厚板鈦合金磁控窄間隙TIG焊接技術(shù)發(fā)展現(xiàn)狀
2020-08-05 08:11:14胡金亮曾才有余陳張宇鵬
精密成形工程 2020年4期
胡金亮,曾才有,余陳,張宇鵬
(1.廣東省科學(xué)院 廣東省焊接技術(shù)研究所(廣東省中烏研究院),廣州 510651;2.廣東工業(yè)大學(xué),廣州 510520)
鈦合金憑借高的比強(qiáng)度和韌性、優(yōu)異的耐腐蝕性、耐微生物附著性和抗蠕變性成為海洋工程領(lǐng)域關(guān)鍵材料之一,被譽(yù)為“海洋金屬”。大型鈦合金海洋工程結(jié)構(gòu)件通常由厚板鈦合金焊接而成,適用于厚板的鈦合金焊接工藝主要有激光焊(Laser beam welding,LBW)、電子束焊(Electron beam welding, EBW)和窄間隙非熔化極惰性氣體保護(hù)電弧焊(Narrow-gap tungsten inert gas welding, NG-TIG)等[1—3]。其中,LBW 和 EBW 通過高能束熱源對(duì)焊件進(jìn)行全厚度熔透,實(shí)現(xiàn)厚板互連,能獲得較小的熔合區(qū),避免大范圍顯微組織不均,保證接頭力學(xué)性能優(yōu)良。NG-LBW和EBW也存在結(jié)構(gòu)尺寸受限、“匙孔”效應(yīng)易造成缺陷以及設(shè)備造價(jià)高昂等若干問題,很大程度上限制了相關(guān)技術(shù)在厚板鈦合金焊接領(lǐng)域的應(yīng)用[4]。相比而言,窄間隙TIG焊接以電弧為熱源進(jìn)行多層焊接,通過惰性氣體保護(hù)設(shè)計(jì)提高焊接過程的靈活性,設(shè)備造價(jià)相對(duì)較低,焊接工藝過程穩(wěn)定,被認(rèn)為是目前最適合大厚度鈦合金焊接的低成本、高效焊接技術(shù)之一[5—7]。
對(duì)于窄間隙TIG焊接,由于較窄的焊道間隙,易引發(fā)電弧沿側(cè)壁“爬升”,造成焊道兩側(cè)壁底角熱輸入不足,導(dǎo)致側(cè)壁熔合不良。已有研究表明,采用機(jī)械擺動(dòng)鎢極、焊絲擺動(dòng)或外加磁場優(yōu)化調(diào)控電弧形態(tài)和分布,能有效解決窄間隙焊接側(cè)壁熔合不良的問題[8—10]。機(jī)械擺動(dòng)鎢極是通過機(jī)械結(jié)構(gòu)驅(qū)動(dòng)鎢極擺動(dòng),進(jìn)而帶動(dòng)焊接電弧擺動(dòng)和焊接熱量重新分布,但額外的機(jī)械擺動(dòng)機(jī)構(gòu)增加了焊槍的結(jié)構(gòu)復(fù)雜度,降低了焊接可操作性。焊絲擺動(dòng)主要通過改變焊絲形態(tài)和結(jié)構(gòu)以改變焊接電弧的運(yùn)動(dòng),主要有麻花焊絲(纜式焊絲)、BHK方式和折曲焊絲等工藝[11]。例如,纜式焊絲是通過將多根焊絲旋轉(zhuǎn)絞合成一根大直徑焊絲,焊接時(shí)外圍分焊絲端部將圍繞中心焊絲同步旋轉(zhuǎn),實(shí)現(xiàn)焊接電弧的自主旋轉(zhuǎn)。焊絲擺動(dòng)工藝主要適用于熔化極氣體保護(hù)焊。當(dāng)鈦合金焊絲強(qiáng)度較高時(shí),折曲機(jī)構(gòu)磨損較快,易引起焊絲不規(guī)則擺動(dòng),增加焊接缺陷的產(chǎn)生概率。相比其他設(shè)計(jì)策略,外加磁場擺動(dòng)電弧的方案能利用磁場變化靈活控制電弧擺動(dòng),簡化設(shè)備結(jié)構(gòu),減少焊接道數(shù),降低熱積累,有很強(qiáng)的技術(shù)優(yōu)勢,適合鈦合金厚板焊接。磁控窄間隙TIG焊接技術(shù)最早由烏克蘭巴頓焊接技術(shù)研究所提出,國內(nèi)研究人員針對(duì)磁控 NG-TIG焊裝備和焊接工藝等方面也有進(jìn)行相關(guān)研究[12—14]。近年來,粵港澳大灣區(qū)在海洋工程裝備和海工結(jié)構(gòu)制造領(lǐng)域進(jìn)行科學(xué)布局,廣東省焊接技術(shù)研究所(廣東省中烏研究院)積極開展了厚板鈦合金磁控窄間隙TIG焊接技術(shù)的基礎(chǔ)研究和產(chǎn)業(yè)應(yīng)用推廣。文中圍繞厚板鈦合金磁控窄間隙TIG焊接技術(shù)及其研究現(xiàn)狀展開討論,重點(diǎn)闡述磁控窄間隙TIG焊接外加橫向磁場作用、焊接工藝參數(shù)設(shè)計(jì)、接頭顯微組織和力學(xué)性能以及焊接殘余應(yīng)力分布,以期為厚板鈦合金先進(jìn)焊接技術(shù)的發(fā)展提供參考。
1 焊接設(shè)備簡介
磁控窄間隙TIG焊接技術(shù)是依靠外加交變磁場以驅(qū)動(dòng)電弧擺動(dòng),進(jìn)而實(shí)現(xiàn)窄間隙焊接。由烏克蘭巴頓焊接技術(shù)研究所開發(fā)的磁控窄間隙TIG焊接設(shè)備如圖1a所示,其主要結(jié)構(gòu)部件有固定焊接機(jī)頭的工作機(jī)架、焊接接頭移動(dòng)的小車、帶保護(hù)氣噴管焊槍、送絲系統(tǒng)、電弧磁控系統(tǒng)、焊接過程視頻監(jiān)控系統(tǒng)、焊接工作臺(tái)、含燃弧裝置的弧焊電源、控制機(jī)柜。
帶保護(hù)氣噴管焊槍能有效避免鈦合金焊縫及近焊縫區(qū)高溫氧化。保護(hù)嘴內(nèi)表面形狀類似維多斯曲線,此設(shè)計(jì)能確保電弧平穩(wěn)注入熔池,避免電弧偏移至零件側(cè)面。另外,在焊槍保護(hù)氣氛環(huán)境下,可將焊接坡口間隙寬度縮小至8~12 mm。與窄間隙潛弧焊保護(hù)嘴設(shè)計(jì)方案相比,可減少1.5~2倍填充焊絲耗損,并在一定程度上減小焊件變形。大厚板鈦合金磁控焊接設(shè)備采用原創(chuàng)設(shè)計(jì)的焊槍,通過降低熔池表面電弧壓力值,可減少焊縫不熔化物的數(shù)量,抑制咬邊缺陷的發(fā)生。利用此設(shè)備得到的不同厚度規(guī)格 TC4(Ti-6Al-4V)鈦合金接頭照片如圖1b所示。可以看出,各厚度規(guī)格鈦合金板通過多層焊接方式實(shí)現(xiàn)鈦合金厚板的良好連接,焊縫表面未觀察到嚴(yán)重的氧化現(xiàn)象和咬邊缺陷。
國內(nèi)哈爾濱工業(yè)大學(xué)也有提出雙磁極磁控窄間隙焊接方案,即沿焊接方向在鎢極前后兩邊各設(shè)置一個(gè)導(dǎo)磁體,兩磁極穿過同一磁感線圈。焊接時(shí),磁感線圈通以周期交替方波電流,兩導(dǎo)磁體可在電極周圍形成周期變化的橫向磁場,進(jìn)而實(shí)現(xiàn)焊接電弧擺動(dòng)[15]。通過電弧周期性擺動(dòng)能合理調(diào)控電弧熱量分布,有效解決窄間隙側(cè)壁熔合問題,細(xì)化焊縫組織,獲得高質(zhì)量窄間隙接頭。

圖1 烏克蘭巴頓焊接技術(shù)研究所研發(fā)的磁控NG-TIG焊接設(shè)備和不同厚度鈦合金接頭Fig.1 Magnetically controlled NG-TIG welding equipment developed by Ukraine E.O.Paton Welding Institute and titanium alloys joint with different thickness welded with magnetically-controlled NG-TIG setup
2 外加磁場作用
圖2a為磁控窄間隙TIG焊的焊接過程示意圖。電磁線圈通入交變電流,穿過線圈的硅鋼片成為導(dǎo)磁體,磁感線穿過電極和電弧,磁場方向可根據(jù)安培定律判斷。鈦及鈦基合金屬于非磁性材料,外加磁場變化對(duì)熔滴形態(tài)幾乎沒有影響,但磁場中運(yùn)動(dòng)的帶電粒子將受到洛侖茲力作用。電弧為高速運(yùn)動(dòng)的帶電等離子體,其受到的導(dǎo)磁體磁場的洛侖茲力方向可根據(jù)左手定則進(jìn)行判斷。圖2b和c分別為電弧偏移至+y方向和?y方向時(shí)外加磁場和電弧所受洛倫茲力示意圖,以及實(shí)際焊接過程中電弧擺動(dòng)情況。坡口側(cè)壁電弧的偏移及相應(yīng)側(cè)壁上的電弧陽極斑偏移可通過電磁線圈的電流極性變換實(shí)現(xiàn)。改變可控磁場的交變頻率可調(diào)節(jié)側(cè)壁的熔化及焊縫中心前一道熔化層表面的熔化深度[16]。通過外加磁場控制電弧集中位置,使電弧在焊接過程中周期性向兩個(gè)側(cè)壁擺動(dòng)。一方面,能有效減少焊縫根部的多余熱量;另一方面,電弧集中位置不斷向兩側(cè)壁移動(dòng),有助于側(cè)壁的完全熔合。特別是在焊接厚度達(dá)到120 mm的鈦合金板時(shí),磁控電弧能夠使整個(gè)焊接區(qū)域的受熱更為均勻,減小因受熱不均而產(chǎn)生的組織不均勻和熱應(yīng)力[17],因此,在利用窄間隙弧焊優(yōu)勢的基礎(chǔ)上,通過磁控技術(shù)消除弧焊自身的技術(shù)問題,就能夠在提高效率的基礎(chǔ)上,進(jìn)一步改進(jìn)焊接質(zhì)量。
有研究表明,擺動(dòng)電弧對(duì)熔敷金屬流動(dòng)和熔池形態(tài)也有一定影響。具體地,當(dāng)陰極上電弧柱直徑較大和等離子流速最小時(shí),使用工作部分為平面形狀的電極能降低熔池上電弧柱壓力,并能提高非熔化電極的強(qiáng)度,盡可能降低難熔夾雜物焊縫缺陷的數(shù)量和尺寸[18]。熔池電流和外磁場相互作用出現(xiàn)的洛侖茲力、熔池熔融金屬動(dòng)靜壓力,會(huì)增加熔融中間層的厚度。原因在于坡口側(cè)壁交替的電弧偏移將導(dǎo)致熔融金屬從側(cè)壁的熔化電弧獲得電流,從而激發(fā)熔池的熔融金屬橫向振動(dòng)。
無外加磁場和有外加磁場情況下,鈦合金窄間隙TIG焊接接頭間隙側(cè)壁和填充金屬區(qū)域如圖3所示,可以看出,無外加磁場時(shí),側(cè)壁與填充金屬間存在明顯的未熔合缺陷,而有外加磁場時(shí)側(cè)壁熔合良好,未能觀察到明顯焊接缺陷。通過施加外部磁場實(shí)現(xiàn)電弧的擺動(dòng),可以合理調(diào)控電弧熱量分布,尤其是對(duì)改善側(cè)壁底部的熱輸入具有較好的效果,保證后一道次熔敷金屬能充分填充側(cè)壁底部[19]。同時(shí),擺動(dòng)電弧能對(duì)熔池和側(cè)壁熔敷金屬產(chǎn)生一定的攪拌和振蕩效果,從而增強(qiáng)熔敷金屬流動(dòng)性,細(xì)化顯微組織[20]。綜上,擺動(dòng)電弧能有效避免側(cè)壁熔合不良現(xiàn)象的發(fā)生。
3 焊接工藝設(shè)計(jì)
磁控窄間隙 TIG焊接工藝不僅需要優(yōu)化匹配常規(guī)的焊接工藝參數(shù)(焊接層數(shù)、焊接電流、電壓和填絲速度等),由于添加了外加磁場,磁場對(duì)電弧形態(tài)和擺動(dòng)具有直接影響,還需要綜合考慮外加磁場強(qiáng)度和頻率等工藝參數(shù)對(duì)焊接質(zhì)量的影響。下文將對(duì)主要工藝參數(shù)對(duì)焊縫成形的影響做簡單概述。

圖2 外加橫向磁場和電弧擺動(dòng)示意圖Fig.2 Schematic illustration of external transverse magnetic field and arc swing

圖3 外加橫向磁場對(duì)焊縫成形的影響Fig.3 Effect of external transverse magnetic field on configuration and microstructure of welding seam
3.1 窄間隙坡口設(shè)計(jì)
焊接坡口不僅對(duì)窄間隙焊縫的最終形態(tài)具有決定性影響,而且對(duì)焊接電弧穩(wěn)定性也有重要作用。在焊接電流和電壓不變的情況下,焊接電弧形態(tài)將不會(huì)發(fā)生顯著變化,但坡口角度變化會(huì)引起焊接電弧位置變化[21]。當(dāng)窄間隙坡口角度減小時(shí),焊接電弧為維持原來的形狀,將發(fā)生上移,電弧根部距離坡口底部的距離增大;反之,電弧將發(fā)生下移,電弧距離窄間隙坡口底部的距離減小[22],因此,窄間隙坡口角度的變化將直接影響電弧距離坡口底部的距離。電弧位置的變化進(jìn)而影響電弧熔深,隨著坡口角度的加大,穿透深度也隨著加大直至焊穿。隨著坡口角度由小到大,電弧至根部距離由大變小,未熔合深度也由大變小,而穿透深度由小變大。I型坡口相對(duì)簡單,容易保證待焊表面的尺寸和狀態(tài),因此,磁控窄間隙TIG焊接工藝通常可采用I型坡口以保證工藝穩(wěn)定,但該方案需要額外的墊塊進(jìn)行輔助,焊后需要通過機(jī)械加工方式去除墊塊。
3.2 焊接電流強(qiáng)度
當(dāng)焊接電流較小時(shí),總熱輸入量相對(duì)有限,并且磁場作用下電弧發(fā)生周期性擺動(dòng),使得電弧熱輸入量分布更加分散,因而給予焊縫側(cè)壁的熱輸入量更加有限,不足以形成有效的熔深,易造成側(cè)壁熔合不良的缺陷。隨著焊接電流增大,窄間隙焊接側(cè)壁熔合問題能得到一定改善。研究發(fā)現(xiàn),當(dāng)電流值達(dá)到300 A時(shí),焊縫側(cè)壁熔合情況良好。當(dāng)電流繼續(xù)增大至 340~380 A之間時(shí),焊縫截面易發(fā)生“咬邊”缺陷,該缺陷的產(chǎn)生與焊接電流過大引起填充金屬不足有密切關(guān)系。隨著焊接電流增大,電弧所受外加磁場施加的洛倫茲力也相應(yīng)增大,導(dǎo)致電弧擺動(dòng)幅度增大[23];同時(shí),電弧在側(cè)壁底角處的停留時(shí)間延長。電弧將過多的熱量傳遞給側(cè)壁,若沒有足夠的液態(tài)金屬及時(shí)填充,將引發(fā)“咬邊”缺陷[24]。當(dāng)電流值升高至380 A以上時(shí),焊縫表面易出現(xiàn)“凹坑”缺陷。產(chǎn)生這種缺陷的原因與焊接送絲速度有密切關(guān)系。大電流引起電弧挺度增大,進(jìn)而導(dǎo)致液態(tài)金屬被排向熔池后端,當(dāng)送絲速度較低時(shí),填充金屬量不足以回填焊縫,導(dǎo)致“凹坑”缺陷或“氣孔”缺陷[25]。當(dāng)電流增大到420 A時(shí),電弧挺度增大,電弧對(duì)熔化金屬液施加的沖擊力增強(qiáng),使得液態(tài)金屬回填更加及時(shí),一定程度上能起到抑制“咬邊”缺陷的作用。
3.3 外加磁場強(qiáng)度和頻率
外加磁場強(qiáng)度和頻率對(duì)電弧擺動(dòng)有直接影響,進(jìn)一步影響熔池形態(tài)和焊縫成形[26—27]。當(dāng)磁場強(qiáng)度為0~8 mT時(shí),隨著磁場強(qiáng)度增加,焊縫熔寬及側(cè)壁熔深逐漸增大,焊縫熔深及電弧沖擊深度降低。具體地,當(dāng)磁場強(qiáng)度在0~2 mT范圍內(nèi)時(shí),磁場對(duì)電弧擺動(dòng)作用有限,焊縫中心點(diǎn)承受的電弧壓力較高,導(dǎo)致這些區(qū)域受到的電弧沖擊深度和焊縫熔深較大,易形成指狀熔池,引發(fā)“氣孔”等焊接缺陷。隨著磁場強(qiáng)度增大,電弧周期偏轉(zhuǎn)增強(qiáng),焊縫中心點(diǎn)處承受的電弧壓力降低,電弧能量更多地在焊縫側(cè)壁分布,側(cè)壁熔合不良的問題能得到有效改善。研究發(fā)現(xiàn),當(dāng)磁場強(qiáng)度≥4 mT時(shí),窄間隙焊縫的側(cè)壁熔合問題能得到有效改善,且側(cè)壁熔合相對(duì)均勻。
磁場頻率決定了電弧擺動(dòng)頻率,進(jìn)而影響焊接線能量分布的變化。當(dāng)磁場頻率較低時(shí),電弧擺動(dòng)頻率也相應(yīng)較低,電弧熱量更容易傳遞至焊縫底角處;當(dāng)磁場頻率較高時(shí),電弧擺動(dòng)頻率也相應(yīng)較高,電弧在焊縫側(cè)壁上的停留時(shí)間縮短,電弧熱量集中在焊縫底部。磁場頻率增大,導(dǎo)致焊縫底部熔深和電弧沖擊深度增大,焊縫熔寬和焊縫側(cè)壁熔深減小。
3.4 電極位置
由于焊接設(shè)備裝配誤差和焊接熱循環(huán)導(dǎo)致的結(jié)構(gòu)熱脹冷縮作用,在實(shí)際焊接過程中電極位置會(huì)發(fā)生不同程度的偏移,導(dǎo)致電極與焊縫側(cè)壁之間的距離發(fā)生變化,進(jìn)而引發(fā)側(cè)壁熱輸入變化,易引起側(cè)壁熔深不均甚至側(cè)壁熔合不良等問題。圖4展示了側(cè)壁電流/焊接電流之比與電極位置之間的關(guān)系[28]。由圖4可知,當(dāng)電極與側(cè)壁距離增大時(shí),側(cè)壁電流與總電流之比將下降,則側(cè)壁熱輸入量降低。圖5展示了電極偏離間隙中心不同距離時(shí)的焊縫成形情況[28]。改變電極和側(cè)壁間距,則通過側(cè)壁流入的電流強(qiáng)度隨之發(fā)生變化,導(dǎo)致焊縫成形較差。鎢電極從接口中心位移時(shí),通過近距離側(cè)壁流入的電流強(qiáng)度會(huì)增加,而通過遠(yuǎn)距離側(cè)壁的電流強(qiáng)度將會(huì)減少。為避免出現(xiàn)側(cè)壁熔深不均勻,需要嚴(yán)格控制電極位置。

圖4 間隙電流/焊接電流百分比與電極偏移距離之間的關(guān)系[28]Fig.4 Relationship between the ratio of sidewall current/welding current and electrode offset distance

圖5 不同電極偏移距離獲得的焊縫截面[28]Fig.5 Cross-section of welding seam with different electrode offset distances
綜上所述,為保證焊接質(zhì)量,必須優(yōu)化匹配磁控窄間隙TIG焊接過程工藝。以100 mm厚鈦合金磁控窄間隙TIG焊接為例,焊接層數(shù)為20,焊接電流為380~400 A,焊接電壓為12~16 V,焊接速度為 25 m/h,填絲速度為550~570 m/h,磁感應(yīng)強(qiáng)度為4~8 mT,電弧逆變頻率為20 Hz。
4 接頭顯微組織與力學(xué)性能
圖6為100 mm厚TC4合金接頭熔合區(qū)和熱影響區(qū)的顯微組織。可以看出,頂部、中部和底部熔合區(qū)皆為典型的針狀馬氏體組織。頂部和底部熱影響區(qū)為典型的(α+β)片層組織,中部熱影響區(qū)則為(α+β)網(wǎng)籃組織,α相片層和β相片層互相交疊。另外,120 mm厚TA17(Ti-4Al-2V)合金接頭熔合區(qū)和熱影響區(qū)的顯微組織如圖7所示。TA17合金為典型的近α相鈦合金,密排六方α相具有良好的抗高溫蠕變性能,常用于航空發(fā)動(dòng)機(jī)耐高溫結(jié)構(gòu)[29]。TA17接頭母材組織主要為塑性加工拉長α相和少量β長條(見圖7b),其中,β相體積分?jǐn)?shù)低于10%。接頭頂部熱影響區(qū)組織為典型的網(wǎng)籃組織。區(qū)別于雙相鈦合金,TA17鈦合金的網(wǎng)籃組織主要由互相交錯(cuò)的α相組成,幾乎沒有觀察到β相(見圖7c)。頂部熔合區(qū)組織為典型的針狀馬氏體組織(見圖7d)。中部熱影響區(qū)組織為魏氏體組織,在圖7e中能觀察到大片狀α相集束。中部熔合區(qū)組織也為典型針狀馬氏體組織,但相比頂部熔合區(qū),中部熔合區(qū)的馬氏體片顯著更加粗大(見圖7f)。底部熱影響區(qū)和熔合區(qū)組織都為網(wǎng)籃組織,但熔合區(qū)片層α相平均寬度更大,如圖7g和h所示。值得注意的是,在以上各區(qū)域都未觀察到明顯的β相生產(chǎn)。研究發(fā)現(xiàn),厚板鈦合金電子束焊或激光焊接頭的顯微組織特征略有不同,焊縫熔合區(qū)主要為α'馬氏體相,熱影響區(qū)組織不均勻性增加。熱影響區(qū)可分為細(xì)晶區(qū)和粗晶區(qū),細(xì)晶區(qū)由初生α相+β相+等軸α相,粗晶區(qū)為初生α相+針狀α'相[30—31]。相比而言,磁控窄間隙TIG焊獲得的厚板鈦合金接頭各區(qū)域組織相對(duì)更加均勻。
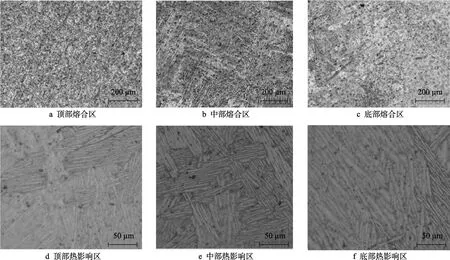
圖6 100 mm厚TC4鈦合金磁控NG-TIG焊接接頭顯微組織Fig.6 Microstructure of 100 mm-thick TC4 titanium alloy joint welded by magnetically controlled NG-TIG welding
磁控窄間隙 TIG焊接各種規(guī)格鈦合金接頭力學(xué)性能如表2所示。對(duì)于100 mm厚TC4鈦合金,接頭屈服強(qiáng)度為840 MPa,達(dá)到母材屈服強(qiáng)度的98%。同時(shí),保持較高的塑性,伸長率達(dá)到12.5%。對(duì)于120 mm厚TA17鈦合金,接頭強(qiáng)度有一定程度降低,屈服強(qiáng)度僅有605 MPa,為母材屈服強(qiáng)度的89%。塑性顯著降低,伸長率僅有 8.5%,僅為母材伸長率的 68%。造成不同規(guī)格鈦合金接頭力學(xué)性能差異顯著的原因主要與合金成分和相組成有密切關(guān)系[32]。TC4鈦合金由(α+β)雙相構(gòu)成,硬α相和軟β相的組合能獲得較高的強(qiáng)度,同時(shí)保證良好塑性。TA17合金基體主要由近單相α相組成,缺少了第二相強(qiáng)化效應(yīng),因此,強(qiáng)度會(huì)顯著偏低,并且,TC4基體中Al和V等合金元素濃度高于TA17合金,在同為單相針狀馬氏體組織情況下,TC4基體中合金元素過飽和度更高,固溶強(qiáng)化效果更顯著,材料強(qiáng)度更高[33]。

圖7 120 mm厚TA17鈦合金磁控NG-TIG焊接接頭顯微組織Fig.7 Microstructure of 120 mm-thick TA17 titanium alloy joint welded by magnetically controlled NG-TIG welding seam
在鈦合金焊接過程中會(huì)出現(xiàn)亞穩(wěn)針狀組織導(dǎo)致熔覆金屬塑性和韌性惡化的問題,造成這種組織特征的主要原因是:在實(shí)際的加工成形過程中,鈦合金局部短時(shí)內(nèi)受大熱量輸入而迅速融化。當(dāng)熱輸入停止時(shí),局部熔化鈦合金受到周圍冷金屬的影響,將迅速從高溫冷卻至相變溫度以下。有研究表明,熔池內(nèi)冷卻速度可高達(dá)104~106 K/s。在如此高的冷卻速度下,合金元素?zé)o法充分?jǐn)U散,因此,β相只能通過晶格原子協(xié)同切變的方式轉(zhuǎn)變成亞穩(wěn)密排六方α'馬氏體相。在低倍數(shù)顯微觀察下,此種亞穩(wěn)組織往往呈現(xiàn)針狀形貌特征,稱為亞穩(wěn)針狀組織。研究表明,亞穩(wěn)針狀組織具有較高的強(qiáng)度,但是塑性和韌性顯著低于其他鈦合金組織[34—36]。典型地,相比兩相(α+β)組織,針狀馬氏體相組織的斷裂強(qiáng)度可以提升 20%~35%,但是塑性顯著降低,降低幅度高達(dá)約80%;此外,亞穩(wěn)針狀組織導(dǎo)致熔覆金屬與母材之間的內(nèi)應(yīng)力顯著增加,進(jìn)一步降低成形構(gòu)件的服役性能和可靠性,因此,優(yōu)化調(diào)控鈦合金熔覆區(qū)顯微組織,改善鈦合金熔敷金屬塑性和韌性,是高強(qiáng)鈦合金構(gòu)件優(yōu)化綜合力學(xué)性能的關(guān)鍵。目前有效的措施是采用的局部焊后熱處理對(duì)接頭組織進(jìn)行優(yōu)化調(diào)控,使得亞穩(wěn)定的馬氏體組織分解成綜合力學(xué)性能更優(yōu)的(α+β)雙相組織[37]。

表2 不同規(guī)格鈦合金磁控NG-TIG焊接典型力學(xué)性能Tab.2 Mechanical properties of magnetically controlled NG-TIG welding of titanium alloys of different specifications
5 焊接殘余應(yīng)力
準(zhǔn)確探測厚板鈦合金焊接結(jié)構(gòu)的焊后殘余應(yīng)力分布是正確評(píng)價(jià)構(gòu)件服役可靠性的基礎(chǔ),也是焊接結(jié)構(gòu)合理設(shè)計(jì)的前提。理論上,窄間隙TIG通過更少的焊絲填充和更低的熱輸入量降低焊接殘余應(yīng)力。對(duì)實(shí)際100 mm厚Ti-6Al-4V鈦合金磁控窄間隙TIG焊接接頭表面殘余應(yīng)力和沿厚度方向的三維殘余應(yīng)力分布進(jìn)行測定,結(jié)果如圖8所示[38]。殘余應(yīng)力測試點(diǎn)分布如圖8a所示。對(duì)于上表面(見圖8b),隨距焊縫中心距離增加,橫向(垂直于焊縫)殘余應(yīng)力σy先增大,然后略微降低并最終趨于穩(wěn)定,σy最大拉應(yīng)力為345 MPa,位于距焊縫中心約20 mm處;縱向(沿焊縫方向)殘余應(yīng)力σx隨距焊縫中心距離增加而先增大后減小,當(dāng)距焊縫中心距離超過約25 mm后,σx轉(zhuǎn)變?yōu)閴簯?yīng)力。σx最大值為425 MPa,位于距焊縫中心約15 mm處,其值約為母材屈服強(qiáng)度(840 MPa)的 50%。對(duì)于下表面(見圖8c),σy和σx皆為拉應(yīng)力,隨距焊縫中心距離增加,兩者都先增大后減小,但σy平均值顯著高于σx平均值,其中,σy最大拉應(yīng)力為670 MPa,位于距焊縫中心約23 mm處,其值約為母材屈服強(qiáng)度的80%;σx最大拉應(yīng)力為343 MPa,位于距焊縫中心約23 mm處,其值約為母材屈服強(qiáng)度的41%。

圖8 磁控NG-TIG接頭殘余應(yīng)力分布[38]Fig.8 Distribution of residual stress of magnetically controlled NG-TIG joint
由測試結(jié)果可知,磁控窄間隙TIG接頭上下表面所受殘余應(yīng)力主要為拉應(yīng)力,且接頭表面殘余應(yīng)力峰值位于熱影響區(qū)附近。窄間隙TIG焊接時(shí),焊縫區(qū)熔敷金屬和熱影響區(qū)金屬局部快速升溫膨脹,同時(shí)受焊件整體的約束不能自由伸長,使高溫區(qū)金屬受到壓應(yīng)力拘束,甚至產(chǎn)生塑性變形;在隨后的冷卻過程中,熔敷金屬將發(fā)生顯著壓縮變形,同樣受到周圍其他冷金屬的約束,焊縫無法自由縮短,因而焊后焊縫區(qū)存在較大的拉應(yīng)力[39]。熱影響區(qū)的熱脹冷縮行為受到高溫熔敷金屬和低溫母材的影響和限制,熱膨脹失配將導(dǎo)致顯著的殘余應(yīng)力[40]。此外,焊接過程中熱影響區(qū)內(nèi)部存在較大的溫度梯度,由此導(dǎo)致顯微組織不均勻性增加。由顯微組織不均導(dǎo)致應(yīng)變失配,在一定程度上也導(dǎo)致了殘余應(yīng)力增加[41—42]。較大的殘余應(yīng)力易引發(fā)裂紋的萌生和擴(kuò)展,降低焊接結(jié)構(gòu)服役壽命,需通過必要的焊后處理將內(nèi)部應(yīng)力釋放。
焊縫中心部位沿厚度方向各點(diǎn)焊后三維殘余應(yīng)力分布結(jié)果如圖8d所示。沿厚度方向各點(diǎn)σx皆為拉應(yīng)力,最大值位于接頭上表面處;接頭上部σy為壓應(yīng)力,隨距上表面距離增加,σy先增加后減小。σy最大值為600 MPa,位于距上表面60 mm處。當(dāng)距上表面距離達(dá)到 97 mm時(shí),即距下表面3 mm處時(shí),σy轉(zhuǎn)變?yōu)槔瓚?yīng)力,位于下表面的橫向σy最大。沿厚度方向各點(diǎn)σz皆為壓應(yīng)力,最大值為304 MPa。
通過去應(yīng)力退火(670 ℃保溫3 h)能有效降低接頭整體的殘余應(yīng)力水平。熱處理后上表面σy和σx最大值分別為179 MPa和174 MPa,下表面σy和σx最大值分別為119 MPa和210 MPa,去應(yīng)力退火導(dǎo)致接頭表面平均殘余應(yīng)力降低幅度超過 50%,如圖5b和c所示。去應(yīng)力退火焊縫中心殘余應(yīng)力的改善作用更加顯著,熱處理后焊縫中心沿厚度方向各點(diǎn)處的三維殘余應(yīng)力都幾乎為0,如圖8e所示。
6 總結(jié)與展望
大型海洋工程結(jié)構(gòu)和重大裝備制造離不開厚板鈦合金高效焊接技術(shù)的支撐。磁控窄間隙TIG焊接技術(shù)通過外加交變橫向磁場驅(qū)動(dòng)電弧擺動(dòng),能合理調(diào)控電弧熱量分布,有效解決窄間隙側(cè)壁熔合問題,低熱輸入較低,是一種低成本、高效的厚板鈦合金焊接技術(shù)。優(yōu)化匹配坡口角度、磁場強(qiáng)度及頻率、焊接電流、電極位置等工藝參數(shù)是獲得高質(zhì)量厚板鈦合金窄間隙接頭的關(guān)鍵。相比電子束焊和激光焊,磁控窄間隙TIG焊獲得的接頭各區(qū)域顯微組織更加均勻,熔合區(qū)組織主要為針狀馬氏體,而熱影響區(qū)組織主要為網(wǎng)籃組織。厚板鈦合金窄間隙接頭上下表面存在較大的焊后拉應(yīng)力,焊縫區(qū)三維方向存在不同程度的殘余應(yīng)力,沿焊接方向?yàn)槔瓚?yīng)力,沿橫向和厚度方向?yàn)閴簯?yīng)力。焊后去應(yīng)力退火處理能一定程度上降低表面殘余應(yīng)力,并有效消除接頭中部焊縫區(qū)的三維殘余應(yīng)力。我國磁控窄間隙TIG焊接技術(shù)未來發(fā)展方向如下。
1)焊接過程全自動(dòng)控制功能的實(shí)現(xiàn)。為進(jìn)一步提高工藝穩(wěn)定性和焊接效率,通過焊接大數(shù)據(jù)和人工智能算法,實(shí)現(xiàn)控制系統(tǒng)對(duì)焊接電壓、焊接電流、焊接線速度、高度跟蹤和橫向跟蹤等參數(shù)在預(yù)置范圍內(nèi)進(jìn)行自動(dòng)控制,不需要人工調(diào)節(jié)。可以根據(jù)焊接工藝要求自動(dòng)更正焊接電壓、焊接電流、焊接速度,及橫向跟蹤零點(diǎn)、高度跟蹤零點(diǎn)等參數(shù)。
2)現(xiàn)階段國內(nèi)所研究的磁控窄間隙TIG焊接技術(shù)還只停留在大厚度鈦合金平板的窄間隙對(duì)焊過程。為適應(yīng)具有更加復(fù)雜形狀的大型海工構(gòu)件(如深潛器球殼)的制造,需進(jìn)一步對(duì)大厚度鈦合金曲面焊縫的磁控窄間隙焊接技術(shù)進(jìn)行研究。
3)目前,主要以焊后熱處理的方式對(duì)厚板鈦合金窄間隙TIG焊接頭的組織和性能進(jìn)行優(yōu)化調(diào)控,但隨著鈦合金海工構(gòu)件往大型化趨勢發(fā)展和鈦合金厚度增大,焊后熱處理方式暴露出工序復(fù)雜和成本高昂等缺點(diǎn)。通過工藝的進(jìn)一步優(yōu)化改進(jìn),例如,引入超聲場或通過控制保護(hù)氣溫度實(shí)現(xiàn)焊縫冷卻路徑控制,實(shí)現(xiàn)在焊接過程中對(duì)焊縫顯微組織進(jìn)行原位調(diào)控,能更加高效地獲得理想的接頭性能。
猜你喜歡
當(dāng)代陜西(2022年6期)2022-04-19 12:11:54
娃娃樂園·綜合智能(2021年12期)2022-01-18 05:46:42
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
華人時(shí)刊(2020年13期)2020-09-25 08:21:42
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2020年1期)2020-02-20 13:22:30
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
中學(xué)生數(shù)理化·高二版(2016年12期)2017-02-28 10:08:42
