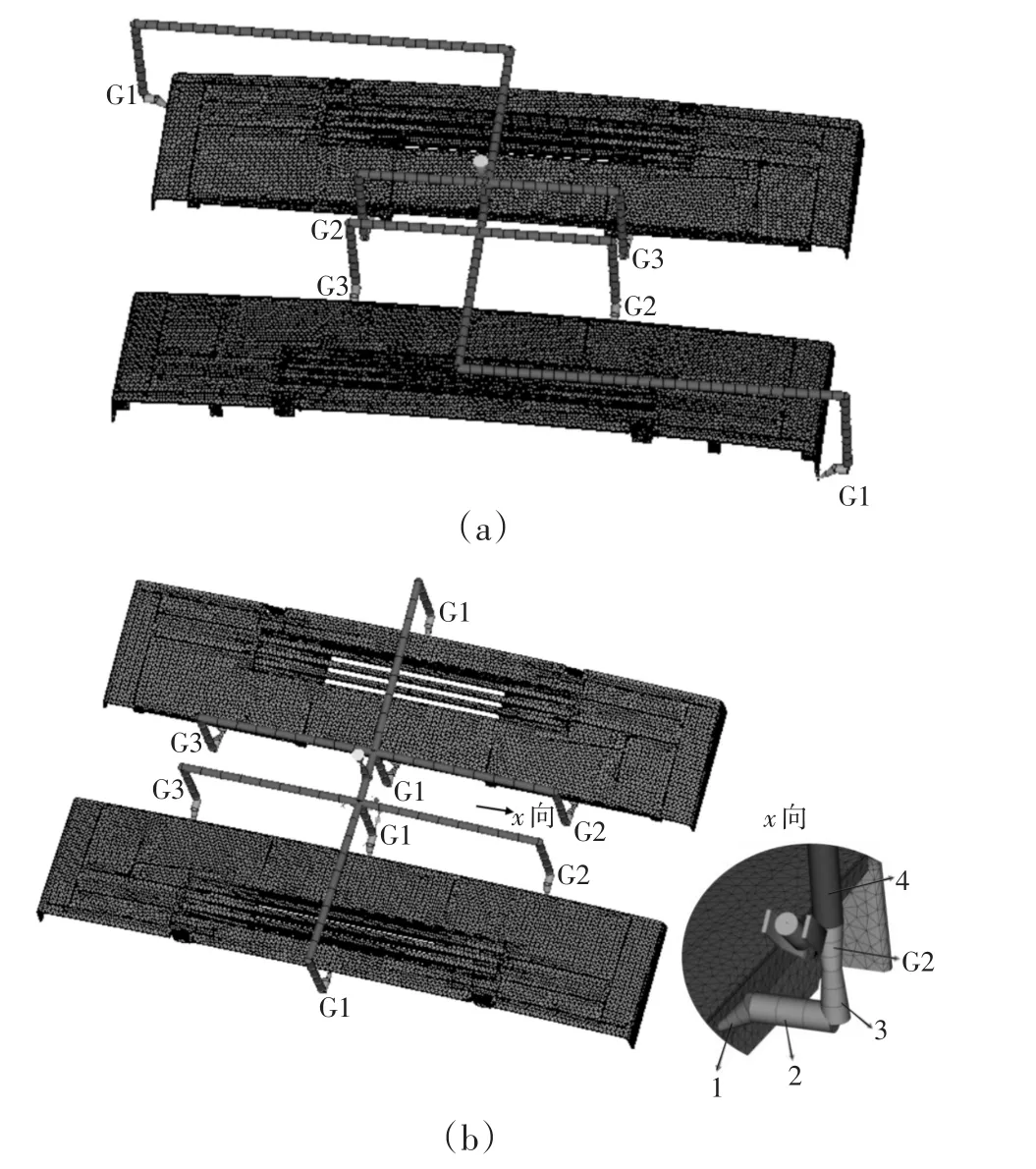
圖3 澆注方案
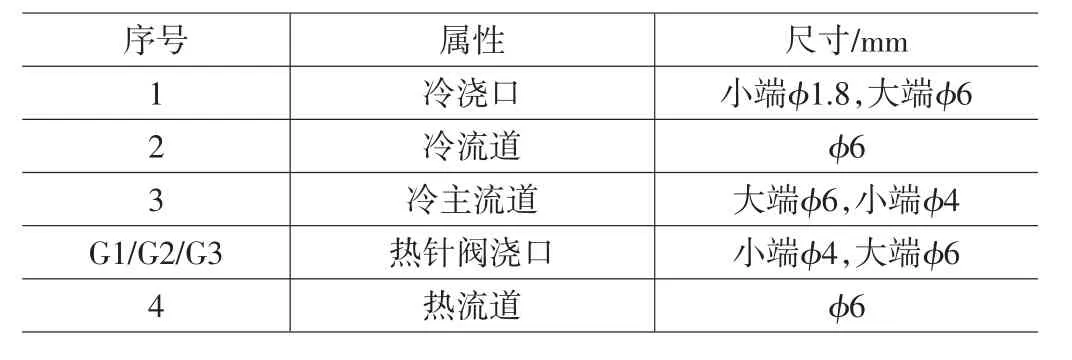
表1 各澆口、流道尺寸
4 模擬結果對比分析
創建/編輯閥澆口控制器如圖4所示,注射時間設為2s,冷卻時間設為35s,其余參數為默認值,進行“填充+保壓+翹曲”分析,分析結果如下。
(1)充填時間。
方案一和方案二的充填時間如圖5所示,方案1充填時間為2.916s,方案二充填時間為2.301s,兩種方案都充填平穩,未出現短射等成型缺陷[6~8]。
(2)注射位置處壓力。
方案一和方案二的注射位置處壓力如圖6所示,方案一最大的注射壓力為 174.6MPa,發生在 1.751s;方案二最大的注射壓力為126.4MPa,發生在2.003s[9~11];方案二最大注射壓力比方案一少了48.2MPa,將更有利于注射成型。
(3)鎖模力。
方案一和方案二的鎖模力如圖7所示,其中方案一所需最大鎖模力為420.2噸,發生在3.019s;方案二所需最大鎖模力為504.1噸,發生在2.508s[12~13];以上鎖模力均在注塑機鎖模力范圍之內,對注射成型影響不大。
(4)充填時間。
方案一和方案二的變形(Z方向)如圖8所示,其中方案一Z方向變形量為2.316mm,方案二Z方向變形量為1.2042mm,相比方案一降低了48%[14~15]。
5 試模生產
綜上可知,從注射壓力、翹曲變形量等因素考慮,方案二均為最佳澆注方案。采用方案二的澆注方案,經試模和生產顯示,洗衣機上面板表面未出現熔接痕且光澤度表現良好,符合客戶要求,塑件實物圖如圖9所示。
6 結論
本文借助MoldFlow對洗衣機上面板進行澆注系統方案設計,通過模擬分析和比較,最終選定方案二進行注射成型,經試模生產證明,采用方案二澆注方案的塑件質量良好,表明采用MoldFlow技術能有效改善制品成型質量,提高生產效率。

圖4 創建/編輯閥澆口控制器
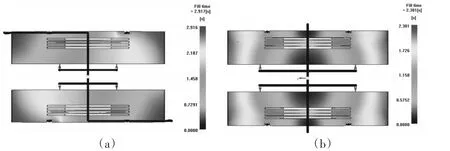
圖5 充填時間
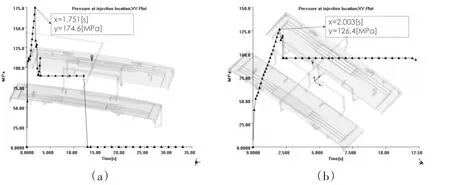
圖6 注射位置處壓力
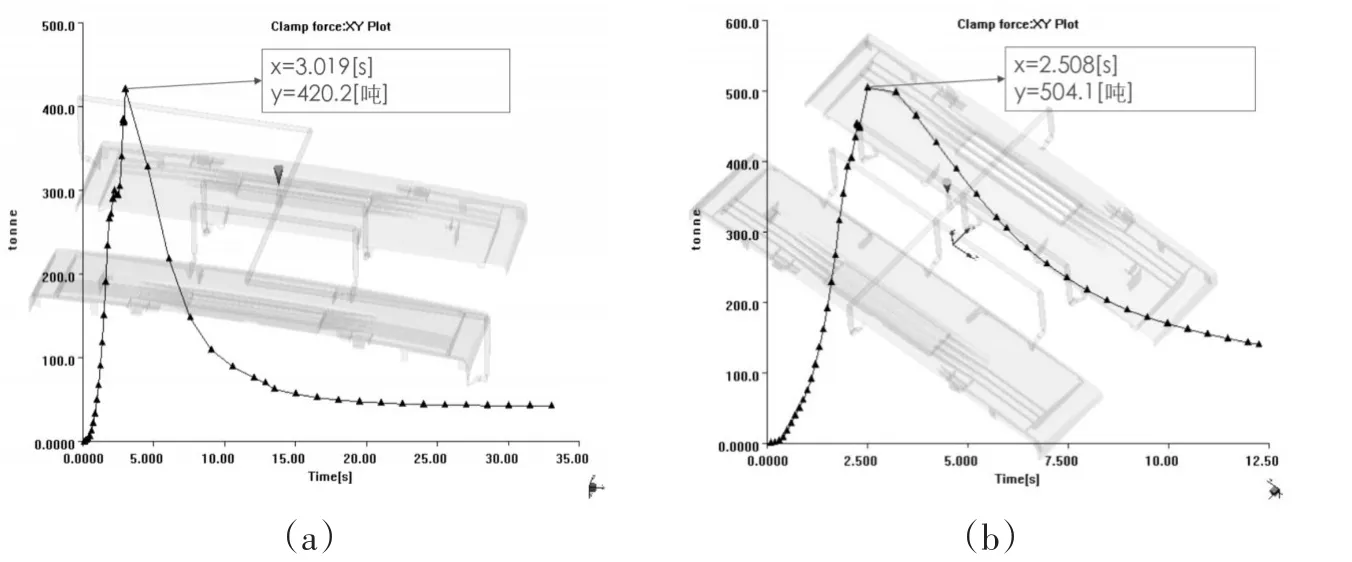
圖7 鎖模力
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06
