船用高強鋼焊接技術的研究現狀與展望
2020-08-05 08:11:22陳峯王凱江澤新馬金軍羅子藝
精密成形工程 2020年4期
關鍵詞:焊縫
陳峯,王凱,江澤新,馬金軍,羅子藝
(1.佛山科學技術學院,廣東 佛山 528225;2.廣船國際有限公司,廣州 511462;3.廣東省焊接技術研究所(廣東省中烏研究院),廣東省現代焊接技術重點實驗室,廣州 510650)
隨著海洋資源的不斷勘探,造船業對船用鋼的要求也不斷改變,如今船用鋼正向著高強度、高韌性和易焊接的方向發展[1]。焊接是船舶制造過程中的一種重要工藝,焊接工時約占船體建造總工時的 30%~40%,焊接成本約占船體建造總成本的 30%~50%,因此焊接質量和效率對船舶制造的影響十分顯著[2]。船用高強鋼焊接技術是當下造船行業中的重要技術之一,高效、優質的船舶焊接技術已成為船舶工業制造的關鍵技術,也是我國船舶工業制造產業長期戰略的關鍵因素[3—5]。
由于船舶的工作環境非常惡劣,高強度和良好的耐蝕性對船舶來說至關重要,因此,高強度結構鋼在造船中得到了廣泛的應用,因而,對船用高強鋼焊接技術的研究也是很有必要的。文中綜述了船用高強鋼焊接技術的研究現狀,分析船用高強鋼焊接技術研究中存在的主要問題,對未來船用高強鋼焊接技術的發展方向進行論述。
1 船用高強鋼傳統焊接技術
目前國內外船用高強鋼的傳統焊接技術主要有手工電弧焊和埋弧焊。手工電弧焊和埋弧焊等傳統焊接技術具有技術簡單、靈活、通用性強等特點,適用于不同厚度、不同形狀材料的焊接。手工電弧焊和埋弧焊等傳統焊接技術在造船工業、壓力容器制造工業、管道焊接等領域有廣泛應用。本節將重點介紹手工電弧焊和埋弧焊等傳統焊接方法的原理及船用高強鋼傳統焊接技術的研究現狀。
1.1 手工電弧焊
手工電弧焊(Shielded metal arc welding,SMAW)是利用焊條和工件之間的電弧產生的熱量來焊接金屬。焊接過程中形成的熔渣需要在焊件冷卻后清除。電極燃燒和分解產生的氣態屏蔽層,可以保護電極頭、電弧、焊縫熔池和高溫工件免受大氣污染[6]。手工電弧焊是工程行業特別是結構和管道應用行業常用的焊接工藝之一。
鄭惠錦等[7]采用中國自主研發的耐蝕手工焊條CJ07NS,對國產船用耐蝕鋼 DH32分別進行橫位置和立位置焊接,坡口如圖1所示,研究了兩種位置焊接接頭的組織和性能。結果表明,國產耐蝕手工焊條與國產耐蝕DH32具有較好的匹配性,立位置焊接頭抗拉強度為 526 MPa,橫位置焊接頭的抗拉強度為516 MPa;立位置焊接頭在?20 ℃時的平均沖擊功為103 J,橫位置焊接頭在?20 ℃時的平均沖擊功為235 J。兩種位置焊接接頭的力學性能和耐腐蝕性能良好,都滿足現有船級社的規定。

圖1 不同焊接位置坡口示意圖Fig.1 Sketch of grooves at different welding positions
鄧漢忠等[8]為了研究不同的熱輸入對AH32高強鋼焊接接頭的影響,對16 mm厚的AH32船用高強鋼采用NB-1SJ焊絲進行手工電弧焊試驗,焊后對焊接接頭進行了綜合性能測試和微觀組織分析,不同熱輸入的接頭力學性能如圖2所示。結果表明,不同熱輸入的焊縫組織均為鐵素體+珠光體組織,隨著熱輸入的增加,冷卻速度變慢,鐵素體晶粒變得粗大,硬度增加。隨著熱輸入的增加,焊縫及過熱區的沖擊韌性降低,其斷口形貌由韌性向脆性轉變。

圖2 不同熱輸入下接頭力學性能Fig.2 Mechanical properties of joints with different heat inputs
1.2 埋弧焊
埋弧焊(Submerged arc welding,SAW)是在連續送入的焊絲和工件之間形成電弧,顆粒狀的助焊劑層為工件提供了保護層,為焊接區提供了熔渣,不需要保護氣體[9]。SAW通常以自動或半自動模式運行。埋弧焊在汽車工業、軌道交通裝備工業、大型工程結構制造工業、造船工業、壓力容器制造工業、管道焊接、儲罐等行業均有應用。
梁國俐[10]采用埋弧焊對36 mm厚DH32高強度船板鋼進行了對接焊,對接接頭開有X型坡口,在X型坡口進行10道次焊接后對焊接接頭進行力學性能測試。結果表明,焊接接頭的抗拉強度與母材相當,無明顯的軟化現象,焊接接頭沖擊功測試結果滿足中國船級社的規定。
李德強等[11]對100 mm厚EH36高強鋼進行了多層多道埋弧焊對接試驗,焊接工藝圖如圖3所示,焊后對焊接接頭進行了綜合性能測試和微觀組織分析。結果表明,焊縫表面及中心部位組織由大量針狀鐵素體、少量先共析鐵素體和少量馬氏體-奧氏體組元組成,焊接接頭具備良好的低溫沖擊韌性、較高的硬度,細晶區和不完全重結晶區有輕微的軟化現象。

圖3 埋弧焊焊接工藝Fig.3 Submerged arc welding process
Ribeiro等[12]為了研究單絲埋弧焊和雙絲埋弧焊對焊接AH36高強鋼的影響,對20 mm厚AH36進行埋弧焊試驗,焊后對焊接接頭進行了力學性能測試和微觀組織分析。結果表明,焊縫由針狀鐵素體、晶界鐵素體和第二相鐵素體 3部分組成,裂紋沿晶界擴散,在低角度的第二相鐵素體板間易擴展,焊縫的斷口為穿晶斷口。
從船用高強鋼的傳統焊接技術研究現狀可以看出,手工電弧焊盡管易產生焊接缺陷、焊接效率低,但是其適應強、焊接操作靈活,又由于船體結構的大型化和復雜化,手工電弧焊因其焊接特性在船體的修補和狹小空間焊接等領域有獨特的優勢。埋弧焊因其焊縫質量高、生產效率高、機械程度高等優點,在中厚船用鋼的焊接上被廣泛應用。
2 船用高強鋼高效電弧焊接技術
隨著對深海領域的探索,造船業對大厚度高強度船用鋼接頭焊接需求不斷增加。手工電弧焊和埋弧焊等傳統焊接技術具有技術簡單、靈活、通用性強等特點,適用于不同厚度、不同形狀材料的焊接。由于存在焊接熔深淺、焊接效率低的缺點,傳統的電弧焊接技術越來越難以完全滿足造船業不斷增長的制造要求。近些年來出現的氣電立焊、大熱輸入埋弧焊、藥芯氣保焊、窄間隙焊、纜式焊絲焊等高效電弧焊接方法,為厚板船用高強鋼焊接提供了新的途徑。下面重點介紹氣電立焊、大熱輸入埋弧焊、藥芯氣保焊、窄間隙焊、纜式焊絲焊等高效電弧焊接方法的原理及船用高強鋼高效電弧焊接技術的研究現狀。
2.1 氣電立焊
氣電立焊(Electro-gas welding,EGW)是一種連續的垂直位置電弧焊工藝,在消耗電極和工件之間產生電弧。EGW比其他焊接工藝(例如SAW或FCAW)需要更高的熱量輸入,因為它僅需要一層或兩層厚的焊縫[13]。氣電立焊在船舶、大口徑厚管道、壓力容器和儲罐等領域被廣泛應用。氣電立焊原理如圖4所示。

圖4 EGW原理Fig.4 EGW schematic
端傳寶等[14]為研究熱輸入對EH40鋼大厚板雙絲氣電立焊接頭組織和性能的影響,對68 mm厚DH40高強度船板鋼采用20°的V形坡口進行雙絲氣電立焊焊接試驗,焊后對焊接接頭進行了力學性能測試和微觀組織分析,不同熱輸入下的硬度分布如圖5所示。結果表明,隨著熱輸入增加,接頭強度降低,熱影響區軟化傾向增大,熱輸入對焊縫金屬韌性有重要影響。

圖5 硬度分布Fig.5 Hardness distribution
Yi等[15]為了研究氣電立焊 EH36焊接接頭的非均質組織和耐腐蝕性,對EH36高強度船板鋼采用大熱輸入(約 308 kJ/cm)垂直氣電立焊試驗,焊后對焊接接頭進行了腐蝕性能測試和組織分析。結果表明,焊接接頭由粗晶粒熱影響區、細晶粒熱影響區、不完全熱影響區和焊縫金屬區 4種不同的顯微組織組成;除根層外,其余部位均表現出良好的耐蝕性。
Seo等[16]為了研究影響焊接接頭局部脆性的微觀結構因素,對80 mm厚高氮型DH40高強鋼和EH36高強鋼進行EGW焊接試驗,焊后對焊接接頭進行了綜合性能測試和微觀組織分析。結果表明,與 EH36相比,DH40在熱影響區近熔合線處的沖擊值顯示出較大的散射;晶界鐵素體的脆性使裂紋易于通過條紋傳播,導致焊縫金屬中心的沖擊韌性突然下降。
2.2 大熱輸入埋弧焊
2.2.1 焊劑銅襯墊單面焊
焊劑銅銅襯墊單面焊(Flux copper backing,FCB)是在待焊鋼板后面粘貼銅襯墊的一種大熱輸入的單面焊雙面成形焊接技術,又稱焊劑銅墊法。FCB單面埋弧焊技術在船廠平面分段流水線上廣泛應用[17]。FCB法焊接示意圖如圖6所示。

圖6 FCB法焊接示意圖Fig.6 Schematic diagram of FCB welding
Wang等[18]為了研究FCB法焊接EH36的性能,對EH36進行大熱輸入(190 kJ/cm)FCB法埋弧自動焊接試驗,焊后對焊接接頭進行了力學性能測試和微觀組織分析。根據焊接接頭截面上的顯微硬度分布,發現了焊縫軟化現象;根據焊接接頭的電化學行為,揭示了微針狀鐵素體的對稱熱影響區結構和均勻的母材微觀結構。
劉永翔等[19]為了研究 FCB法埋弧自動焊接中不同焊劑下焊接接頭力學性能差異,對 20 mm厚的DH40高強鋼進行了3種不同焊劑FCB法埋弧自動焊接試驗,焊后對焊接接頭進行了力學性能測試和微觀組織分析。結果表明,PF-55E焊劑所得焊接接頭的伸長率和沖擊韌性最好,焊縫主要由針狀鐵素體構成。
徐雁飛[20]對12 mm厚的EH36高強鋼進行雙絲、三絲埋弧焊 FCB法試驗,焊后對焊接接頭進行了力學性能測試和微觀組織分析。結果表明,采用雙絲、三絲 FCB法焊接工藝均能滿足中國船級社對焊接接頭的性能要求;三絲FCB法更大的熱輸入和更長的熔池長度,增大了結晶裂紋傾向,降低了熱影響區韌性。
2.2.2 焊劑石棉墊單面焊
焊接石棉墊單面焊(Flux asbest backing,FAB)是在待焊鋼板后面粘貼陶瓷襯墊的一種大熱輸入的單面焊雙面成形焊接技術,由于石棉屬于海事禁止使用的物質,所以石棉襯墊現在改為陶瓷襯墊,這種方法現在也叫FGB(Flexible glassfiber backing)。FAB法不局限于平直板架,曲面拼板亦能使用[21]。FAB法焊接示意圖如圖7所示。

圖7 FAB法焊接示意圖Fig.7 Schematic diagram of FAB welding
劉磊[22]為研究鐵粉中合金元素對FAB法接頭的影響,用不同類型合金粉對25 mm厚EH36船用高強鋼采用開V型坡口,進行FAB法埋弧焊試驗,對比分析EH36船用高強鋼FAB法埋弧焊接頭的顯微組織和性能。結果表明,焊縫金屬化學成分相同,在較高焊接熱輸入下,焊縫金屬沖擊韌性更低;在較高焊接熱輸入下,焊接高溫停留時間長,焊縫金屬更易生產韌性差的先共析鐵素體。
李遠遠等[23]為研究不同厚度 DH36船用高強鋼對FAB法接頭的影響,對不同厚度DH36船用高強鋼進行 FAB埋弧焊接試驗,焊后對焊接接頭進行了綜合性能測試和微觀組織分析。結果表明,不同厚度DH36船用高強鋼焊后的焊縫組織都主要為先共析鐵素;隨著鋼板厚度的增加,焊縫組織中的晶內針狀鐵素體含量減小,先共析鐵素體和側板條鐵素體含量增加,FAB埋弧焊接頭力學性能變差。
馬金軍等[24]為了提高FAB埋弧焊的適用范圍,解決國內造船企業精度控制不良造成的大間隙問題,對不同厚度的DH36船用鋼板進行大間隙不同填充材料的FAB埋弧焊打底、多道焊填充蓋面的工藝試驗,焊后對焊接接頭的力學性能和微觀組織進行分析。結果表明,焊接接頭的綜合性能指標都能滿足規范要求;焊縫中心是整個接頭沖擊韌性最薄弱位置,表面焊縫中心沖擊值高于根部。
2.3 藥芯氣保焊
藥芯氣體保護焊(Flux Cored Arc Welding,FCAW)是用CO2作為保護氣體,依靠藥芯焊絲與焊件之間產生的電弧來熔化金屬的一種氣體保護熔化焊方法[25]。船體由于隨機因素、腐蝕缺陷、船舶碰撞等因素易造成損傷,藥芯焊絲氣體保護焊因自身焊接特性而在船體修復有廣泛的應用。
孫強等[26]對60 mm厚DH36船用高強鋼采用X形對稱坡口、兩種藥芯進行藥芯焊絲氣體保護焊試驗,焊后對焊接接頭進行了綜合性能測試和微觀組織分析,不同焊絲焊接接頭力學性能如圖8所示。結果表明,焊接接頭顯微組織為細小鐵素體+彌散粒狀滲碳體+少量珠光體,具有優良的強韌性匹配;選用DWA-55LSR藥芯焊絲焊接的焊接接頭的力學性能較GFL-71NiSR焊絲具有更為優越的性能。

圖8 不同焊絲焊接接頭力學性能Fig.8 Mechanical properties of welding joints with different welding wires
Yang等[27]為了研究堿性藥芯焊絲和金紅石藥芯焊絲對焊接 DH36船用高強鋼的影響,對 8 mm厚DH36船用高強鋼進行藥芯鎢極惰性氣體保護(FCTIG)試驗,焊后對焊接接頭進行了綜合性能測試和微觀組織分析。結果表明,與FCAW相比,FCTIG焊接DH36船用高強鋼產生的飛濺少、煙霧少,焊接性能更好;金紅石型藥芯焊絲中大量合金元素的存在促進了焊縫中針狀鐵素體的形成,從而增強了焊縫的顯微硬度和強度。
Ramazan[28]為了研究不同保護氣成分對 FCAW焊接的影響,對厚度為 14 mm的船用高強鋼 AH36和 316L不銹鋼采用 E309 LT1-1/4的藥芯焊絲進行FCAW焊接試驗,焊后對焊接接頭進行了綜合性能測試和微觀組織分析。結果表明,由于保護氣體中CO2的增加,焊件的沖擊韌性值降低;整個焊縫金屬的顯微硬度值變化取決于保護氣體的成分。
2.4 窄間隙焊
窄間隙焊接(Narrow Gap Welding,NGW)是一種高效、高質量的厚板焊接方法,它采用窄深間隙代替寬角坡口[29]。窄間隙焊接電弧具有特殊性能,窄間隙電弧焊具有焊接變形小、低熱輸入等優點,窄間隙激光焊具有熱影響區小、熱變形小、殘余應力小等優點。窄間隙焊在厚板、大厚板船用鋼的焊接有廣泛應用。
劉健等[30]為了研究窄間隙坡口設計、坡口間隙、焊接工藝參數等對焊道成形的影響,對 150 mm厚12CrNi5MoV船用高強鋼進行窄間隙熱絲TIG焊接試驗。結果表明,窄間隙U形對稱坡口,與傳統X形坡口相比,焊接填充量可減少76%;選擇合適的焊接工藝參數時,焊縫成形及焊接質量良好。
胡奉雅等[31]對84 mm厚EH40船用高強鋼進行雙絲窄間隙MAG焊接試驗,焊后對焊接接頭進行了綜合性能測試和微觀組織分析。結果表明,采用雙絲窄間隙MAG焊接DH40船用高強鋼,焊縫成形良好,無宏觀缺陷,焊接接頭力學性能良好;接頭熱影響區組織主要為板條貝氏體、粒狀貝氏體與針狀鐵素體組織。
2.5 纜式焊絲焊
纜式焊絲焊(Cable-type welding wire welding,CWWW)是一種以纜式焊絲為熔化極的高效、優質和低成本的創新型焊接工藝,其中纜式焊絲采用1+N根分焊絲經過特殊絞合形成,其中1根分焊絲位于中間,其余N根分焊絲圍繞中心分焊絲絞合而成[32]。纜式焊絲示意圖如圖9所示。
方臣富等[33]為了研究纜式焊絲埋弧焊的殘余應力,對22 mm厚DH36船用高強鋼采用直徑為7.2 mm的七絲纜式焊絲進行平板對接纜式焊絲埋弧試驗,焊后測試焊接接頭的殘余應力并進行有限元分析,工件表面應力如圖10所示。結果表明,纜式焊絲埋弧焊應力分布特征和特征值與單絲埋弧焊相近,縱向應力為拉應力,橫向應力較小。

圖9 纜式焊絲示意圖Fig.9 Schematic diagram of CWW
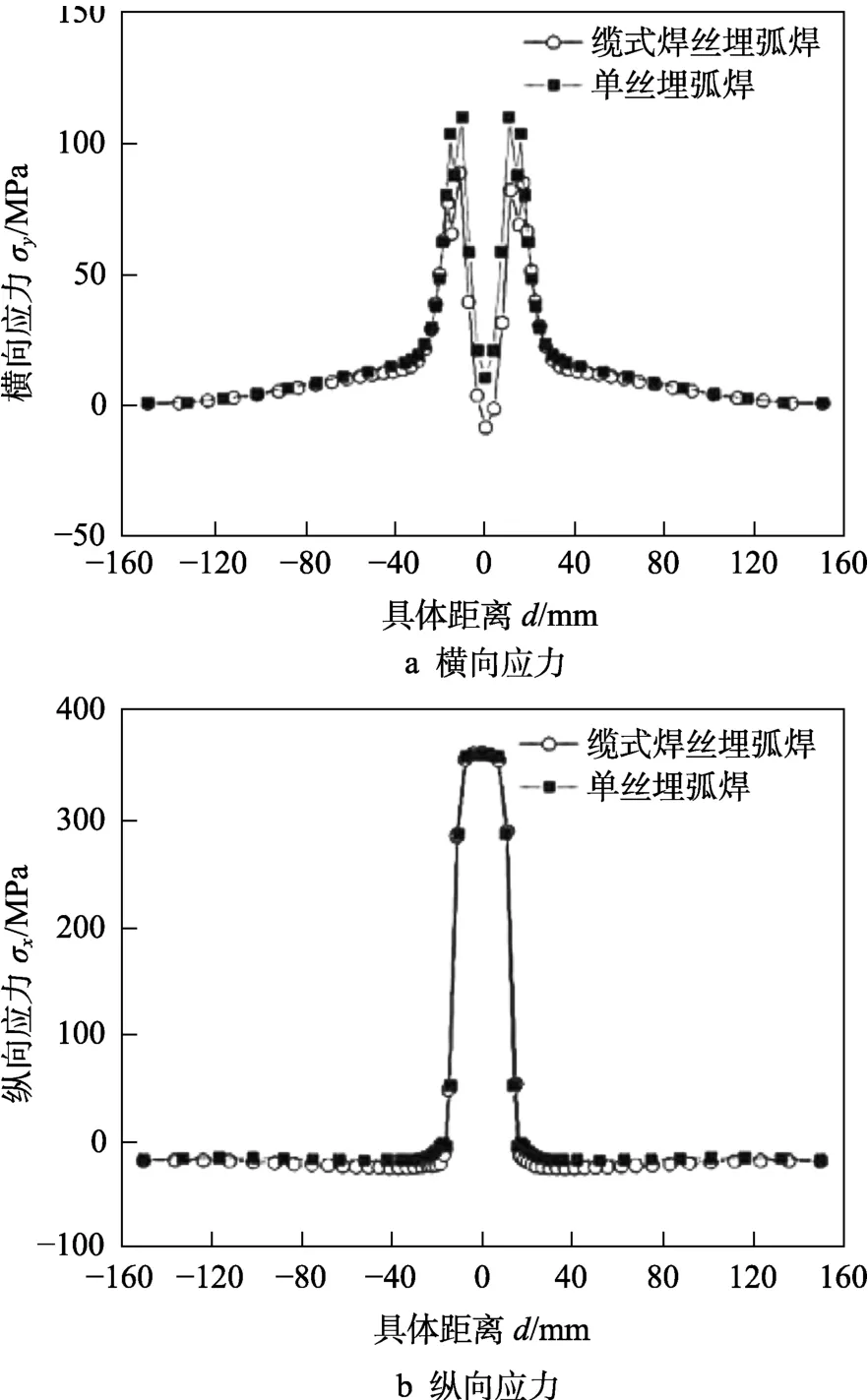
圖10 工件表面應力Fig.10 Stress distribution on workpiece
Chen等[34]為了研究纜式焊絲氣電立焊過程中的電弧特性和熔滴過渡特性,對20 mm厚AH36船用高強鋼采用直徑為1.6 mm的七絲纜式焊絲進行纜式焊絲氣電立焊試驗。結果表明,隨著焊接電流的增大,電弧長度減小,電弧寬度增大,熔滴尺寸減小,熔滴轉移頻率顯著增大,電弧遷移周期和熔滴柱長度縮短。
Yang等[35]為了研究單絲埋弧焊和纜式焊絲埋弧焊對焊接接頭的影響,對22 mm厚 DH36船用高強鋼采用直徑為5.4 mm的四十九絲纜式焊絲進行平板對接纜式焊絲埋弧試驗,焊后對焊接接頭進行綜合分析。結果表明,與單絲埋弧焊相比,纜式焊絲埋弧焊工藝較為穩定,其截面不存在氣孔、裂紋、熔渣等缺陷,纜式焊絲埋弧焊的焊接接頭抗拉強度大、能耗低、沖擊韌性低。
從船用高強鋼的高效電弧焊接技術研究現狀可以看出,船用鋼厚度由8 mm到150 mm,厚度不斷變厚,船用鋼的強度由AH36到EH40,強度也不斷增強,因此,傳統的船體焊接技術已經不能滿足如今造船業的需求。在這種背景下,藥芯氣保焊、氣電立焊、窄間隙焊、纜式焊絲焊、FCB/FAB埋弧焊等高效電弧焊接技術會逐漸代替傳統船用高強鋼焊接技術。
3 船用高強鋼的高效新型焊接技術
隨著各行業科技的發展,氣電立焊、大熱輸入埋弧焊、藥芯氣保焊、窄間隙焊、纜式焊絲焊等高效電弧焊接方法工藝穩定性差、焊接變形大、熱輸入大等缺點日益凸顯。高效電弧焊接方法在工業中占比過大,在一定程度上會制約我國先進制造技術的發展。殘余應力和變形是對焊接結構有害的主要因素,殘余應力不僅引起焊接結構的變形,而且對焊接結構的使用特性有重要影響。激光焊、激光-電弧復合焊、攪拌摩擦焊等高效新型焊接技術具有熱輸入小、焊接深度深、焊接變形小、適應性好等優點,是極具發展前景的厚板船用高強鋼板焊接技術。本節將重點介紹激光焊、激光-電弧復合焊、攪拌摩擦焊等先進、高效、新型焊接方法的原理及船用高強鋼高效新型焊接技術的研究現狀。
3.1 高能束焊接
3.1.1 激光焊接
激光焊接(Laser beam welding,LBW)是造船工業、汽車工業、航空航天等領域中廣泛使用的技術,該技術使用移動的激光束作為熱源,通過局部熔化和固化過程組裝兩個工件[36]。由于激光能量輸入響應的特性,故激光焊接具有高度的時間穩定性和空間分布的靈活性。
Huang等[37]為了研究AH36船用高強鋼光纖激光焊接過程中氣孔形成機理,對10 mm厚AH36船用高強鋼進行激光焊試驗,分析了無磁場和磁場輔助激光焊接在小孔失穩和氣孔形成方面的差異,無磁場和磁場輔助激光焊接成形如圖11所示。結果表明,外加磁場可獲得無咬邊缺陷的焊接接頭,焊縫底部熔寬變寬,外加磁場有利于提高小孔的穩定性,從而抑制氣孔的形成。

圖11 激光焊接射線照片Fig.11 Radiographs of laser welding
Cao等[38]為了研究焊接速度對焊接接頭組織和力學性能的影響,對6 mm厚AISI316L奧氏體不銹鋼與EH36船用鋼的異種材料進行了光纖激光焊接,焊后對焊接接頭進行了綜合性能測試和微觀組織分析。結果表明,焊接速度為0.8 m/min時,焊縫外觀良好;隨著焊接速度的提高,中心焊縫的粗馬氏體晶粒轉變為較細的馬氏體晶粒,接頭顯微硬度是母材的2倍。
Zhang等[39]為了研究激光焊接過程中焊接參數對焊接接頭的影響,對6 mm厚HSLA船用鋼高強鋼進行冷絲激光焊接(LWACW)和自組織激光焊接(ALW)試驗,焊后對焊接接頭進行了綜合性能測試和微觀組織分析。結果表明,無論是 ALW 還是LWACW接頭,焊縫中心的微觀結構主要由針狀鐵素體組成,而熱影響區主要是珠光體和鐵素體的混合物。LWACW工藝中,獲得了良好的焊接接頭且微觀組織更細、更均勻,力學性能更好。
3.1.2 激光-電弧復合焊
激光-電弧復合焊接(Laser-arc hybrid welding,HLAW)是將激光與電弧兩種物理性質和熱源傳輸機理截然不同的熱源相結合在一起,共同作用于工件同一位置的新型焊接方法[40]。激光-電弧復合焊具有焊接效率高、工藝穩定性高、焊接適應性強等優點,在船用高強鋼的焊接應用方面具有廣闊的前景。激光-電弧復合焊原理如圖12所示。
高艷等[41]為研究送絲速度對12 mm厚DH36船用耐蝕鋼光纖激光-MIG復合焊的影響,對12 mm厚DH36船用耐蝕鋼進行4組不同送絲速度的激光-MIG復合焊試驗,焊后對焊接接頭進行了綜合性能測試和微觀組織分析,不同送絲速度下接頭的熔寬、余高和電弧區熔深變化如圖13所示。結果表明,在送絲速度為8.5 m/min時可獲得成形優良的接頭,隨著送絲速度的增加,電弧區和激光區焊縫的熔寬均增加;焊縫區主要由針狀鐵素體、先共析鐵素體和一定量的貝氏體組成。

圖12 激光-電弧復合焊原理Fig.12 Schematic diagram of laser-arc hybrid welding

圖13 不同送絲速度下接頭的熔寬、余高和電弧區熔深變化Fig.13 Weld width, reinforcement and fusion depth in arc area at different filler wire speeds
Zhang等[42]為了研究激光-電弧復合焊接過程中的殘余應力(WRS)分布與形成機理,對10 mm厚船用高強鋼 AH36進行激光-電弧復合焊試驗,并進行一系列仿真研究,焊后對焊接接頭進行綜合性能分析。結果表明,數值計算結果與實驗數據吻合較好,受峰值溫度和冷卻速率影響,奧氏體-貝氏體相變產生高水平殘余應力,而奧氏體-馬氏體相變有效降低殘余應力,相變類型和相變溫度是影響殘余應力的其他關鍵因素。
Anna等[43]為了研究不同的光纖徑芯對激光-電弧復合焊接性能的影響,對8 mm厚船用高強鋼AH36采用3種光纖徑芯(200,400,600 μm)進行激光-電弧復合焊試驗,焊后對焊接接頭進行綜合性能分析。結果表明,要獲得較好的焊接接頭,激光功率、焊接速度、焊絲進給速度之間要平衡,光纖徑芯為600 μm時,焊接質量最好。
Zhang等[44]研究了激光-電弧焊工藝參數對異種鋼接頭焊縫成形的影響,對20 mm厚EH36高強鋼和316L不銹鋼進行激光-電弧復合焊試驗,焊后對焊接接頭進行了綜合性能測試和微觀組織分析。結果表明,與激光區相比,混合區具有更高的熱輸入和更大的晶粒尺寸,焊縫具有良好的拉伸性能,斷裂為韌性斷裂,激光區的耐蝕性弱于混合區。
3.2 攪拌摩擦焊
攪拌摩擦焊(Friction stir welding,FSW)是一種利用非消耗性工具在焊縫區對焊接材料進行塑化處理,使焊接金屬處于固態時形成焊接接頭的新技術[45]。攪拌摩擦焊是一種新型、高效、環保的焊接工藝,在造船工業、汽車工業和航空航天工業等領域有廣泛的應用。攪拌摩擦焊的原理如圖14所示。

圖14 攪拌摩擦焊原理Fig.14 Schematic diagram of friction stir welding
Athanasios等[46]對6 mm厚DH36高強鋼進行攪拌摩擦焊試驗,焊后對其微觀組織和綜合性能進行分析。結果表明,提高攪拌摩擦焊的焊接導線速度可以提高焊縫的沖擊韌性且不影響其強度和硬度。
Almoussawi等[47]為了研究在 DH36高強鋼的攪拌摩擦焊中,焊接速度在Mn,Si,Al和氧元素偏析中的作用,對6 mm厚DH36高強鋼進行攪拌摩擦焊試驗。結果表明,當溫度超過1400 ℃時,開始出現偏析,可以通過選擇合適的刀具旋轉/橫向速度來避免焊接接頭中元素的偏析。
Beaudet等[48]對 8 mm厚 DH36和S690QL進行異種鋼攪拌摩擦焊試驗,焊后對其進行綜合性能分析。結果表明,DH36和S690QL在循環載荷下表現出非常好的性能,由于接合部的根部有缺陷,S690QL具有較低的疲勞壽命。
Almoussawi等[49]為了研究DH36和EH46兩種不同牌號鋼的攪拌摩擦焊缺陷,對DH36和EH46進行攪拌摩擦焊試驗,焊后對其進行綜合性能分析。結果表明,較高的刀具移動速度會形成缺陷,例如空洞、焊縫根部缺陷和接縫,這些缺陷的主要原因是由于停滯區的形成而造成材料流動不足。
從船用高強鋼的高效新型焊接技術研究現狀可以看出,隨著科技的發展與進步,激光焊、激光-電弧復合焊、攪拌摩擦焊等新型、先進、高效焊接技術也不斷的發展,新型高效焊接技術在船用鋼的應用是世界各國的研究熱點。整體來說,國內外對船用高強鋼高效新型焊接技術的研究差別不大。
4 總結與展望
從船用高強鋼焊接技術的研究現狀可以看出,手工電弧焊雖然焊接效率不高,但在空間狹小的船體結構件的焊接效果不錯;SAW 相較于手工電弧焊,具有焊縫質量高、效率高、機械程度高等優點,在中厚板船用高強鋼焊接領域應用較廣;FCB法和FAB法通常采用大熱輸入,進一步提高了船用高強鋼的焊接效率;FCAW焊接效率高、焊縫質量好、焊接飛濺少,容易實現機械化和自動化焊接;EGW 因其工藝特性被應用在船體舷側、隔艙壁的焊接;窄間隙焊在焊接厚板、大厚板應用較廣;LBW,HLAW,FSW 等高效新型焊接技術作為一種高效、優質、節能的焊接方法,是眾多科研機構研究熱點。
隨著焊接技術的不斷發展,我國船用高強鋼的焊接技術正向高效優質發展邁進,出現了一些如激光焊、激光-電弧復合焊、攪拌摩擦焊等新型高效焊接技術,船用高強鋼焊接技術有了新動向、新進展。船用高強鋼的傳統焊接方式逐漸被新型高效焊接方式取代。船用高強鋼焊接技術正朝著高效化、智能化、綠色化的方向發展。
1)隨著對海洋領域探索的深入、造船業的發展,船用鋼厚度由薄板、中厚板,向著厚板、大厚板方向發展,船用鋼強度由普通船用鋼,向著高強度船用鋼、超高強度船用鋼方向發展。
2)船用高強鋼國內外焊接技術差別不大。對于激光焊、激光-電弧復合焊、攪拌摩擦焊等高新焊接技術的研究國內外差別不大,但國外對高效新型焊接技術的工業應用程度高于國內。
3)高效復合焊接技術(SAW+FACW/TIG,FACW+EGW),新型高效焊接技術(LBW,HLAW,FSW),是未來船用高強鋼焊接技術的研究熱點。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
