鈮鎢合金車削技術(shù)研究
2020-08-11 03:24:04何小虎董效文
科學(xué)技術(shù)創(chuàng)新 2020年22期
劉 林 何小虎 董效文
(西安航天發(fā)動(dòng)機(jī)有限公司,陜西 西安710100)
1 概述
鈮合金是難熔金屬中密度最小的材料,在1100~1650℃下有較高的強(qiáng)度,焊接性能好;它的室溫塑性好,能制成薄板和外形復(fù)雜的零件。
因此,在超高音速飛機(jī)、航天飛行器、衛(wèi)星、導(dǎo)彈和超音速低空火箭上可作為優(yōu)選的熱防護(hù)材料和結(jié)構(gòu)材料。針對(duì)航天應(yīng)用,鈮合金主要用作高比沖、能多次啟動(dòng)、推力可調(diào)節(jié)的雙組元液體火箭發(fā)動(dòng)機(jī)。
2 結(jié)構(gòu)特點(diǎn)
依據(jù)液體發(fā)動(dòng)機(jī)推力大小的不同,不同型號(hào)燃燒室段的直徑加工尺寸通常相差數(shù)倍。對(duì)于大推力的發(fā)動(dòng)機(jī)身部,內(nèi)徑尺寸較大,在加工過程中較為方便;而小推力發(fā)動(dòng)機(jī)身部因自身結(jié)構(gòu)小,在車加工過程中就會(huì)遇到深小孔結(jié)構(gòu),大大增加了加工的難度。零件示意圖如圖1。

圖1
3 加工難點(diǎn)分析
3.1 冷卻性能差
鈮鎢合金屬于難熔融金屬,導(dǎo)熱性好,切削過程中熱量容易留在材料上,短時(shí)間內(nèi)零件表面溫度急劇升高,極易產(chǎn)生加工硬化,加工硬化后材料表面硬度升高,塑性降低,使刀具磨損加劇,切削力加大。
3.2 刀桿震顫
零件需精加工到孔深比D:L 為1:10 的深小孔,而且是由直線,圓弧等形成的曲線內(nèi)型面。要加工到零件喉部位置,傳統(tǒng)的機(jī)械加工刀具難以滿足加工要求,需要針對(duì)零件型面特點(diǎn)磨制專用形狀的刀具。但是自制刀具加工到喉部位置時(shí),因刀桿直徑小,導(dǎo)致刀桿強(qiáng)度不足,刀桿震動(dòng)嚴(yán)重。喉部尺寸為零件的關(guān)鍵尺寸,公差范圍僅為20μm,刀桿的震顫直接影響到對(duì)喉部的精密加工過程,嚴(yán)重時(shí)刀桿甚至?xí)蹟唷?/p>
3.3 不易排屑
鈮鎢合金對(duì)刀具的化學(xué)親和力強(qiáng),在切削溫度高和單位面積上切削力大的條件下,刀具很容易產(chǎn)生粘結(jié)磨損,導(dǎo)致切屑無法順利排除。切屑粘付在刀尖上,形成刀瘤,影響加工表面質(zhì)量,粗糙度最好能達(dá)到Ra12.6,如果刀瘤連續(xù)產(chǎn)生,就會(huì)出現(xiàn)刀瘤在前刀面外堆積,使刀具完全失去切削能力,造成零件表面出現(xiàn)拉傷,刀具折斷的嚴(yán)重后果。尤其是對(duì)于小孔零件,無法用目視直接觀測(cè),更不能手動(dòng)排屑,加工過程更為困難。
4 加工方案選擇
4.1 冷卻液的選擇
鈮鎢合金粗加工時(shí),零件表面質(zhì)量要求不高,為了降低切削溫度,可以向切削區(qū)域大量澆注以冷卻作用為主的切削液。切削液要求導(dǎo)熱系數(shù)大、熱容量大、汽化速度快,同時(shí)澆注要求流量大、流速快。
澆注常規(guī)冷卻液時(shí),零件表面質(zhì)量一般可達(dá)到Ra12.3;車削刀具加工出的切屑一般為粒狀,刀具的前刃上常有腐刀現(xiàn)象產(chǎn)生;加工過程中刀尖極易磨損,加工過程中易出現(xiàn)鉤狀傷。粗加工過程中要注意控制鉤狀傷痕的深度,以便精加工的連續(xù)切削。
精加工時(shí),應(yīng)該采用潤(rùn)滑作用較大的極壓可溶性油作切削液,如蓖麻油、油酸、硫化油、氯化油等。此類冷卻液雖然導(dǎo)熱系數(shù)、汽化能力不如水溶性冷卻液,但是潤(rùn)滑效果極佳,有利于減小刀具與工件摩擦產(chǎn)生的熱量并使切屑順利排出。尤其是在小孔精加工時(shí),可溶性油冷卻液還能避免積屑瘤的產(chǎn)生,從而提高加工精度。
4.2 刀具材料的選擇
為了解決細(xì)長(zhǎng)刀桿加工小孔時(shí)的震顫和排屑難的問題,刀具材料應(yīng)從增加刀桿強(qiáng)度和減少與鈮鎢合金親和力兩方面考慮。刀具材料料要求紅硬性好,抗彎強(qiáng)度高,導(dǎo)熱性好。高速鋼的耐熱性差,抗彎強(qiáng)度差,難以滿足鈮鎢合金材料的加工,因此應(yīng)選擇硬質(zhì)合金類刀具。
同時(shí)要達(dá)到增強(qiáng)刀桿強(qiáng)度的效果,硬質(zhì)合金刀具最好選用整體式,使用硬質(zhì)合金棒磨制專用車刀為最佳。經(jīng)選用各種材料加工對(duì)比后發(fā)現(xiàn),YT 類硬質(zhì)合金會(huì)與鈮鎢合金產(chǎn)生親和,加劇刀具的粘結(jié)磨損,不宜用來加工鈮鎢合金零件。而YG 和YD類硬質(zhì)合金比較適合鈮鎢合金的加工,在實(shí)際加工中就選用了YD15 的硬質(zhì)合金棒來磨制專用車削刀具。
4.3 刀具幾何角度與切削用量的選擇
車削加工中的熱量有一大部分是由切屑帶走,而小孔鈮鎢合金加工易出現(xiàn)斷屑,斷屑不易排出就會(huì)影響精加工的質(zhì)量。事實(shí)上,通過選擇刀具的幾何角度和切削用量可以控制切屑流向改善切削質(zhì)量,實(shí)現(xiàn)加工過程中不斷屑。
(1)前角的選擇
鈮鎢合金過程中應(yīng)選用較大前角,是因?yàn)樵谇邢鬟^程中切屑沿著前刀面滑行;使用大前角滑行過程中遇到的阻力就會(huì)減小。同時(shí)增大刀具的前角還可以使刀尖保持鋒利,有利于降低切削力,切削過程中做的功就較少,還可以降低切削熱量,減小切削時(shí)的振動(dòng),減弱加工硬化效應(yīng)。但前角過大則會(huì)消弱切削刃的強(qiáng)度,降低刀具的耐用度。
(2)后角的選擇
鈮鎢合金塑性好,已加工表面回彈大。因此在后角的選擇上應(yīng)盡量避免材料回彈對(duì)后刀面造成摩擦、粘附、刮蹭等現(xiàn)象。較大的后角不僅可以避免后刀面磨損,而且可以避免影響已加工的面的質(zhì)量。
(3)主、副偏角的選擇
因車加工過程中溫度高、回彈大,在刀具剛性允許的條件下,減小主偏角,可以增加刀刃的有效工作長(zhǎng)度,從而減小單位長(zhǎng)度上的切削力。減小副偏角則可以增加刀尖強(qiáng)度,降低加工表面粗糙度,使加工表面達(dá)到Ra3.2。
(4)切削用量的選擇
車削加工鈮鎢合金時(shí),切削溫度高、刀具壽命低,因此需要通過調(diào)節(jié)切削用量來控制切削溫度。硬質(zhì)合金刀具的最佳切削溫度約為650~750℃,為了降低切削溫度,車加工過程中一般采用較低的切削速度、較大的切削深度和進(jìn)給量。
切削速度對(duì)刀具壽命影響最大,最好能使刀具在相對(duì)磨損最小的最佳切削速度下工作。進(jìn)給量對(duì)刀具的壽命影響較小,但進(jìn)給量太小容易使刀具在硬化層內(nèi)切削,從而加速刀具磨損,同時(shí)極薄的切屑不易于熱量的排除。切削深度對(duì)刀具壽命的影響最小,一般選用較大的切削深度,這樣不僅可以避免刀尖在硬化層內(nèi)切削,減小刀具磨損,還可增加刀刃的有效切削長(zhǎng)度,有利于散熱。
(5)切削性能對(duì)比
通過上述分析在加工過程中采用不同幾何角度的專用車刀進(jìn)行切削對(duì)比,在主偏角、副偏角、切削深度1mm、進(jìn)給量0.05mm/r,不變時(shí):分別選主軸轉(zhuǎn)速為700r/min 和300r/min;前角 為3~5°、15~17°、28~30°;后 角 為5~10°、20~25°、30~35°。分析刀具的切削性能,磨損情況,切屑形態(tài)和零件的表面質(zhì)量如下:
主軸轉(zhuǎn)速為700r/min 時(shí)刀具采用不同前角后角的切削情況。
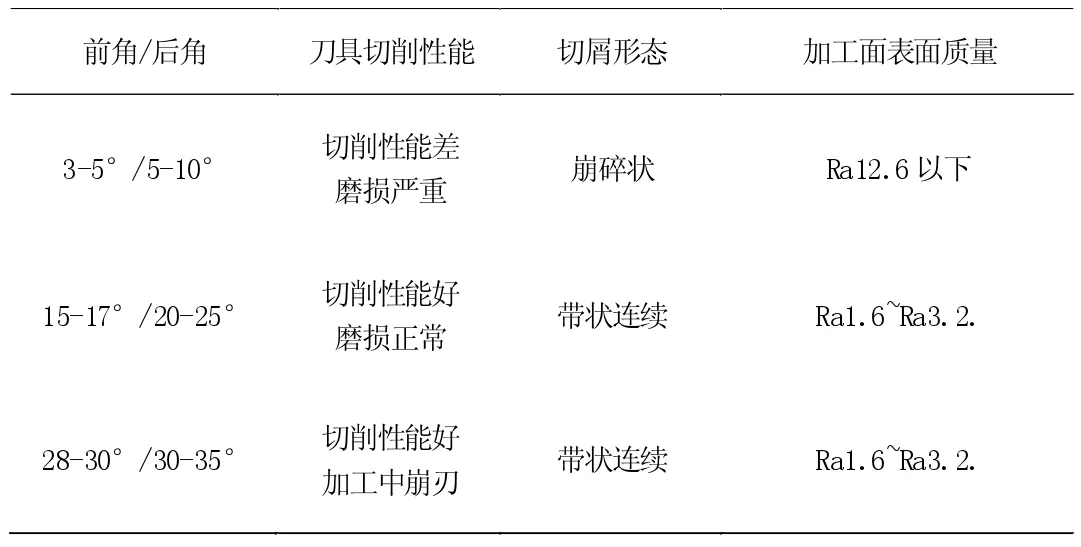
表1
主軸轉(zhuǎn)速為300r/min 時(shí)刀具采用不同前角后角的切削情況。

表2
經(jīng)過試驗(yàn)分析得出主軸轉(zhuǎn)速為300r/min,刀具前角為15~17°,后角為20~25°時(shí)刀具的切削性能好,磨損輕微,切屑形態(tài)為帶狀連續(xù),不易產(chǎn)生刀瘤,散熱性好,零件加工表面質(zhì)量可達(dá)到Ra1.6~Ra3.2,完全滿足加工要求。
5 結(jié)論
通過對(duì)鈮鎢合金進(jìn)行小孔車削加工中的難點(diǎn)進(jìn)行分析,制定科學(xué)合理的解決方案,不僅可以提高加工效率,更改善了零件的加工質(zhì)量。通過生產(chǎn)實(shí)踐的反復(fù)對(duì)比與改進(jìn)得到的加工參數(shù),更為今后鈮鎢合金類零件的車削加工提供有力的數(shù)據(jù)支持。
