油田小口徑管道內(nèi)防腐層補(bǔ)口技術(shù)探討
2020-08-05 11:04:38劉碧峰劉博洋
石油化工腐蝕與防護(hù) 2020年3期
劉碧峰,劉博洋,徐 濤
(1.大港油田公司第三采油廠,河北 滄州 061023;2.大港油田公司第六采油廠,河北 滄州 061023)
1 技術(shù)背景
隨著油氣田開發(fā)時(shí)間的延長(zhǎng)、原油水含量的升高及各種生產(chǎn)藥劑的廣泛應(yīng)用,油氣水管道的腐蝕越來(lái)越嚴(yán)重。特別是大港南部油田,處于沿海高鹽高含水地帶,土壤腐蝕性強(qiáng);另外,原油物性差,屬于典型的高凝高黏油田。為了減小管道集輸阻力,大部分油井采用雙管摻水伴熱生產(chǎn),管網(wǎng)輸送介質(zhì)溫度高,普遍在45~75 ℃,同時(shí),地層產(chǎn)出液中Cl-,CO2,H2S等腐蝕性介質(zhì)含量較高,造成鋼質(zhì)管道腐蝕結(jié)垢極其嚴(yán)重,帶來(lái)了大量安全環(huán)保問(wèn)題[1]。為了降低管道的腐蝕泄漏,對(duì)所有新建的生產(chǎn)管道內(nèi)外全部涂裝環(huán)氧類重防腐涂料,取得了明顯的效果。目前,1 753 km 管道因腐蝕導(dǎo)致的泄漏次數(shù)由每年6 000次降到每年 1 550 次;但是,仍有部分重防腐涂裝后的管道投產(chǎn)后僅使用6~12個(gè)月就開始出現(xiàn)腐蝕泄漏。
2 問(wèn)題分析
對(duì)短時(shí)間內(nèi)又出現(xiàn)腐蝕泄漏的管道進(jìn)行調(diào)研分析,發(fā)現(xiàn)以往采用的3PE外防腐層+環(huán)氧類(熔結(jié)環(huán)氧粉末、液態(tài)環(huán)氧涂料)內(nèi)防腐層技術(shù)是有效的,正常情況下能夠很好地解決外部土壤及內(nèi)部介質(zhì)對(duì)管道的腐蝕,出現(xiàn)腐蝕泄漏的地方均為防腐蝕層質(zhì)量問(wèn)題或防腐蝕層缺損所導(dǎo)致。對(duì)于外防腐蝕層缺損,可以在施工安裝或者后期運(yùn)行時(shí)使用液態(tài)環(huán)氧涂料、聚乙烯冷纏帶或者黏彈體膠帶實(shí)現(xiàn)外補(bǔ)口修補(bǔ)。內(nèi)防腐蝕層缺損就很難修補(bǔ),特別是油氣田上游生產(chǎn)管道,絕大部分都是DN200以下的小口徑管道,雖然管道本體采取了3PE外防腐蝕+熔結(jié)環(huán)氧粉末內(nèi)防腐蝕措施,但是,由于沒有較好的內(nèi)補(bǔ)口技術(shù),管道現(xiàn)場(chǎng)焊接安裝過(guò)程中,破壞了原有的內(nèi)防腐蝕涂層,從而導(dǎo)致短時(shí)間內(nèi)腐蝕泄漏。因此,內(nèi)防腐蝕層補(bǔ)口問(wèn)題已成為影響管道內(nèi)壁涂裝技術(shù)發(fā)展的主要瓶頸[2]。
3 內(nèi)補(bǔ)口技術(shù)現(xiàn)狀
由于上游生產(chǎn)系統(tǒng)管道口徑普遍偏小,內(nèi)防腐管道現(xiàn)場(chǎng)內(nèi)補(bǔ)口技術(shù)的滯后,導(dǎo)致一般的涂層預(yù)制防腐蝕技術(shù)應(yīng)用受到限制[3]。
3.1 內(nèi)補(bǔ)口機(jī)技術(shù)
隨著自動(dòng)化技術(shù)的進(jìn)步,管道內(nèi)補(bǔ)口機(jī)也逐步發(fā)展和完善,越來(lái)越智能化、小型化,現(xiàn)在的內(nèi)補(bǔ)口機(jī)一般由行走、定位、除銹、供料、旋噴、控制和自檢等環(huán)節(jié)組成,大口徑( DN200以上)的鋼質(zhì)管線內(nèi)防腐層焊口補(bǔ)口可以采用內(nèi)補(bǔ)口機(jī)器人,對(duì)焊口內(nèi)壁進(jìn)行除銹、噴涂等防腐蝕補(bǔ)口作業(yè),見圖1。在管道對(duì)口焊接安裝完成后,對(duì)焊縫部位實(shí)施防腐層內(nèi)補(bǔ)口。補(bǔ)口時(shí),首先要對(duì)組對(duì)焊接的管道內(nèi)壁進(jìn)行清掃、焊口定位并進(jìn)行除銹達(dá)到Sa2級(jí)以上,然后,將高壓無(wú)氣噴涂機(jī)送到管道內(nèi)壁焊縫處進(jìn)行噴涂作業(yè),最后再進(jìn)行檢測(cè)。
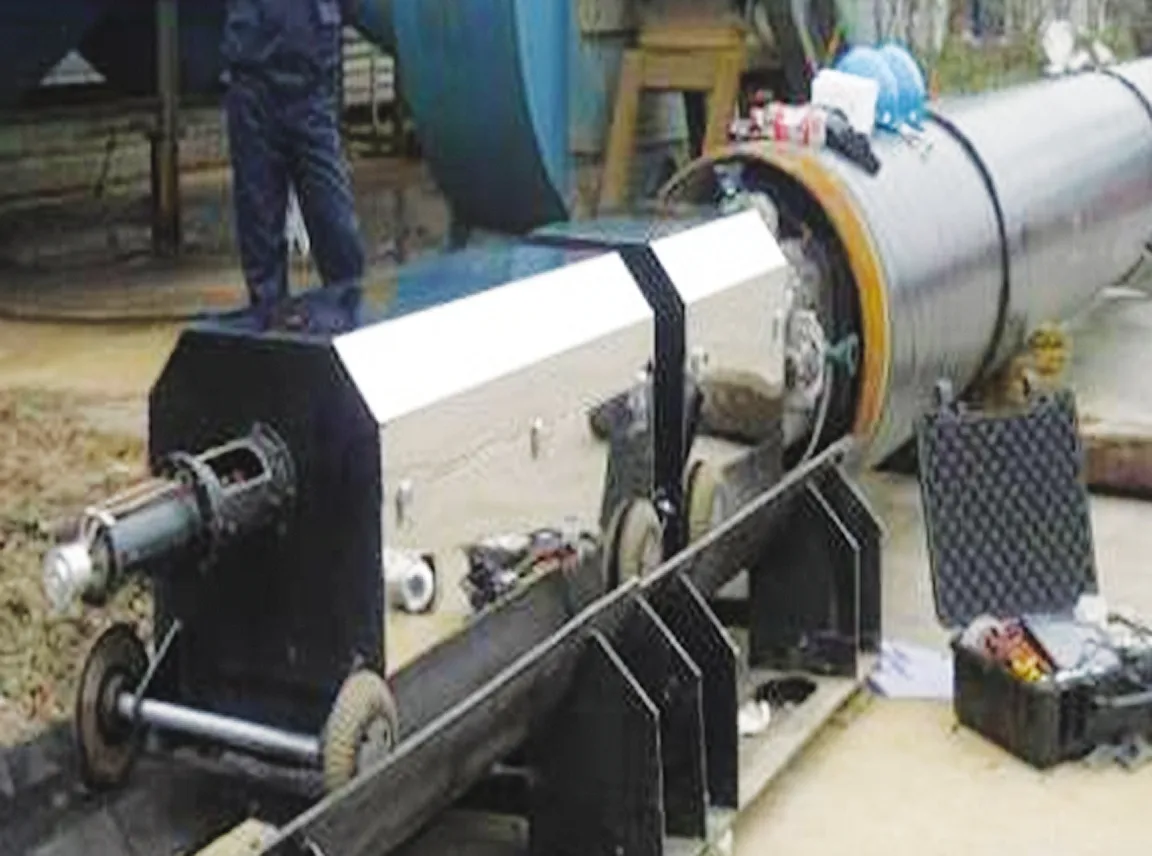
圖1 內(nèi)補(bǔ)口機(jī)
然而,由于小口徑管道內(nèi)腔空間狹小,內(nèi)補(bǔ)口機(jī)組成環(huán)節(jié)多,導(dǎo)致內(nèi)補(bǔ)口機(jī)在小口徑管道上應(yīng)用受限。
3.2 內(nèi)襯滑套技術(shù)
3.2.1 技術(shù)特點(diǎn)
內(nèi)襯滑套技術(shù)是在管道焊口位置內(nèi)部安裝耐腐蝕、耐高溫滑套,管道對(duì)口焊接后, 處于焊縫位置的滑套能夠防止輸送介質(zhì)進(jìn)入焊縫周圍,實(shí)現(xiàn)防腐層內(nèi)補(bǔ)口。目前應(yīng)用的滑套主要有UB滑套、不銹鋼滑套等。這種滑套內(nèi)補(bǔ)口技術(shù)結(jié)構(gòu)簡(jiǎn)單,價(jià)格不貴,但是,由于滑套均有一定厚度,為了保證管道通徑的一致性,需要在安裝時(shí)對(duì)管端采取擴(kuò)徑、整形、密封及涂膠等技術(shù)措施。
3.2.2 UB滑套的缺點(diǎn)
(1)管道施工安裝過(guò)程中,極易損傷O型橡膠密封圈。
(2)管端擴(kuò)徑整形的差異會(huì)造成介質(zhì)浸入焊口內(nèi)壁區(qū)域。
(3)焊接熱影響可能會(huì)造成O型橡膠密封圈損壞或老化失效。
(4)現(xiàn)場(chǎng)施工安裝作業(yè)復(fù)雜。
3.2.3 不銹鋼滑套的缺點(diǎn)
(1)焊接電流、焊接速度及焊材選擇不當(dāng)有會(huì)造成不銹鋼滑套被焊穿,焊縫射線探傷難以確認(rèn)焊縫質(zhì)量。
(2)管端擴(kuò)孔、不銹鋼滑套加工精度要求高。
(3)密封材料存在老化風(fēng)險(xiǎn)。
(4)現(xiàn)場(chǎng)安裝施工作業(yè)復(fù)雜,需要專用的推進(jìn)工具。
3.3 耐蝕材料焊接補(bǔ)口技術(shù)
耐蝕材料焊接補(bǔ)口技術(shù)是在管道兩端預(yù)制耐腐蝕的材料(不銹鋼、陶瓷等),現(xiàn)場(chǎng)安裝時(shí)只需要將兩根管子對(duì)口焊接,而不再需要采取其他內(nèi)防腐蝕補(bǔ)口措施,即可實(shí)現(xiàn)管道內(nèi)防腐層連續(xù)完整的技術(shù)。按照耐蝕材料(不銹鋼等)預(yù)制方式的不同,又可分為管端外接不銹鋼短節(jié)法、管端內(nèi)襯不銹鋼短節(jié)法、管端不銹鋼堆焊法。
3.3.1 管端外接不銹鋼短節(jié)法
預(yù)先在管道的兩頭焊接2個(gè)不銹鋼環(huán),不銹鋼環(huán)的厚度根據(jù)設(shè)計(jì)壓力選取,不銹鋼環(huán)的寬度要根據(jù)不同管壁厚度、管徑、焊接時(shí)的熱影響區(qū)范圍寬度以及內(nèi)防腐涂層耐熱能力確定。經(jīng)過(guò)試驗(yàn)和測(cè)算,對(duì)于耐溫100 ℃熔結(jié)環(huán)氧粉末防腐層來(lái)說(shuō),規(guī)格為φ114 mm×6 mm至φ219 mm×14 mm的管道,一般熱影響區(qū)不超過(guò)100 mm,因此,不銹鋼環(huán)長(zhǎng)度可選100~150 mm;然后,再進(jìn)行管道內(nèi)、外防腐蝕涂層的涂敷。內(nèi)、外防腐蝕涂層務(wù)必要覆蓋不銹鋼環(huán)與管體之間的焊縫,以免發(fā)生不同鋼材之間電位差導(dǎo)致的電化學(xué)腐蝕,現(xiàn)場(chǎng)連接時(shí),只需要用不銹鋼焊條將兩根管端的不銹鋼環(huán)焊在一起即可(見圖2和圖3)。該方法的優(yōu)點(diǎn)是簡(jiǎn)單、有效地解決了管道內(nèi)防腐蝕層在焊縫附近的內(nèi)補(bǔ)口難題。

圖2 管端外接不銹鋼短節(jié)

圖3 管端外接不銹鋼短節(jié)焊接示意
不銹鋼短節(jié)法存在以下缺點(diǎn):
(1)由于不銹鋼和低碳鋼存在較大電位差,當(dāng)覆蓋異種金屬界面焊道的防腐蝕涂層失效后,在導(dǎo)電腐蝕介質(zhì)中會(huì)有電化學(xué)腐蝕發(fā)生。
(2)管端外接不銹鋼短節(jié)會(huì)增加管道成本,特別是彎頭、三通及長(zhǎng)度小于1.0 m的短管如果再外接不銹鋼短節(jié)的話,價(jià)格比直接采用不銹鋼彎頭、三通和短管還要貴。
(3)相對(duì)于普通管道,施工難度較大。
3.3.2 管端內(nèi)襯不銹鋼短節(jié)法
預(yù)先在管道的兩頭內(nèi)襯焊接2個(gè)薄壁不銹鋼環(huán),不銹鋼環(huán)的厚度既要滿足焊接施工要求,又要滿足管道通徑一致性要求,一般選取1~3 mm,不銹鋼環(huán)的寬度與上述外接不銹鋼短節(jié)相當(dāng);然后進(jìn)行管道內(nèi)、外防腐蝕涂層的涂敷,內(nèi)防腐蝕涂層務(wù)必要覆蓋不銹鋼環(huán)與管體之間的焊縫,以免不同鋼材之間電位差導(dǎo)致的電化學(xué)腐蝕發(fā)生。現(xiàn)場(chǎng)連接時(shí),需要用不銹鋼焊條將兩根管端內(nèi)襯的不銹鋼環(huán)焊在一起,再用普通焊條充填、蓋面(見圖4和圖5)。
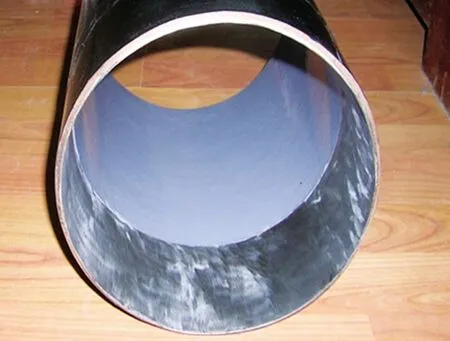
圖4 管端內(nèi)襯不銹鋼短節(jié)
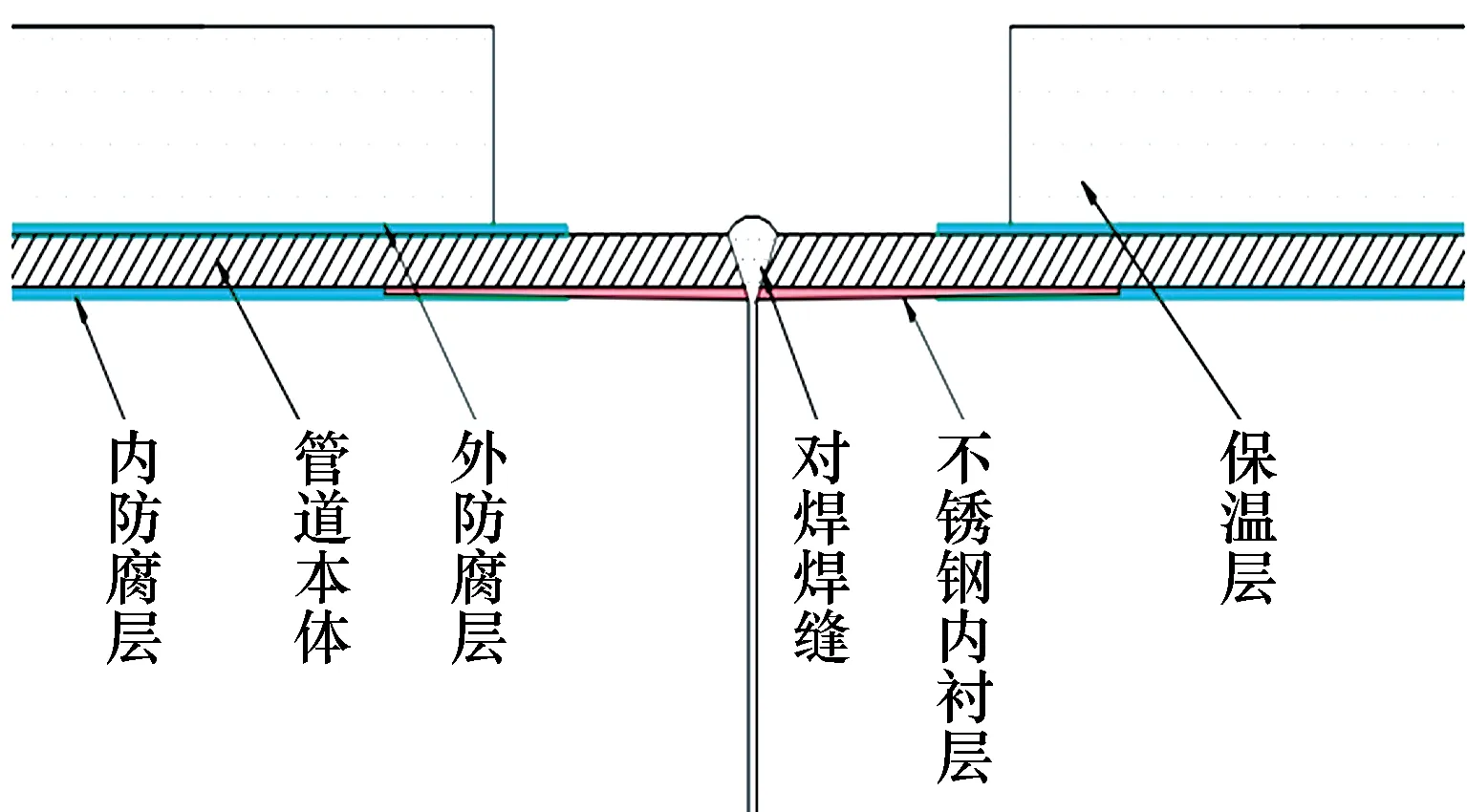
圖5 管端內(nèi)襯不銹鋼短節(jié)焊接示意
該方法的優(yōu)點(diǎn)是簡(jiǎn)單、有效,但也存在以下缺點(diǎn):
(1)由于不銹鋼和碳鋼存在較大電位差,當(dāng)覆蓋異種金屬界面焊道的防腐蝕涂層失效后,在導(dǎo)電腐蝕介質(zhì)中易發(fā)生電化學(xué)腐蝕。
(2)由于此方法管端內(nèi)襯的不銹鋼環(huán)與基管之間屬于機(jī)械復(fù)合,存在焊接應(yīng)力及熱膨脹系數(shù)的差異,兩者之間存在縫隙,一旦腐蝕介質(zhì)浸入雙金屬夾層內(nèi),極易引起劇烈的電化學(xué)腐蝕。
(3)在兩根管道現(xiàn)場(chǎng)對(duì)焊時(shí),由于內(nèi)襯不銹鋼環(huán)壁厚較薄、在充填焊接過(guò)程中,控制不好焊接參數(shù)會(huì)導(dǎo)致碳鋼中的金屬元素混入不銹鋼中,從而影響其耐腐蝕性,施工難度大。
3.3.3 管端不銹鋼堆焊法
管端內(nèi)壁堆焊方法的優(yōu)點(diǎn)在于耐蝕合金堆焊層與基管之間屬于冶金結(jié)合,與管端內(nèi)襯不銹鋼短節(jié)相比,不存在介質(zhì)浸入雙金屬夾層的可能。堆焊層的耐蝕合金應(yīng)根據(jù)輸送介質(zhì)的腐蝕性能、堆焊結(jié)構(gòu)的力學(xué)性能、涂層性能及管道對(duì)口焊接性能來(lái)選擇,可選擇奧氏體不銹鋼、雙相不銹鋼及鎳基合金等。堆焊層厚度既要滿足其力學(xué)和化學(xué)性能要求,又要滿足管道通徑一致性要求,一般選取2~3 mm。堆焊層的寬度由管道對(duì)焊熱影響區(qū)寬度及內(nèi)防腐材料耐熱能力決定。堆焊后再進(jìn)行管道內(nèi)、外防腐蝕涂層的涂敷,內(nèi)防腐涂層務(wù)必要覆蓋不銹鋼堆焊與基管之間的起始焊縫,以免不同鋼材之間電位差導(dǎo)致的電化學(xué)腐蝕發(fā)生(見圖6和圖7)。現(xiàn)場(chǎng)連接時(shí),需要先將兩根管端堆焊的不銹鋼層焊在一起,再用普通焊條充填、蓋面。相對(duì)于其他內(nèi)補(bǔ)口技術(shù),管端內(nèi)壁堆焊方法有其明顯的優(yōu)勢(shì):

圖6 管端堆焊技術(shù)內(nèi)補(bǔ)口結(jié)構(gòu)示意
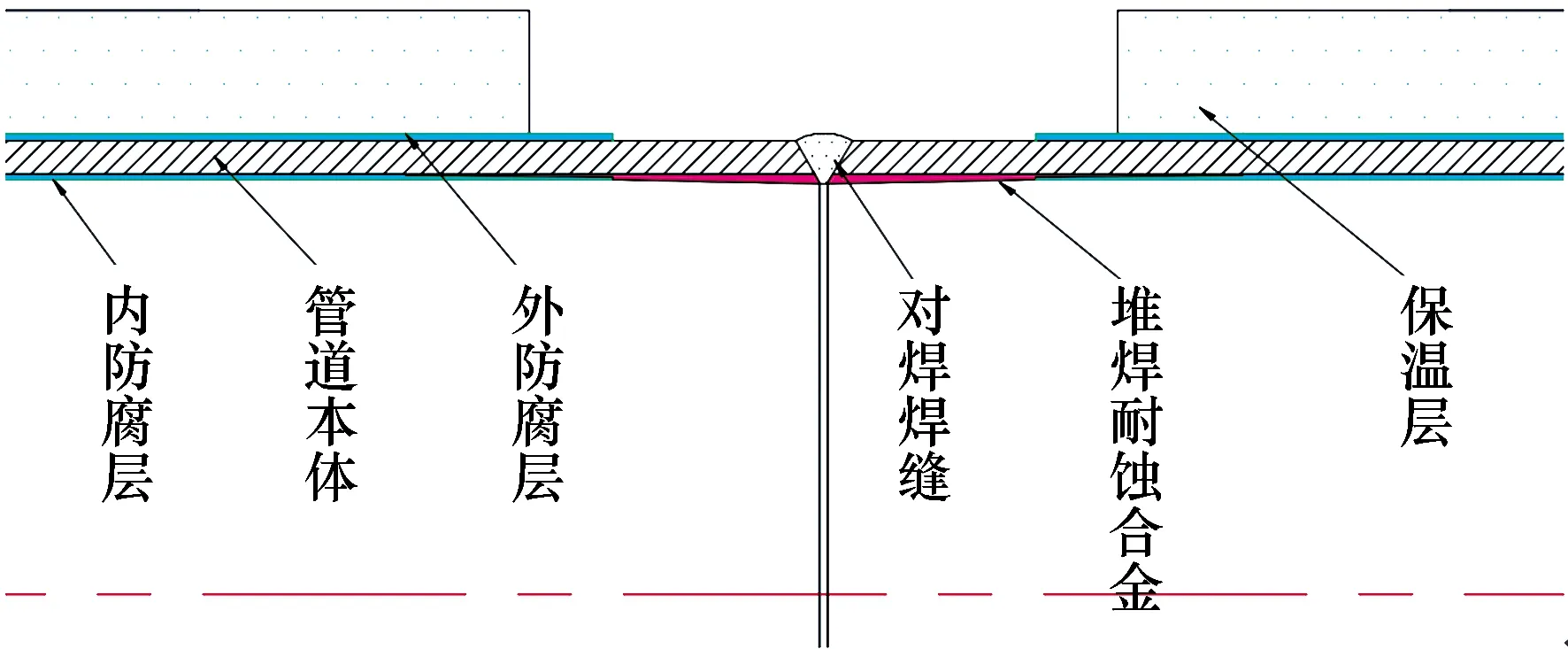
圖7 管端堆焊技術(shù)焊接示意
(1)單根鋼管內(nèi)外涂(覆)層和端頭內(nèi)堆焊均在工廠預(yù)制完成,質(zhì)量可檢、可控。
(2)管端堆焊層與管體之間實(shí)現(xiàn)冶金熔合、無(wú)縫連接,實(shí)現(xiàn)內(nèi)表面平滑過(guò)渡。
(3)可以根據(jù)輸送介質(zhì)選擇耐蝕合金焊材,包括鎳基合金、雙相不銹鋼和奧氏體不銹鋼等。
(4)鋼管內(nèi)壁管體以及堆焊層的過(guò)渡區(qū)由環(huán)氧粉末一次成型涂覆,焊接熱影響區(qū)由耐蝕合金起到防腐蝕作用,使得焊縫區(qū)域與堆焊層、內(nèi)防腐蝕層形成連續(xù)的防腐蝕層,因此現(xiàn)場(chǎng)焊接完成后只需要做外補(bǔ)口,無(wú)需進(jìn)行內(nèi)補(bǔ)口防腐蝕作業(yè),施工簡(jiǎn)單快速。
該方法近年來(lái)得到了較多的應(yīng)用,是目前較可靠的一種工廠化預(yù)制內(nèi)補(bǔ)口方法[3]。
4 結(jié) 語(yǔ)
在現(xiàn)階段防腐蝕技術(shù)條件下,性能優(yōu)異的重防腐涂料能夠抑制鋼質(zhì)管道的腐蝕問(wèn)題。只要把住施工質(zhì)量關(guān),重防腐蝕層的粘接強(qiáng)度、抗沖擊強(qiáng)度、耐溫性能、耐久性及耐腐蝕性均表現(xiàn)優(yōu)異,關(guān)鍵在于內(nèi)、外防腐層的補(bǔ)口性能能否滿足耐久、密封、簡(jiǎn)單、實(shí)用的要求,特別是油氣田上游生產(chǎn)系統(tǒng)大量應(yīng)用的小口徑管道內(nèi)防腐層補(bǔ)口技術(shù)一直是困擾業(yè)界的一個(gè)技術(shù)難題。
目前,各種小口徑管道內(nèi)防腐層補(bǔ)口技術(shù)均有各自的技術(shù)特點(diǎn)。根據(jù)現(xiàn)場(chǎng)應(yīng)用經(jīng)驗(yàn),管端不銹鋼堆焊內(nèi)補(bǔ)口技術(shù)針對(duì)小口徑管道內(nèi)防腐層補(bǔ)口具有較高的性價(jià)比,無(wú)論從經(jīng)濟(jì)性、實(shí)用性以及可靠性方面均比較實(shí)用,建議推廣應(yīng)用。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(bào)(2017年2期)2017-05-17 05:19:50
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16