激光技術在材料加工領域的應用與發展
2020-08-05 08:11:24李蘇張占輝韓善果任香會劉丹辛楊桂高世一
精密成形工程 2020年4期
李蘇,張占輝,韓善果,任香會,劉丹,辛楊桂,高世一
(1.廣東省焊接技術研究所(廣東省中烏研究院)廣東省現代焊接技術重點實驗室廣東省科學院,廣州 510650;2.陽江市中烏巴頓技術研究院,廣東 陽江 529533)
近年來隨著超快光學、光纖激光器及大功率激光器的迅速發展,激光技術在輸出功率、加工效率、精度和質量等方面都得到了完善提升,進一步加深了激光技術在材料加工、光電檢測、高速通信、生物醫療、國防工業等眾多領域的發展,促進了相關產業的技術革新和產業升級[1—4]。激光技術本質上是融合光學、機械學、電子學、計算機學等學科為一體的高新技術,因其具備高單色性、相關性及平行性等獨特優勢,且有著極好的空間和時間控制性能,其應用領域范圍不斷擴展[5—9]。
激光技術在材料加工領域的應用頗為廣泛,應用的工業激光器主要有CO2激光器、Nd: YAG激光器、光纖激光器、碟片激光器和半導體激光器,目前交付使用的高功率高光束質量光纖激光和碟片激光器最大輸出功率高達100 kW,軸快流CO2激光器最大功率為 20 kW,研制的新一代二極管泵浦金固態激光器,具有極高的能量轉換效率,且體積小,波長短,使用更方便[10]。
1 激光加工技術原理及優勢
通常將應用到材料加工領域的激光技術稱為激光加工技術,因激光可精確聚焦至微米級,能量密度高(可達105~1015W/cm2),因此激光加工技術可對新型材料、復合材料、金屬化合物以及非金屬材料等進行高效、高質、高水平加工,且加工過程中對材料的損傷程度低[11]。激光加工技術具有以下幾點優勢:① 工藝集成性強,材料加工步驟繁瑣,包括打磨、切割、打孔、焊接等多道工序,普通技術加工耗時長,且容易浪費資源,激光加工技術可實現在同一臺設備完成多種加工工藝,從而大大提升工作效率,提升經濟效益;② 材料適用范圍廣,激光加工技術可對不同種類材料加工,既可對硬質合金材料、耐熱合金材料等高強度、高硬度、高熔點的金屬材料加工,又可加工高硬度、脆性大的非金屬材料,如寶石、陶瓷、玻璃等,同時激光加工技術對工作環境要求比較低,可以在大氣、真空甚至個別特殊極端工作環境下工作;③ 加工精度及效率高,由于激光的能量密度高,可瞬時完成加工任務,因此熱影響區小,同時加工方式為非接觸式,工件變形小,能夠極大保證加工質量,降低加工成本[12]。
2 激光技術在材料加工領域的典型應用
2.1 激光切割技術
激光切割是利用高能量密度的激光束加熱工件,使工件材料在極短時間內達到熔點或沸點,通過輔助氣體吹走切割縫內的熔渣,達到切割的目的。激光切割通用性強,可以對新型材料、金屬材料、玻璃和半導體等脆性材料進行精準切割,且加工后工件熱影響和材料變形小,切割后的工件可直接使用無需二次加工。相比與傳統切割技術,激光切割過程噪音較小,且能節省 15%~30%的原材料。隨著激光技術的日臻成熟,超快激光可實現微米級加工精度,表面粗糙度可達到或優于Ra0.4 μm。激光切割技術與機器人、計算機軟硬件相結合,向智能制造發展,能實現多坐標聯動,完成復雜工件的精準高效切割[13]。目前國內外汽車制造企業大量引入激光切割技術,使汽車安全性能得到進一步提升[14]。圖1所示為激光切割在材料加工領域的應用。目前,在切割金屬薄板方面,光纖激光器的應用最為廣泛,其切割效率和切割質量均具有顯著優勢[15]。
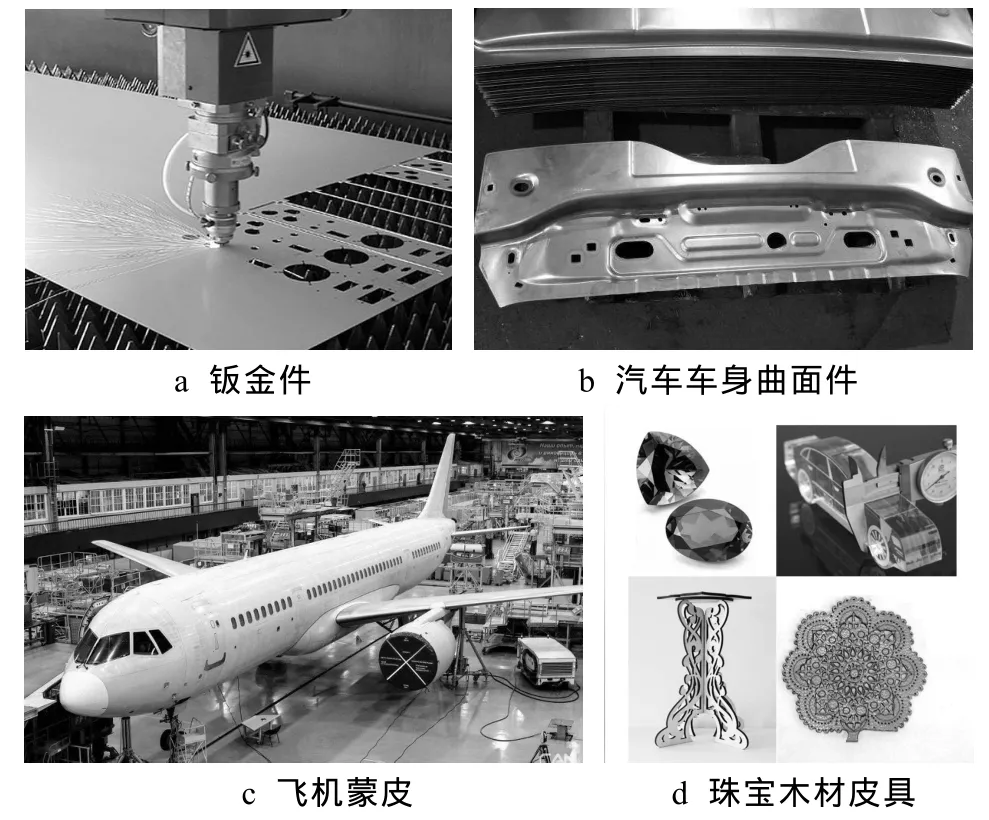
圖1 激光切割在材料加工領域的應用Fig.1 Application of laser cutting in material processing
在金屬材料激光切割方面,趙鑫等[16]以高速飛行器尾翼不同厚度的Q235鋼板為實驗對象,進行激光切割工藝試驗,研究表明隨切割速度與輔助氣壓的增大,切縫表面質量整體呈先升高后降低的趨勢,與鋼板厚度無明顯關系。顧俊等[17]分別對0.8 mm和1.6 mm的TC4鈦合金民用大飛機蒙皮板材進行激光切割工藝試驗,研究表明,切割速度是影響切割質量的主要因素,熱影響區深度受切割工藝的影響較大,熱影響區深度越深,材料的拉伸性能越差,試樣斷口形貌屬于塑性斷裂。沈義平等[18]針對 8 mm厚 AA2219鋁合金開展了光纖激光切割工藝實驗,研究表明,激光功率和輔助氣壓是影響切縫質量的最主要工藝參數,當激光功率增大至5.4 kW、輔助氣壓取值范圍增大至 1100~1500 kPa時,切縫掛渣量最少。
在非金屬材料激光切割方面,邊曉微[19]將 355 nm的納秒激光器和1064 nm的皮秒激光器用于藍寶石的切割實驗,結果表明用納秒激光器在紫外波段對藍寶石基片造成損傷的峰值功率密度閾值為 0.5×109W/cm2,加工效率低且存在明顯的熱效應,而脈寬為15 ps的皮秒激光對藍寶石基片造成損傷的峰值功率密度閾值為0.5×1012W/cm2,加工幾乎不產生熱效應,切割質量優。圖2為通過皮秒激光對0.55 mm的藍寶石進行高質量的分層掃描切割[20]。蔣翼等[21]用紅外皮秒激光加工CFRP炭纖維增強復合材料,將材料的熱損傷降到了5 μm,并發現HAZ會隨著激光平均功率的增大,先減小再增大;HAZ隨脈沖重復頻率的增加而增大;HAZ隨掃描速度的增大逐漸減小,最后HAZ會逐漸趨于一個穩定值。喬璐等[22]針對低溫共燒陶瓷Ferro A6M LTCC基板進行激光切割工藝研究,研究表明當激光參數設置為空占比為30%,頻率為10 kHz,速度為4 mm/s時,得到的切割效果較好。

圖2 皮秒激光切割藍寶石Fig.2 Cutting of saphire by picosecond laser
在切割工藝對切割質量的影響因素方面,許天宇等[23]通過國志激光YMM-12000光纖激光器對20 mm厚的 Q235b鋼板進行切割工藝實驗,表明影響切割質量的主要工藝參數為激光功率和輔助氣壓,當激光功率增大到 4 kW,輔助氣壓取值范圍增大到 1400~1500 kPa時,切縫掛渣量最少。侯紅玲等[24]對1.7 mm厚飛機鈦合金蒙皮材料進行激光切割實驗,當激光功率為 1000 W,輔助氣壓為 1.2 MPa、切割速度為3000 mm/min時,切割面粗糙度最小,激光切割提高了切面的硬度。何燕春等[25]以Kapton復合膠膜為實驗對象進行激光切割實驗,得到最優工藝參數為噴嘴走速為 80 mm/s,激光功率為 70%,激光頻率為6500 kHz,伺服電機加速度為450 mm/s2,工藝改進后激光切割Kapton復合膠膜孔切透率由原有的9%提升至97.4%。
2.2 激光焊接技術
激光焊接技術是激光領域重要的研究方向之一,據統計,制造業中25%的焊接任務由激光焊接完成,激光焊接技術被譽為“21世紀最有發展潛力的高能束流焊接技術之一”[26]。在航空航天領域,激光焊接技術常用于武器裝備和飛行器的制造、飛機蒙皮的拼接等。在船舶制造和修復領域,將激光焊接技術應用于甲板和艙壁的焊接,有效解決船板翹曲變形問題,同時用于船舶關鍵零部件的修復,如大型低速機活塞部件,通過修復使部件使用壽命延長2~3倍[27]。在汽車制造領域,激光焊接已成為汽車焊接中的一項標準工藝,主要用于車身不等厚板的拼焊、車身的組焊和汽車零部件的焊接。與傳統焊接技術比,激光焊接有如下優點:焊接材料適用性更廣;焊接熔深大;焊縫熱影響區窄,殘余應力小;更高效;非接觸式焊接,無污染;運用光纖傳播,不受大氣和電磁場的影響。激光焊接根據焊縫特點可分為深熔焊和傳導焊,深熔焊一般應用于機械制造領域,傳導焊一般用于熔池深度較淺、寬度要求較小的焊接領域,如電子工業[28]。圖3所示為激光焊接在材料加工領域的應用。

圖3 激光焊接在材料加工領域的應用Fig.3 Application of laser welding in material processing
國內針對激光焊接工藝開展了大量研究,圖4為不同金屬材料激光焊接焊縫及外觀形貌。韓善果等[29]針對16 mm厚1561鋁合金采用不開坡口無間隙的雙面激光-MIG復合焊接工藝,結果表明焊接接頭中存在著基體相α-Al和第二相Fe(Mn Al)6,第二相經焊接熱循環重熔后彌散分布,較大的激光功率可使雙面焊道交叉面積增大,有利于減少焊道根部缺陷,提高拉伸性能。陳永城等[30]對5 mm厚紫銅進行焊接,結果表明,在激光功率為 4.5~9.5 kW范圍內,焊縫熔深與激光功率幾乎呈線性關系,高功率可顯著減少焊接過程的飛濺及表面孔洞,焊縫橫截面形貌為I型,顯微組織為柱狀晶,焊接接頭的拉伸強度為母材的77.3%,伸長率為母材的 41.8%。藺小軒等[31]利用激光焊接汽車差速器殼與盆齒輪,省去了零件螺紋孔加工,焊接件總成疲勞及靜扭試驗符合設計標準,同時新產品減重效果明顯,主減速器傳動系統的傳動效率得到了明顯提升。省焊接所辛楊桂等開發了1000 W的手持式激光焊接設備,具備輕便、易上手的特點,可廣泛用于焊接薄板材料。
在激光焊接對接頭組織性能影響方面,溫鵬等[32]采用擺動光纖激光-CMT電弧復合焊接方式對高速列車用帶鎖底6A01-T5鋁合金型材進行了焊接工藝試驗,得到了良好接頭。研究表明,擺動激光復合焊縫外觀成形優良,焊縫內工藝性氣孔得到明顯抑制;焊縫中心為樹枝晶組織,二次枝晶明顯弱化;復合焊接頭極限疲勞強度為105.0 MPa,抗拉強度平均值為223.19 MPa,接頭拉伸斷口呈韌窩狀,具有典型韌性斷裂特征。羅兵兵等[33]對車用6016鋁合金與 DC06低碳鋼進行了鋼上鋁下機器人激光焊接工藝試驗,結果表明,在激光功率為 800 W,離焦量為+2 mm的條件下,均獲得了良好的表面成形。焊接速度為0.07 m/s時,熔池內部生成大量塑韌性良好的珠光體組織,界面金屬間化合物(IMC)數量少,應力集中系數最小,接頭的平均抗拉剪力達到最大值81.3 N。李斌等[34]采用激光-電弧復合技術焊接 BS960E高強鋼板材,實驗結果顯示,采用直徑為1.2 mm的90G型焊絲進行焊接,對應的接頭組織主要為板條貝氏體,少量馬氏體和 MA組元,焊縫接頭抗拉強度為1117.13 MPa,伸長率為11.82%,焊縫沖擊吸收功為 23 J,沖擊斷口以準解理斷裂為主,呈現韌窩狀形貌。
在激光焊數值模擬方面,彭進等[35]對激光焊接中不同尺寸的熔滴填充進入熔池過程的匙孔三維形貌,以及熔池金屬流動特性進行了數值模擬研究,模擬結果表明,熔滴在匙孔上方下落填充進入熔池,對匙孔的形態波動影響較大,熔滴尺寸較大時,匙孔深度的波動幅度較大。馮燕柱等[36]建立了304不銹鋼激光焊接過程熔池和匙孔之間瞬態耦合的三維模型,開展了匙孔瞬態行為研究,仿真結果與試驗結果吻合,研究表明,匙孔瞬態行為受氣泡影響,縱截面上匙孔面積因氣泡破裂而增大;焊件上表面匙孔開口長度與匙孔后壁傾角相關;與匙孔開口寬度相比,匙孔縱截面上面積和匙孔長度變化幅度更大。黃立進等[37]建立了氣泡三維數值模型,研究鋁合金激光焊接中匙孔行為和匙孔型氣孔的形成機理。實驗論證表明,匙孔的形成與坍塌機理在數值模擬與實驗中是相似的;匙孔坍塌的主要步驟是匙孔后壁處形成凸起,匙孔后壁上的凸起繼續向匙孔前壁處流動,并與匙孔前壁接觸形成液橋;氣孔形成的主要因素是匙孔坍塌形成氣泡和氣泡被凝固界面捕獲。
激光焊接技術發展迅猛,焊接工藝不斷創新,已開出多種基于激光的復合焊接工藝,如激光-電弧復合焊,彌補了單一熱源的不足,可以獲得具有很好熔深和深寬比的焊縫;激光填絲焊,可降低工件坡口加工和裝配精度要求,控制焊縫區域的組織性能;激光飛行焊,即利用高速掃描振鏡頭進行長距離加工的激光焊接方法,其定位精度高、效率高,可定制任意形狀焊縫以優化結構強度;激光釬焊,其加熱溫度低,只在焊縫表面產生熔化現象,接頭平整光滑,實現分光的同時可進行多點對稱焊,同時易實現自動化等[38—39]。
2.3 激光增材制造技術
激光增材制造(LAM)技術以激光為能量源,將復雜的CAD數字模型快速而精密地制造成三維實體零件,實現真正的“自由制造”。與其他增材制造技術相比,激光的能量密度高,激光增材制造技術不受零件材料和結構的限制,可用于難加工材料、復雜結構及薄壁零件的加工制造,在航空航天領域的高性能復雜構件和生物制造領域的多孔復雜結構制造中優勢顯著[40]。目前,激光增材制造技術已經成功制造出高致密度金屬構件,包括鈦合金、高溫合金、鋁合金、不銹鋼以及非晶合金材料等,針對高性能材料如梯度合金、記憶合金以及高熵合金的研究也在進行中[41]。激光增材制造技術按照其成形原理分類,具有代表性的有激光選區融化(SLM)技術和激光金屬直接成形(LMDF)技術[42]。
SLM 成形技術在增材制造技術中得到了最廣泛和最深入的研究。如通過SLM設備與工藝技術,美國GE公司制造出了發動機離心式燃油噴嘴,目前該噴嘴已成功應用于CFM國際公司開發的LAEP-X發動機中,如圖5a所示;美國SPACE X航天公司則利用SLM技術制造了載人飛船的引擎,如圖5b所示。西班牙Salamanca大學利用Arcam型SLM設備成功制造出鈦合金胸骨和肋骨,并成功植入患者體內,如圖5c所示[42]。美國普渡大學的技術員Dahlon P Lyles利用鋁合金材料AlSi12打印出了能夠承受408 kg的晶格結構,這個晶格結構總質量為 3.9 g,質量輕、負重強度大,使得該材料擁有更多的應用領域,如圖5d所示。華中科技大學 Wen等[43]深入研究了 SLM成形過程中熔池邊界對成形件性能的影響,研究表明熔池邊界對成形件的力學性能尤其是延展性與韌性有很大影響。華南理工大學劉睿誠等[44]對SLM成形金屬零件上表面粗糙度進行研究,研究表明成形件的上表面粗糙度主要受熔道寬度、掃描間距和鋪粉層厚3個因素的共同影響,并提出通過電化學處理改善表面質量的方法。雷佳公司通過SLM技術利用不銹鋼316L粉末為一汽大眾制造了汽車制造輔助裝備,性能優良,如圖5e所示。
目前對于 LMDF技術的研究主要圍繞成形工藝和成形組織性能展開,如美國GE公司利用LMD技術對發動機支架結構設計進行了減重設計加工,原零件質量約為2033 g,試制的零件質量僅為327 g,減輕質量達83.9%[45]。NASA噴氣推進實驗室開發出一種新的激光金屬直接成形技術,可在一個部件上打印多種金屬或合金,制件質量滿足航空零部件不同部位不同性能的需要。英國Rolls·Royce公司利用LMDF技術生產Trent XWB-97發動機的前軸承座,該部件由鈦鋁合金構成,包括48片機翼葉,直徑為1.5 m,長度為0.5 m,如圖6a所示。北京航空航天大學王華明團隊利用 LMDF技術制造出世界最大的激光增材制造設備(最大成形尺寸為7 m×4 m×3.5 m)和世界最大的某大型轟炸機發動機鈦合金加強框,并獲得了國家技術發明一等獎,如圖6b所示。在LMDF工藝研究方面,耿靖賀等[46]以激光增材制造核電動力系統凸輪軸為背景,對12CrNi2粉末激光金屬直接成形技術進行“控形”、“控性”以及應力分析3方面的研究,獲得了成形無缺陷并且性能良好的工藝參數,并借助有限元技術與實際測試對其成形試件的殘余應力分布進行分析。馬琳杰等[47]研究了一種金字塔池化卷積神經網絡的金屬激光熔化沉積熔池狀態識別方法,構建了金字塔池化卷積神經網絡,有效減少高層特征的信息丟失問題。中國兵器裝備集團自動化研究所的劉廣志等[48]設計一種基于神經網絡 PSD算法的成形過程自適應成形閉環反饋控制系統,對工藝參數與熔池尺寸動態關系進行分析,實現了 LMDF成形過程工藝參數的自適應控制。

圖5 SLM的技術應用實例Fig.5 Application of SLM

圖6 LMDF的技術應用實例Fig.6 Application of LMDF
2.4 激光表面改性技術
激光表面改性技術是通過高能量激光束與工件表面發生反應,從而提高零件表面性能的方法,涉及領域主要包括激光表面硬化、激光表面熔敷與合金化等。激光表面硬化是快速表面局部淬火工藝的一種高新技術,能快速提高金屬材料及零件的表面硬度、耐磨性、耐蝕性以及強度和高溫性能,同時使零件內部保持較好的韌性,分為激光相變硬化、激光熔化凝固硬化和激光沖擊硬化 3種工藝,該技術主要應用于汽車缸套、凸輪軸、曲軸、錠桿等易磨損零件,通過表面改性延長零件使用壽命,從而提升經濟效益。激光表面熔覆與合金化是利用高能激光束在基材表面產生快速熔凝的過程,形成與基層相互熔合的合金覆層,合金覆層與基層具有完全不同的成分與性能,從而提升材料的耐磨耐腐蝕性能,主要用在低熔點材料上,廣泛應用于閥門、鑄鐵模具、氣門、汽輪機齒輪的齒面等易磨損、易腐蝕零件[49—51],如圖7所示為激光表面改性技術應用實例。
目前激光表面改性技術的研究主要集中在改性工藝的優化和涂層成分的優化配比方面。南非約翰內斯堡大學的Fatoba等[52]通過在Ti-6Al-4V合金表面熔覆Ti-Co合金,發現降低掃描速率可提高金屬間化合物的比例,激光熔覆后,表面硬度從 HV301最高提升至HV719,合金的強度和耐腐蝕性能均得到顯著提高。茨瓦恩理工大學的Sibisi等[53]在Ti-6Al-4V表面激光熔覆 Ti+SiAlON陶瓷粉末,使表面硬度相對基體提高了2倍以上。國內,李濤等[54]采用時效工藝處理發動機用FGH96鎳基高溫合金,利用激光沖擊強化方法對其表面進行修復,研究表明激光沖擊強化實現了FGH96合金的沉淀強化作用,顯著降低疲勞裂紋的擴展速度,使試樣達到了更高的疲勞壽命。郭磊等[55]對航空發動機渦輪葉片 Y2O3部分穩定 ZrO2(YSZ)熱障涂層進行表面改性,研究表明,改性層的厚度與激光功率成正比,與光束長度成反比,優化的激光改性參數為:激光的功率為75~80 W,掃描速度為8 mm/s,光束長度為160 mm。吳桂蘭等[56]在鈦合金基體表面成功制得Ti-Si合金涂層,Ti-Si合金涂層整體組織致密且分布均勻,冶金結合程度良好,硬度提高了1.9倍,抗氧化性能提高了2.4倍,平均摩擦因數降低了0.39~0.45。

圖7 激光表面改性技術應用實例Fig.7 Application of laser surface modification technology
隨著超短脈沖、超快激光技術的發展,通過超短激光實現表面功能特性的研究逐漸受到關注。馬德里理工大學的Jagdheesh等[57]采用納秒激光在鋁合金表面加工出微納復合結構,得到超疏水表面,當液滴體積為8 μL時,水滴與加工表面的接觸角最大達到了180°。Kaakkunen等[58]利用納秒激光在飛機機翼表面加工出減阻結構,通過改變激光加工參數,在鋁合金表面加工了不同高度和傾角的肋條,風洞實驗表明,這些微結構可以明顯降低飛機運行時的阻力。北京航空航天大學 Wang等[59]采用超快激光一站式加工得到微納復合的超疏水結構,此結構自清潔和抗結冰能力強、熱穩定性好,且承受機械磨損能力優異。
除以上幾種應用范圍較廣的激光加工技術之外,激光加工技術不斷創新,開發出了多種具有重要應用意義的新型激光加工技術,如激光打標、刻蝕、毛化、清洗等技術。
3 激光加工技術的應用展望
激光加工技術有著傳統加工技術無法比擬的應用優勢,同時其符合當前生態文明建設,實現綠色與可持續發展的要求,具有巨大的發展潛力和廣闊的市場。隨著激光加工技術應用領域的不斷拓展,仍存在一些關鍵問題亟待解決,如激光設備的成本普遍偏高,專門針對激光增材制造的金屬粉末開發不足,表面改性的激光加工工藝研究有待進一步深入等,因此針對上述問題開展技術研究,將促使激光加工技術更好應用于材料加工領域,從而助力中國制造業快速發展。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
