發動機油底殼模態分析及復合材料結構優化
2020-08-13 05:44:16王宇鋼
制造業自動化 2020年8期
王宇鋼
(遼寧工業大學 機械工程與自動化學院,錦州 121000)
0 引言
機械振動現象普遍存在于工程實際中,由于振動引起的噪聲污染、構件磨損和能量消耗對機器設備正常使用帶來較大影響[1]。發動機油底殼作為貯油槽用于收集和儲存潤滑油,它通過螺栓與發動機底部相連,傳遞發動機引起的振動和噪聲。
此外,隨著人們環保意識的增強,汽車輕量化已成為汽車零部件設計的主要目標。發動機油底殼通過結構優化實現大幅減重已難以取得較大突破,新材料的應用設計正得到更多地關注[2]。
樹脂基復合材料及其模壓制品由于具有優異的減振降噪性能及較小的密度,已在汽車制造等領域中得到大量使用[3]。為減少發動機油底殼振動噪聲,同時實現油底殼輕量化,采用模態分析的方法對油底殼進行基于復合材料的結構優化設計。針對某型號鋼板沖壓成型發動機油底殼,通過ANSYS Workbench進行模態分析得到結構的固有頻率等振動特性,進而找出影響油底殼振動的薄弱結構,再將片狀模塑料應用ACP模塊進行鋪層設計,獲得優化后的復合材料油底殼模型。通過模態分析及諧響應分析,檢驗優化后的油底殼動力學特性,同時實現油底殼的動力性能優化及輕量化設計。
1 模態分析理論
當系統結構遵循某一階固有頻率振動時,結構點會按一定的函數關系響應位移,這種系統的固有振動特性即為模態。發動機油底殼由于結構復雜具有多個階次模態,且每個階次模態都存在特定的固有頻率和振型等參數。當在某階模態發生共振現象時,結構振動會顯著增強,引起較大的機械結構變形和動應力。因此,通過模態分析預測系統結構在各階的主要模態振動特性,可以有效預防該結構在各種振源作用下共振現象的發生[4]。
通過有限元計算進行模態分析時,通常用質量矩陣、剛度矩陣和阻尼矩陣等模態參數描述系統的動力學特性。在完整的模態集中,實際的各階模態對響應所占比重是不同的。低階模態由于剛度較小,在激勵作用下響應會更顯著,因此實際研究中通常只需對低階模態進行分析[5]。對于n自由度線性定常系統,運動微分方程為[6,7]:

式中:M為質量矩陣、C為阻尼矩陣、K為剛度矩陣、X為系統各點位移響應向量、F(t)為激勵力向量。
由于僅對系統進行模態分析,阻尼對頻率沒有影響,所以令激勵力向量為零,將式(1)簡化為無阻尼自由振動:

采用模態分析方法其解的形式如下:

式中:ω各階固有頻率,X(ω)系統的響應列向量對應的各階振型。
使方程存在非零解的條件為使其特征方程恒等于零,因此發動機油底殼自由振動的各階固有頻率可由以下特征方程求得:

特征方程可解出一組離散根ωi(i=1,2,…,n),將解代入式(3)可得對應的特征矢量Xi(ωi)。
2 鋼板沖壓油底殼模態分析
2.1 有限元模型建立
該型油底殼結構包括油底殼本體,放油口,深槽底板,淺端底板,側壁凸起豎向隨形筋,以及位于法蘭邊上的安裝孔。研究的油底殼采用高強度模具鋼鋼板沖壓成型,材料力學參數為:彈性模量2.06e5Mpa,泊松比0.28,密度7.85e3kg/m3,拉伸屈服強度355Mpa。
在Pro/E中創建發動機油底殼三維實體模型,幾何模型如圖1所示。由模型計算可得鋼制油底殼的質量為9.5121kg。由于油底殼具有薄壁結構特征,保存為殼單元類型再導入Ansys Workbench進行網格劃分。對生成模型采用曲率法處理網格大小,最終生成以四面體為主的網格。模型網格單元厚度為2mm。最終有限元模型包括327881個單元,162941個節點。
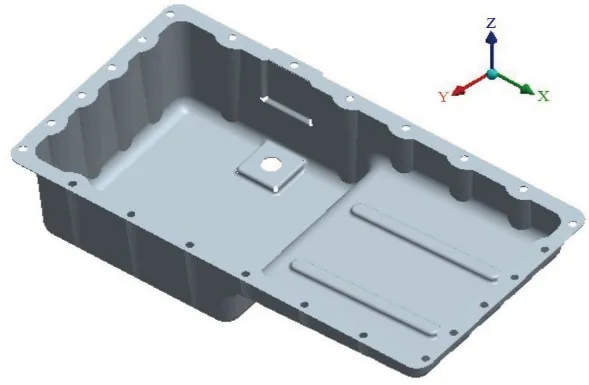
圖1 幾何模型
2.2 模態分析
為了預測模態頻率及振型對油底殼振動的影響,在Ansys Workbench中采用約束模態求解,對油底殼法蘭邊上安裝孔進行完全約束,仿真得到發動機油底殼的前6階模態固有頻率值如表1所示。前6階模態振型如圖2所示。
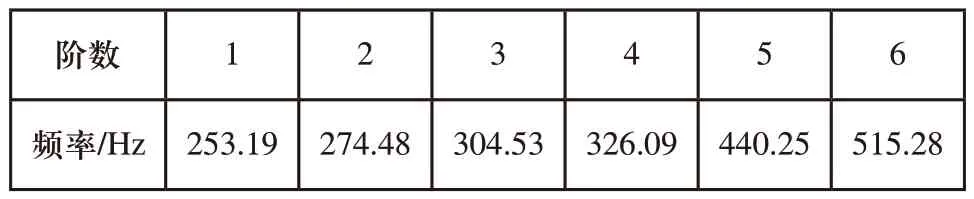
表1 油底殼前6 階約束模態頻率
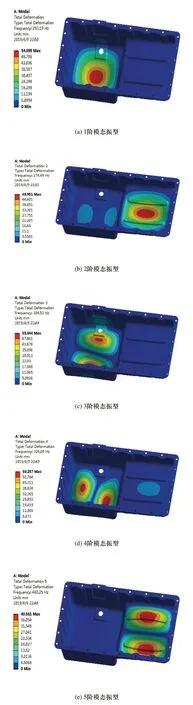
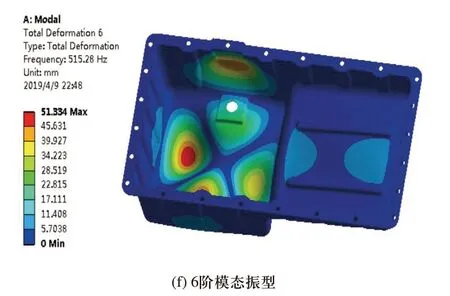
圖2 鋼板油底殼前6 階模態振型
由圖3及表1可知:前6階模態振型發生在250Hz~520Hz頻率間,該油底殼的1、3、4、6階模態變形主要發生在深槽底板處,2、5階模態變形主要發生在淺端底板處。
3 復合材料油底殼結構優化
3.1 復合材料選取
片狀模塑料SMC(Sheet Molding Compound)是目前應用最廣泛的纖維復合成型材料之一[8,9]。SMC采用片材壓模一體成型,與鋼制材料相比具有吸噪抗阻強,質量輕,硬度高等特點,適宜替代鋼材制造的各類機械產品外殼。但與鋼材相比SMC彈性模量較低,因此通常需要以原產品為模型進行殼壁增厚處理。
本文選用60%碳纖維增強的SMC碳纖/乙烯材料(以下簡稱SMC),材料力學性能參數為:彈性模量38000Mpa,泊松比0.3,密度1.44e3kg/m3,拉伸屈服強度300Mpa[10]。
3.2 結構優化
依據油底殼的模態分析結果,結合生產實際確定以下復合材料結構優化方案。以鋼制油底殼為原型,殼體主體壁厚增加到3mm。在油底殼淺端表面及深槽表面設置3條增厚加強筋,加強筋寬度30mm,高2.5mm,加強筋間距離40mm。在油底殼底面增加8×8交叉排列加強筋,加強筋寬度10mm,高2.5mm。在復合材料分析模塊ACP中鋪層,薄壁與厚壁區間采用漸變過度,油底殼鋪層厚度變化如圖3所示。優化后的SMC有限元油底殼模型的質量為5.5236kg。
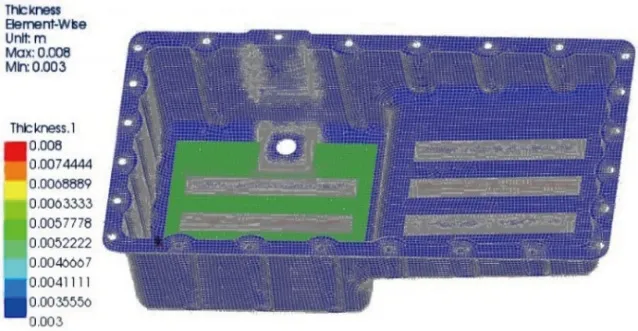
圖3 SMC油底殼模型
4 優化效果分析
4.1 模態分析
將SMC油底殼鋪層模型導入到模態分析模塊,對全部連接孔施加完全約束。經模態仿真。SMC油底殼前6階模態振型如圖4所示,模態固有頻率值如表2所示。
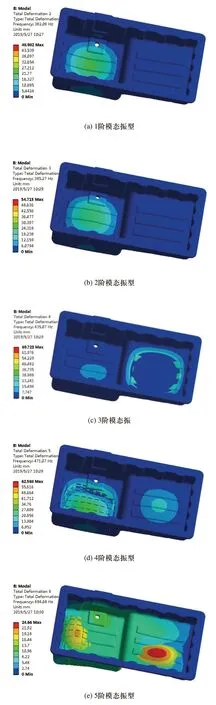
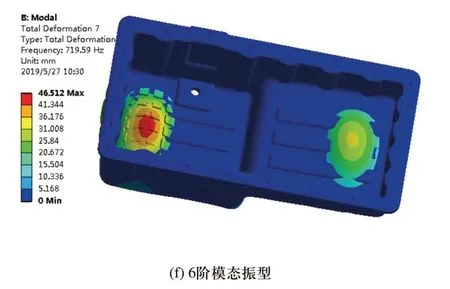
圖4 SMC料油底殼前6 階模態振型
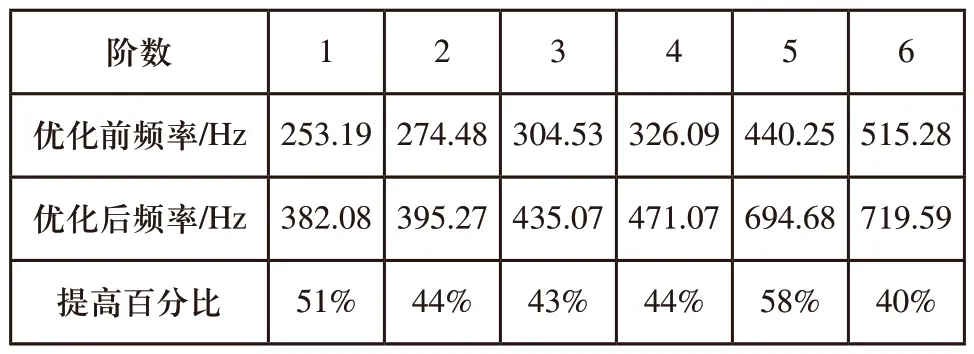
表2 油底殼優化前后模態頻率對比
由圖6可知,經優化后油底殼的前6階振型與原始模型發生了明顯的變化,在高階模態振型中,殼體深槽部分的振動最為明顯。由表2可知,優化后油底殼的固有頻率值與原有鋼制油底殼相比得到了較大提升。其中,5階振動固有頻率提升最為明顯,提高了58%;3階振動固有頻率提升最低,但也有43%的提升。
4.2 諧響應分析
為更好了解改進后油底殼動力學性能,對其結構進行諧響應分析。由于油底殼所受振動主要由發動機經螺栓傳遞而來,故在油底殼螺栓孔施加多點激勵載荷進行諧響應計算。在螺栓孔橫向(X方向),縱向(Y方向),垂向(Z方向)施加位移幅值為1mm的激勵,以模態分析為參考,設置頻域范圍為60Hz~1000Hz(步長20Hz),分別選取深槽底板中心點(觀測點1)和淺端底板中心點(觀測點2)作為參考點,采用完全法進行仿真計算。獲得的位移響應幅頻曲線如圖5所示。

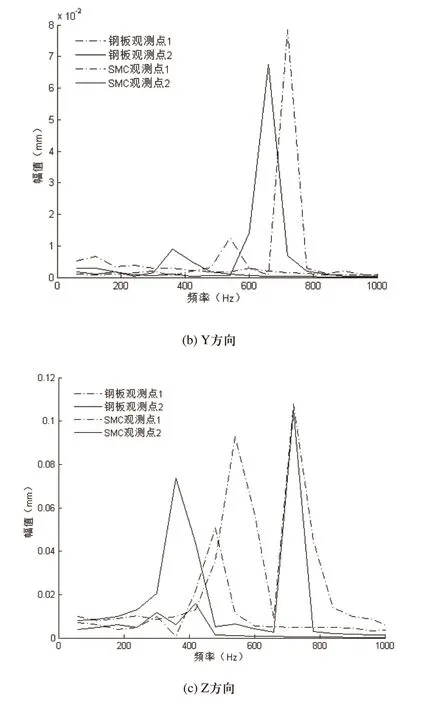
圖5 油底殼位移響應幅頻曲線
如圖5所示,兩種油底殼在X方向和Y方向的振動位移峰值均小于Z方向,表明油底殼振動變形主要發生在垂直油底殼底板方向。
相比鋼板油底殼,SMC油底殼觀測點在X、Y、Z三個方向位移最大峰值出現時的頻率均大于優化前。觀測點出現峰值頻率如表3所示。
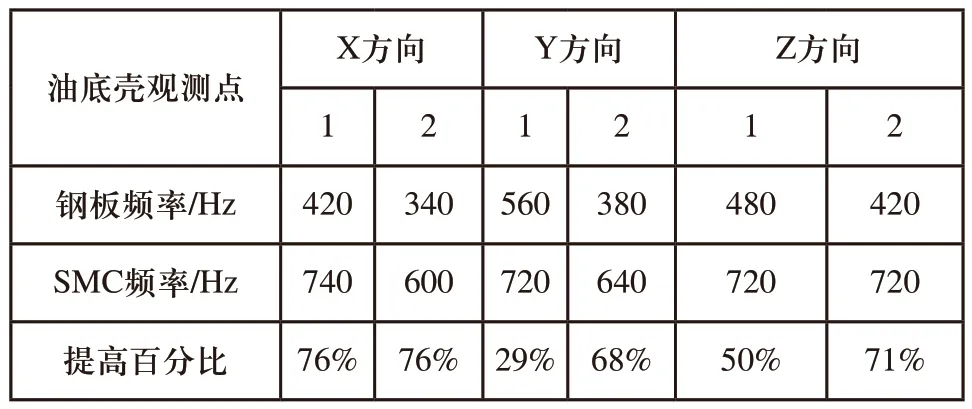
表3 觀測點出現峰值頻率
綜合比較,SMC油底殼在諧響應激勵載荷作用下低階振動峰值頻率遠大于原始鋼板油底殼,與發動機工作振動頻率200Hz~300Hz相比,能有效地防止共振的發生。
5 結語
1)利用Ansys Workbench對鋼板油底殼進行模態分析。分析結果表明影響油底殼振動的主要薄弱結構為深槽底板和淺端底板。
2)依據模態分析結果,采取增加加強筋的方式進行結構優化,并采用SMC材料進行復合材料鋪層設計。優化后的SMC油底殼相比鋼板油底殼整體質量減輕41.9%,實現輕量化設計。
3)經模態分析和諧響應分析檢驗,復合材料SMC油底殼相比鋼制油底殼的低階固有頻率和峰值響應頻率均得到較大提升。該復合材料結構優化方案能有效降低油底殼低頻共振現象的發生。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
天天愛科學(2020年6期)2020-09-10 07:22:44
纖維復合材料(2018年3期)2018-04-25 07:22:58
數學物理學報(2017年6期)2018-01-22 02:26:40
電子測試(2017年11期)2017-12-15 08:57:13
湖北經濟學院學報·人文社科版(2015年8期)2015-12-29 05:53:07
上海電機學院學報(2015年4期)2015-02-28 14:30:00
應用化工(2014年10期)2014-08-16 13:11:29
計算物理(2014年2期)2014-03-11 17:01:44
計算物理(2014年2期)2014-03-11 17:01:39
