機車T型管接頭焊縫的相控陣超聲檢測
2020-08-04 10:39:00強1鄭小康2鐘欽偉
無損檢測 2020年7期
李 強1,鄭小康2,鐘欽偉,李 航
(1.中車資陽機車有限公司,資陽 641300;2.中車戚墅堰研究所有限公司,常州 213000;3.廣州多浦樂電子科技股份有限公司,廣州 510760)
常規(guī)超聲檢測是T型焊縫內(nèi)部缺陷檢測的主要方法,但是檢測時受到管座曲率、壁厚和馬鞍狀焊縫形式等因素的影響,以及探測位置的局限,常規(guī)超聲檢測面臨著缺陷信號波形識別難度大、缺陷定位困難以及很難確保焊縫完整覆蓋的問題[1]。筆者對帶人工缺陷的實物試件進(jìn)行了相控陣超聲檢測試驗,結(jié)果表明:相控陣超聲檢測技術(shù)可以檢測機車T型管接頭焊縫的內(nèi)部缺陷。相控陣技術(shù)有較高的缺陷檢出率,檢測效率高;工件圖像的加載降低了檢測人員判定缺陷的難度。
1 T型管焊縫的相控陣超聲檢測技術(shù)
相控陣超聲檢測技術(shù)可以同時激發(fā)多角度聲束,可對檢測區(qū)域進(jìn)行較大面積覆蓋,適用于多種焊接接頭和各種類型的焊縫形式[2]。對于機車T型管焊縫,使用相控陣超聲檢測儀器和探頭沿檢測面掃查一圈,便可以得到檢測數(shù)據(jù)。與常規(guī)超聲檢測相比,可省去繁瑣的掃查過程,而且儀器能夠自動生成檢測圖像,配合儀器的高級工件加載功能,將機車T型管焊縫的圖像導(dǎo)入儀器,比較容易判斷缺陷。
2 機車T型管接頭焊縫結(jié)構(gòu)
筆者單位機車用T型管路使用碳鋼(Q235A或20#鋼)材料,管路管徑一般為40120 mm,壁厚為412 mm,主要用于油水管路中,接頭采用手工電弧焊,焊縫質(zhì)量受焊工技能和執(zhí)行工藝的影響較大。
T型管接頭焊縫的結(jié)構(gòu)示意如圖1所示,其根部易產(chǎn)生不同程度的根部未焊透,而根部是結(jié)構(gòu)的應(yīng)力集中處,未焊透容易導(dǎo)致管路開裂甚至引發(fā)泄漏,故這些極易出現(xiàn)缺陷的地方是需要重點檢測的部位。
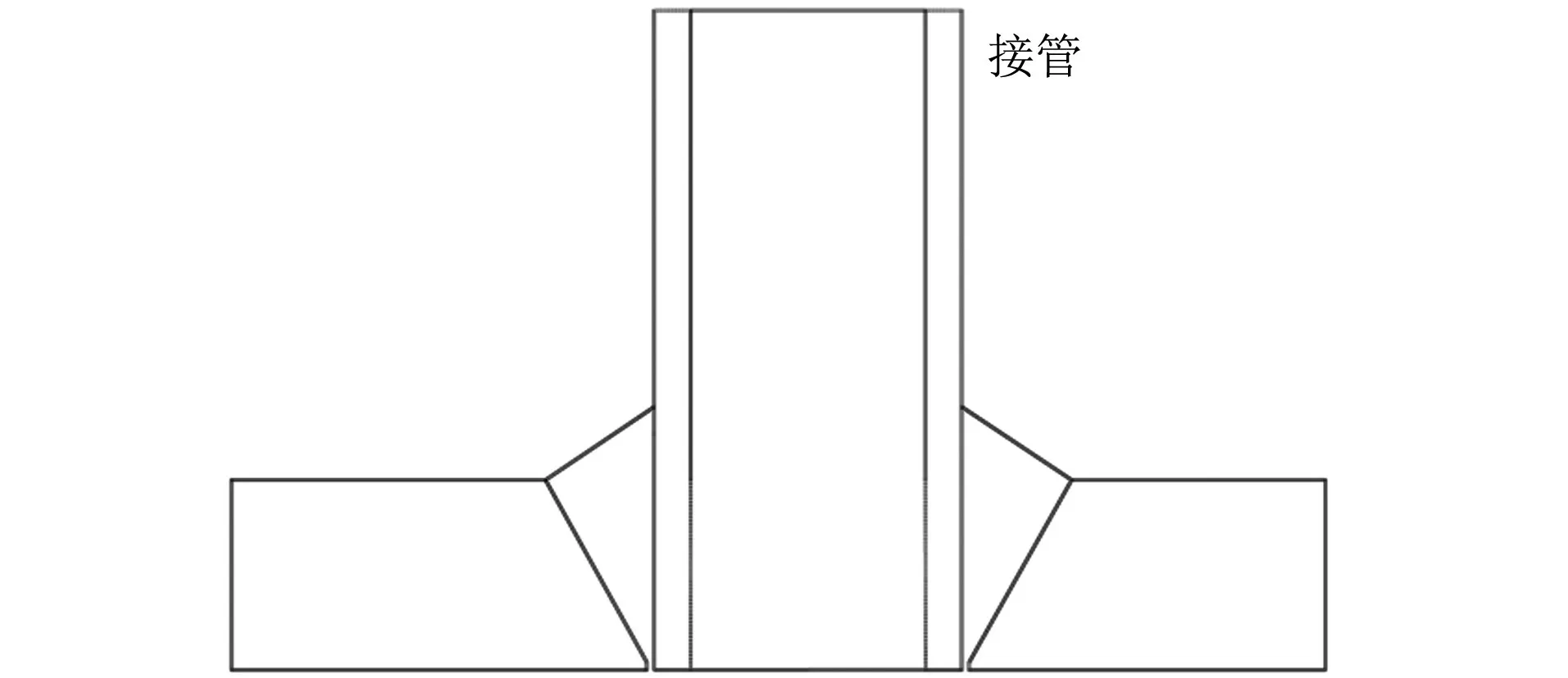
圖1 T型管接頭焊縫的結(jié)構(gòu)示意
T型管座角焊縫的外形是隨角度變化的,在檢測時需要繪制相貫線,根據(jù)不同角度建立焊縫模型。使用AutoCAD 2010繪制出不同角度所對應(yīng)的焊縫圖,由于此類T型管接頭焊縫具有對稱性,檢測時可以按照90°間隔,將其分為4個相同部分,以兩管截面為鈍角的焊縫定為0°,以兩管截面為直角的焊縫定為90°,每隔15°畫一個焊縫(見圖2)。
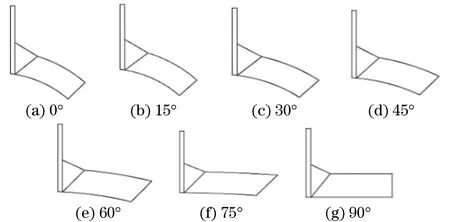
圖2 T型管接頭不同角度焊縫示意
使用相控陣超聲檢測儀的高級工件加載功能,將T型管接頭焊縫圖形加載到設(shè)備中,實現(xiàn)相控陣檢測的掃查圖像與T型管接頭焊縫圖形相結(jié)合,方便判斷工件內(nèi)部的缺陷位置。在檢測時,T型管接頭焊縫是時刻變化的,應(yīng)根據(jù)圖2中T型管接頭焊縫的角度轉(zhuǎn)換,準(zhǔn)確判斷缺陷的位置。
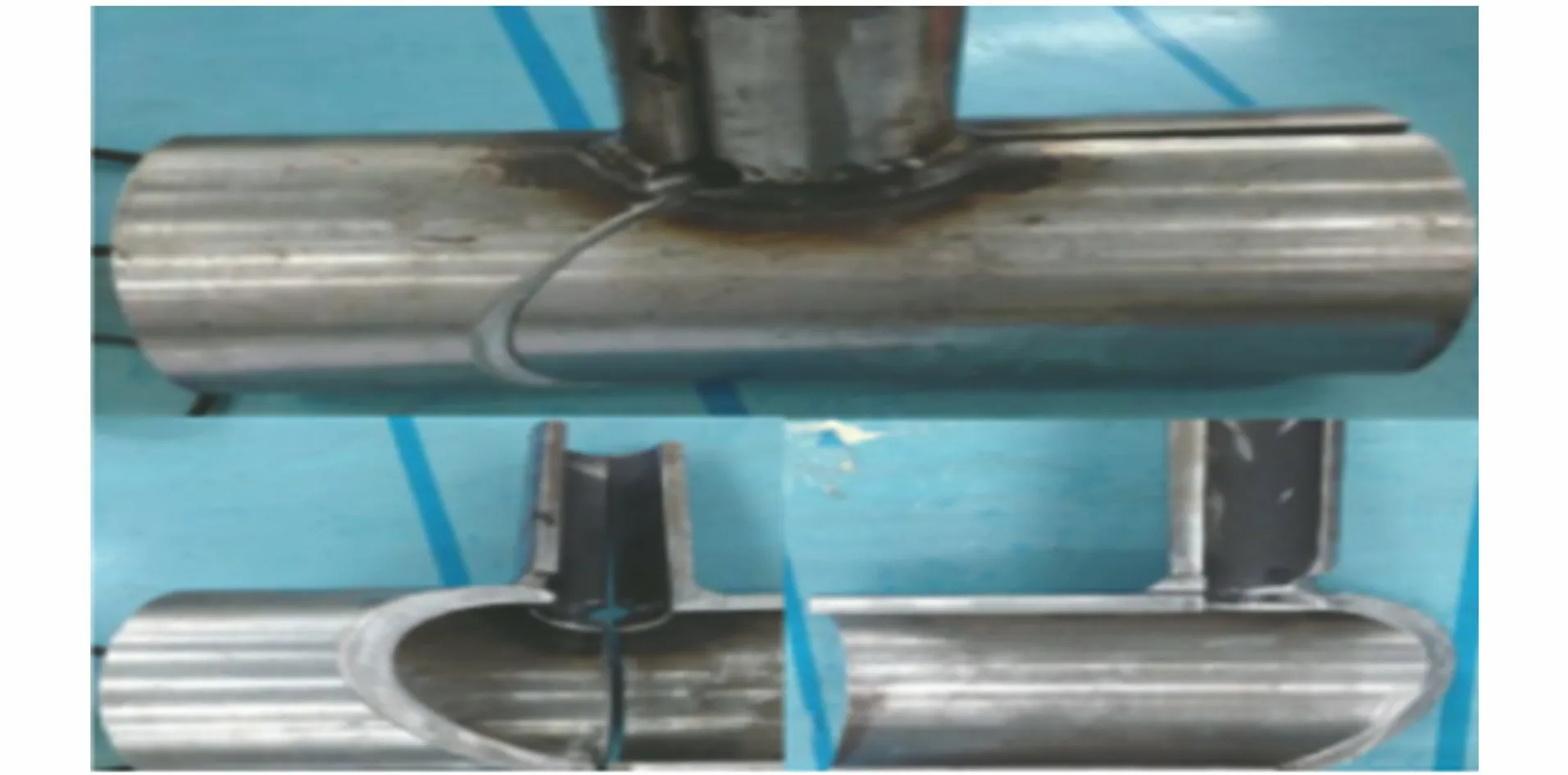
圖3 T型管接頭焊縫人工缺陷試塊實物
3 機車T型管接頭焊縫人工缺陷試塊
選取曾經(jīng)在機車運行過程中出現(xiàn)過泄漏的20碳鋼水路T型管接頭焊縫為試驗對象,其主管管徑為55 mm,壁厚為8 mm,插管管徑為40 mm,壁厚為6 mm,試塊實物如圖3所示,并在不同焊縫位置制作了編號為1,2,4,5號的橫孔缺陷,3號平底孔缺陷和一個刻槽缺陷(見圖4)。
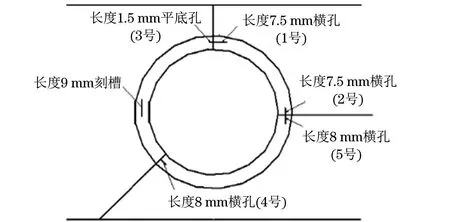
圖4 T型管接頭焊縫人工缺陷分布示意
15號缺陷的直徑均為1 mm,除3號為平底孔外,其余為橫孔,長度分別為7.5,7.5,1.5,8,8 mm,分布于焊縫的不同位置;刻槽缺陷為長9 mm,深1 mm的矩形槽,設(shè)置在焊縫的內(nèi)壁上。
4 試驗設(shè)備
使用以下檢測設(shè)備:① 多浦樂PHASCAN相控陣檢測儀,其配置為32/128,帶有工件圖形加載功能,儀器外觀如圖5所示;② 多浦樂7.5S16-0.5x10自聚焦線陣相控陣探頭,頻率為7.5 MHz,陣元數(shù)為16,陣元中心距離為0.5 mm,陣元長度為10;③ 多浦樂弧度楔塊,型號為SD10-N60S-IH(AOD73)。

圖5 相控陣超聲檢測儀外觀
5 檢測方法
使用上述試驗系統(tǒng),扇掃面范圍設(shè)置為30°65°,對試塊缺陷進(jìn)行檢測,1,3,4號橫孔處的焊縫壁厚修正為9 mm,2,5號橫孔處的壁厚設(shè)置為8 mm。
5.1 橫孔的測量方法
5.1.1 橫孔孔徑的測量方法
以1號缺陷(長度為7.5 mm的橫孔位于0°位置)為例,測量步驟為:① 找到缺陷最高波,調(diào)節(jié)增益使其達(dá)到基準(zhǔn)波高(80%),1號缺陷最高波如圖6所示;② 改變S掃描角度,找到1號缺陷波的上邊緣(理論應(yīng)找到波高為40%的角度處最為合適,但因角度步進(jìn)為1°,此時波幅為38.6%),U(r)=13.15 mm,1號缺陷上邊緣如圖7所示;③ 改變S掃描角度,找到1號缺陷波的下邊緣(理論應(yīng)找到波高為40%的角度處最為合適,但因角度步進(jìn)為1°,此時波幅為41.4%),U(m)=14.35 mm,1號缺陷下邊緣如圖8所示。④ 得到U(m)、U(r)數(shù)據(jù)后,可知缺陷自身高度U(m-r)=1.20 mm。
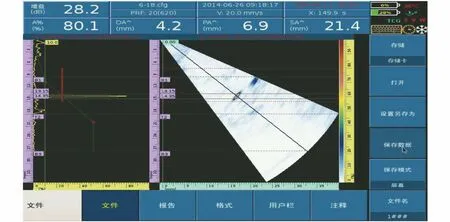
圖6 1號缺陷最高波(孔徑測量)
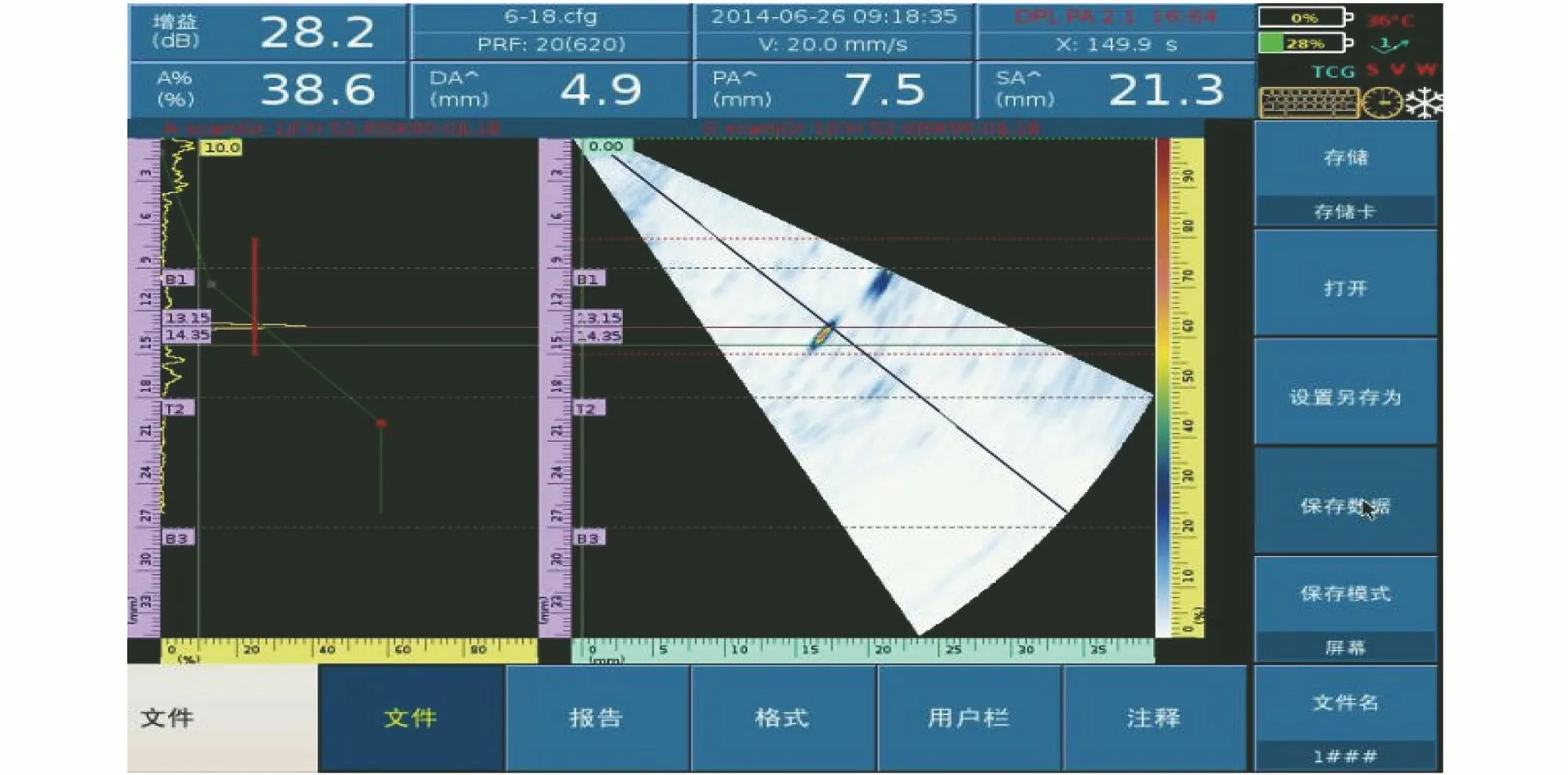
圖7 1號缺陷上邊緣(孔徑測量)
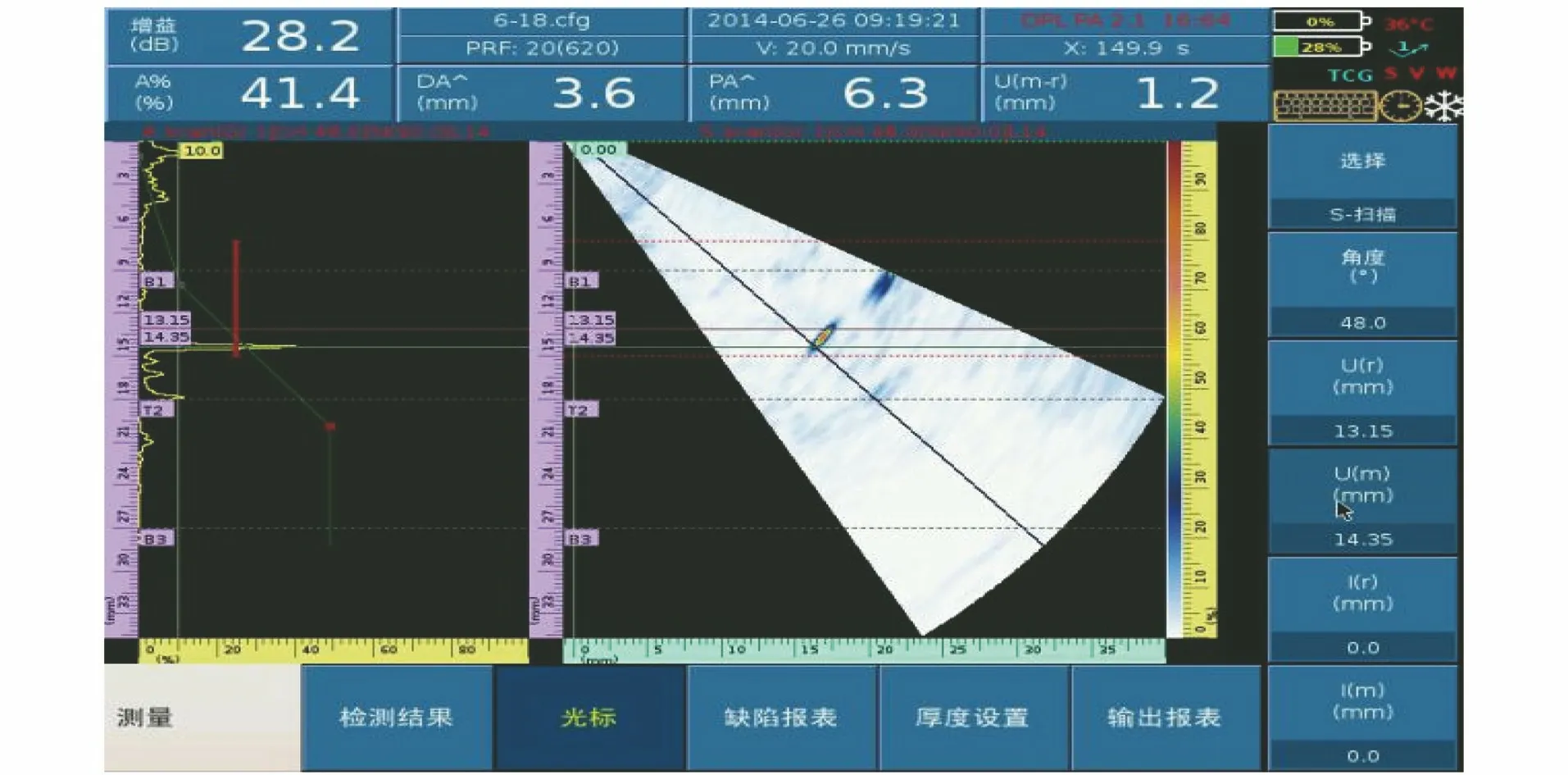
圖8 1號缺陷下邊緣(孔徑測量)
5.1.2 橫孔長度的測量方法
以1號缺陷(長度為7.5 mm的橫孔位于0°位置)為例,測量步驟為:① 找到缺陷最高波,調(diào)節(jié)增益使其達(dá)到基準(zhǔn)波高(80%),如圖9所示;② 將探頭沿焊縫走向環(huán)向移動,找到缺陷最高波的一半波高(-6 dB)位置,記錄探頭中心所對應(yīng)的位置,此為缺陷長度方向上的端點,經(jīng)過測量約為8 mm。缺陷波幅得出為80.1%,缺陷深度得出為4.2 mm。
圖9 1號缺陷最高波(長度測量)
5.2 人工刻槽的測量方法
以刻槽缺陷(長度為9 mm刻槽位于90°位置)為例,其自身高度的測量步驟為:按照ASME標(biāo)準(zhǔn),缺陷自身高度可以從S掃描的圖像中使用-6 dB法或者端點衍射法進(jìn)行測量。試驗采用端點衍射法進(jìn)行測量,利用刻槽左上方的衍射回波及其與底面所形成的端角回波,可判定其自身高度,刻槽缺陷自身高度測量原理示意如圖10所示。刻槽高度測量結(jié)果如圖11所示,衍射信號U(m)位于8.44 mm,端角回波U(r)位于9.48 mm,刻槽自身高度為U(m-r)約為1 mm。
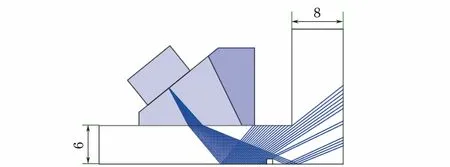
圖10 刻槽缺陷自身高度測量原理示意
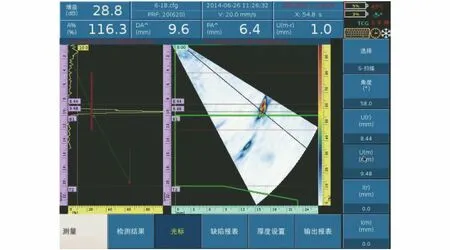
圖11 刻槽高度測量結(jié)果
矩形槽測長方法同橫孔測長方法一致,最終測得矩形槽長度約為11 mm。測量出的各人工缺陷的大小如表1所示(矩形槽寬度不可測),同時還與實際長度進(jìn)行了比較。
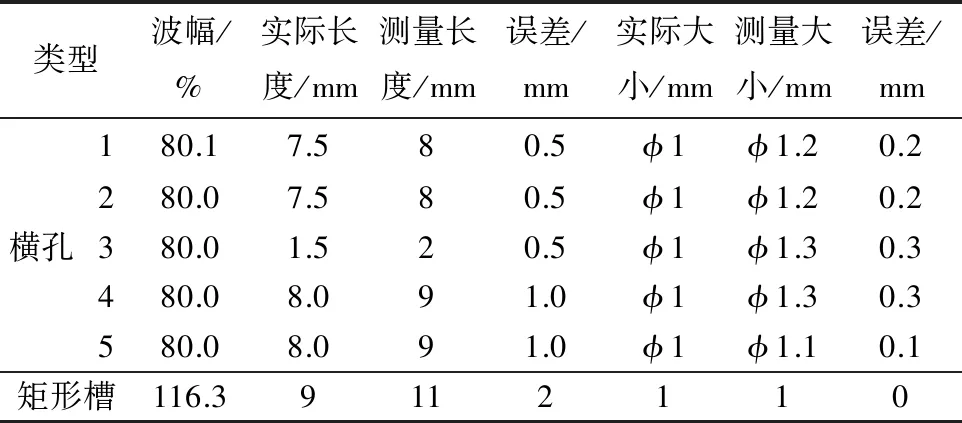
表1 各人工缺陷實際尺寸與測量結(jié)果
以上所檢測的缺陷位于T型焊接接頭試塊的不同位置,所得到的數(shù)據(jù)與實際缺陷長度和大小大致吻合,說明相控陣超聲檢測技術(shù)應(yīng)用于機車T型管路接頭的質(zhì)量控制是可行的。
6 結(jié)語
相控陣超聲檢測技術(shù)可以檢測機車T型管路接頭焊縫的內(nèi)部缺陷。相控陣超聲技術(shù)有較高的缺陷檢出率,檢測效率高。工件圖像的加載降低了人員判定缺陷的難度。對于T型角焊縫的相控陣檢測,掃查參數(shù)和掃查位置的確定是重點和難點所在,需要根據(jù)不同管徑和壁厚加載專用的工件圖形,通過聲束模擬,確定不同探頭掃查位置的掃查參數(shù),確保被檢區(qū)域的全覆蓋。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
