
核電用HDPE管道熔接質量控制與評判
2020-08-11 02:23:02錢文來李懷見魏作友
全面腐蝕控制 2020年2期
關鍵詞:焊縫
馮 建 錢文來 康 萏 李懷見 魏作友
(上海納川核能新材料技術有限公司,上海 201306)
0 引言
高密度聚乙烯管道(HDPE)管道由于具有耐腐蝕、耐輻照、衛生性能好、抗震和使用壽命長等優點,大量被用于市政供水和燃氣輸送等領域[1]。目前,在國內外核電廠的承壓水輸送系統,尤其是與海水直接接觸的管道輸送系統中,如循環水系統、重要廠用水系統、淡水系統、消防系統、除鹽水系統等,往往采用碳鋼、鑄鐵、混凝土管作為系統主要管材,一般采用內襯塑膠管、外刷防腐漆或外加陰極電流等作為管道附加保護手段,但是,隨著核電廠服役時間的增長(特別服役周期超過20年后)、水源條件的惡化以及系統各種復雜運行工況的累積作用,出現了管道的內襯塑膠脫落,陰極電流失效等問題,導致管道得不到有效的保護而發生嚴重的腐蝕、結垢等[2]。無論是停堆修復還是管路清洗等都消耗大量的財力物力,而且不能實現根本性解決。

圖1 國內某核電站核3級鋼管的內部結垢腐蝕
自上世紀90年代起,美國和法國部分核電站開始研究并利用耐腐蝕性和耐輻照性能優異的HDPE管道替換原有的碳鋼管、襯塑鋼管和不銹鋼管。該系統運行至今未發現任何腐蝕、結垢問題,系統運行性能優異[3]。國內核電用HDPE管道的研發和工程應用尚處于起步階段,我公司自2015年起開始著重核電HDPE管道國產化研究,并在2017年參與我國某核電站首次核電HDPE管道改造項目。HDPE管道系統的連接方式主要有熱熔對接和電熔連接。管道連接接頭的質量控制是管路系統安全性的重要保障。由于國內普通市政、燃氣用HDPE管道的熔接接頭的質量評判是依據國家標準和ISO標準進行,而核電HDPE管道熔接接頭的評判則是依據美國ASME規范體系,兩者之間存在差異化。因此非常有必要針對核級HDPE管道的熔接質量控制與評價進行分析研究,確保核電站核級HDPE管路系統熔接質量的安全可靠。
1 核電HDPE熱熔對接接頭質量控制與評判
核電HDPE管道熱熔對接的原理是在熔接過程中,加熱后結合面形成熔融層,熔融層內溫度大于聚乙烯的粘流溫度,聚乙烯分子鏈間自由體積增大,聚乙烯分子鏈可以進行自由地擴散和滑移等。此時對其施加軸向熔接壓力使兩個熔融層緊緊地擠壓在一起,部分聚乙烯分子鏈會在外力的作用下打開分子鏈纏結點,通過分子間空穴躍遷到另一熔融層的分子間隙中,并與其分子鏈發生纏結,兩個熔融層中的部分高分子鏈互相擴散、纏結,最后實現材料的牢固連接,如圖2所示。
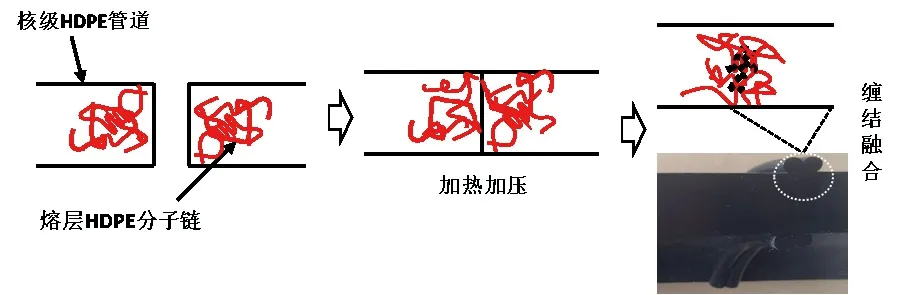
圖2 核電HDPE管道熱熔對接示意圖
核電HDPE管道熱熔熔接過程中要通過以下辦法控制熔接質量:(1)HDPE管道熱熔對接端面要垂直平整,不得有油污、雜質等;(2)熱熔焊機夾具加緊后,兩段管材的錯邊量不允許超過管材壁厚的10%;(3)焊接人員要嚴格按照ASME BPVC.III.A XXVI-4000進行資格評定;(4)按照評定后的工藝進行,如果環境溫度偏差大,需要進行補償。
熔接完成后需要通過以下辦法進行質量評判:(1)目視;(2)無損檢測;(3)高速拉伸沖擊試驗。對于目視方法,ASME規范要求有以下評判準則:a:不應有裂紋或未焊區;b:接頭卷邊光滑均勻,高度一致,高于HDPE管道外壁本體;c:(接頭未發現傾斜,外徑錯變量小于公稱壁厚的10%;d:(評定試驗結果記錄應審查,確認參數符合要求[4]。圖3為實際工程施工中的典型焊接缺陷示意圖。圖3(b)一般是由于以下三個原因導致:(1)兩個熔融段加熱溫度和加熱時間不一樣;(2)兩段焊管的材質不同,非同一廠家或者非同一批次等,一般HDPE熔融溫度會有所出入;(3)兩段管材對中不好,發生偏移。圖3(c)能是熔接端面有夾雜等。圖3(d)則是由于HDPE管材水分含量過高。圖3(e)的焊縫中間皸裂等一般是由于切換時間過長或者加熱溫度過低導致。圖3(f)中焊縫卷邊未貼合一般是焊接壓力不夠或者是熔接面不平整導致。

圖3 核電HDPE管道熱熔焊縫外觀缺陷典型樣品
對于無損檢測,針對核電HDPE管道熱熔對接ASME規范推進采用超聲波衍射時差法(Time Of Flight Diffraction,簡稱TOFD)和超聲波相控陣方法(Phased Array)。其中對于熱熔對接接頭通常采用TOFD方法,如圖4所示,該方法利用一發一收對稱布置的探頭精確測量缺陷的“端角”或“端點”處的縱波衍射傳播時間,以三角方程為理論基礎,圖像化顯示缺陷,并結合計算機完成缺陷尺寸和位置的定量檢測。TOFD和PA技術在金屬管道無損檢測領域的應用已經相當成熟,但是對于核級HDPE管道非金屬領域尚處于空白,我司前期通過大量的核級HDPE熔接缺陷模擬試驗,研制了專用的超聲波設備,為核級HDPE管道工程施工提供了更安全的技術保障。
ASME BPVC.III.IX-QF分卷明確要求核級HDPE熱熔接頭的檢驗試驗采用方法是高速拉伸沖擊,對于壁厚≥32mm試樣,拉伸速度900mm/min;對于壁厚<32mm試樣,拉伸速度600mm/min。試驗合格的依據是熔接焊縫不破壞或者韌性破壞[5]。而國內針對普通HDPE管道的熱熔接頭檢驗則是依據GB/T 19810-2005(ISO13953-2001),標準要求以5mm/min的恒定拉伸速度對接頭施加拉力,通過看接頭的破壞型式來評估熔接接頭性能[6]。高速拉伸沖擊的拉伸速度是普通拉伸速度的120~180倍。在實際試驗過程中兩種評價方法的差別還是非常明顯。對于國內某核電站項目中同一批拉伸樣品,高速拉伸沖擊如圖5(a)所示,在0.2s內試驗拉力達到9800N左右,試樣斷裂位置在焊縫以外且端面相對光滑。圖5(b)為國標普通拉伸試驗,在2.8~3s時間內,試驗拉力達到8000N,試樣斷裂位置在焊縫以為且斷裂面成“拉絲”狀。可以發現,ASME規范的要求更為苛刻,極短時間內對熔接接頭施加巨大的拉應力,能更好的評判熔接接頭的抗拉伸和沖擊能力。
2 核電HDPE電熔接頭質量控制與評判

圖4 核電HDPE管道熱熔焊縫TOFD檢測

圖5 核電HDPE管道高速拉伸沖擊試驗
核電HDPE管道電熔連接的原理是:電熔套筒或其他類型電熔管件內壁有按照一定的工藝布置的銅絲電阻線圈,當電熔套筒接電后,電阻絲發熱促使HDPE管材外壁和電熔套筒內壁材料軟化、熔融和膨脹。HDPE熔體在受限空間內的膨脹力促進HDPE分子鏈的相互擴散纏結,冷卻后形成可靠的熔接面。

圖6 核級HDPE管道電熔連接示意圖
核電HDPE管道電熔連接過程中需要通過以下方法進行熔接質量控制:(1)測量電熔焊機的電源電壓,確保電壓符合要求。國內通用的標注電壓為39.5±0.5V,電壓不穩、過高或者過低都會導致熔接失敗;(2)待熔接的核級HDPE管材或者管件端部氧化皮的去除。一般采用專用工具,如手動刮刀,電動旋轉刮刀等。一般刮削量0.1~0.2mm;(3)待熔接的HDPE管材端面應與軸線垂直,誤差控制在5mm以內;(4)通電之前,要確保電熔套筒和待熔接管材同軸度≥2%,在大口徑厚壁HDPE管道電熔連接中需要做支撐,避免由于管材自重導致熔接組件同軸度偏差過大,影響焊接面質量。
電熔熔接完成后需要通過以下辦法進行質量評判[4]:(1)目視;(2)無損檢測;(3)剝離試驗;(4)壓碎試驗。對于目視方法,ASME規范要求有以下評判準則:(1)熔接區域外表面和可見內表面無裂紋、過熱導致的內部熔化和管件缺陷等;(2)電熔管件觀察孔應當有少量的HDPE熔融料頂出;(3)切開后的熔接面截面出現的孔洞或者空隙應為圓形或者橢圓且無尖銳邊緣;(4)單個空隙尺寸不得超過熔區長度的10%,多個空隙的組合尺寸不得超過熔區長度的20%;(5)評定試驗結果記錄應審查,確認參數符合要求。圖7為實際工程施工中的典型焊接缺陷示意圖。圖7(a)為焊接質量合格的熔接面剖面,圖7(b),圖7(c)和圖7(d)分別為虛焊、孔洞和過焊的典型接頭剖面。虛焊一般是由于焊接熱量不夠或者氧化層未刮除干凈,需要檢查焊接電源電壓、焊接時間和氧化層去除情況。環境溫度過低往往也是導致虛焊的隱形因素。在電熔焊接時,如果兩段管材同軸度差,熔融的HDPE材料會因為內應力和間隙不勻而流動,流向有間隙較大的部位,熔融的HDPE料會帶動電阻絲滑動,有的部位電阻絲會搭接在一起,有的分散嚴重,分散嚴重部位局部過熱,形成氣化空間。圖7(d)過焊往往是電熔焊機電壓過高或者焊接時間過長導致。但是實際工程施工應用中,大功率設備和電熔焊機串聯使用,一旦大功率設備停機也會導致電熔焊接電壓突升,造成過焊。

圖7 核電HDPE管道電熔接頭典型缺陷示意圖
核電HDPE管道電熔接頭的無損檢驗一般采用PA技術進行,由于電熔管件內部的銅絲線圈的干擾,該項檢測需要人員具備非常專業的檢驗和分析技能。一般電阻絲滑移、孔洞等缺陷出現的概率較大。由于該方法涉及設備、人員和計算機軟件分析等繁多內容,本文就不做詳細闡述。
ASME BPVC.III.IX-QF分卷中提到的剝離試驗具體試樣尺寸可以參考ASTM F1055,試驗拉伸速度為5mm/min。國標GB/T 19808-2005針對燃氣用電熔管件也規定了拉伸剝離的要求,除了制樣尺寸跟ASME規范要求不一致以外,拉伸速率也是出入較大,國標規定以25mm/min的拉伸速度作為仲裁[7]。因此針對核級HDPE電熔接頭的檢驗試驗,必須以相應ASME和ASTM規范為依據,不能參照普通市政、燃氣用HDPE管道的檢驗試驗標準進行。圖8是核電HDPE管道電熔接頭按照ASME規范進行的拉伸剝離試驗,該試驗的評判依據是黃色標記區的分離情況。若是熔接面不分離或者分離區域不超過熔合面總面積的15%,則認為電熔連接接頭是合格的,否則可以判定電熔焊接有缺陷。

圖8 核電HDPE管道電熔接頭剝離試驗示意圖

圖9 核電HDPE管道電熔接頭壓碎試驗示意圖
對于核電HDPE管道的電熔接頭的壓碎試驗,ASME BPVC.III.IX-QF分卷規定試樣取樣依據ASTM F1055,具體如圖9所示。試驗的判定依據是只要熔合面完整,管材或者管件出現韌性破壞都可以接受;如果是熔合面破壞,則破壞面積要小于熔合面面積的15%。如圖9所示國內某核電站項目核級HDPE管道電熔接頭的壓碎試驗,經過擠壓后熔合面外部發生分離,證明熔接質量合格。
3 結論
綜上所述,國內外工程案例表明核電HDPE管道能很好地解決目前核電站鋼管、鑄鐵管和襯塑鋼管的海水腐蝕問題。對于核電HDPE熱熔對接接頭采用目視、無損檢測和高速拉伸沖擊三個手段可以實現焊縫的質量控制;對于電熔接頭采用目視、無損檢測、剝離試驗和壓碎試驗等四個方法可以實現電熔熔接的質量控制。因此,在核電HDPE管道工程應用過程中,科學合理地控制核電HDPE管道的熔接質量,保證管路系統安全對于推廣核電HDPE管道國產化工程應用具有十分重要的意義。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
