消失模組簇鑄造技術在生產中的應用
2020-08-14 03:33:34孫帥張甯遠
金屬加工(熱加工) 2020年8期
關鍵詞:工藝
孫帥,張甯遠
鐵煤集團機械制造有限責任公司 遼寧鐵嶺 112000
1 消失模組簇鑄造工藝特點
消失模鑄造(簡稱EPC)是采用涂有耐火材料涂層的可發性聚苯乙烯(EPS)或聚甲基丙烯酸甲酯(EPMMA)泡沫塑料為模樣,澆注高溫合金液使模樣熱解氣化“消失”,并占據泡沫塑料模樣所退出的空間,最終獲得鑄件的方法。消失模組簇鑄造是消失模鑄造工藝形式之一,其更容易實現小件批量生產。除此以外,消失模組簇鑄造還具有以下優點。
1)組簇后裝箱操作簡單方便,效率高。
2)豎澆道與內澆道連接,內澆道與工件連接,澆注時,澆道既是鋼液通道又可以起補縮作用。
3)組簇澆注,鑄件工藝出品率高,同時成品率高,可達98%以上,一箱多件,大大提高了鑄件的生產效率。
4)采用3t塞桿包,頂澆,底抽式負壓,澆注系統橫截面積比為1∶1.1∶2.4,充型平穩,滿足車間3t/h中頻感應電爐、澆包、砂箱配套生產。
2 間隔鐵鑄件工藝特點分析
間隔鐵鑄件(見圖1)重24kg,屬于小型厚壁鑄件,要求精鑄、直徑22mm裝配孔和斜度1∶4裝配斜面不加工、公差±1mm,材質為ZG270-500,鑄件不許有氣孔、砂眼、縮松和縮孔等鑄造缺陷。根據車間實際生產情況和該類鑄件特點,更適合采用消失模鑄造工藝。消失模鑄造能夠保證表面粗糙度和尺寸精度,但考慮工件尺寸小、數量多,在工藝設計時要滿足車間設備產能,提高生產效率,因此選用消失模組簇鑄造技術。
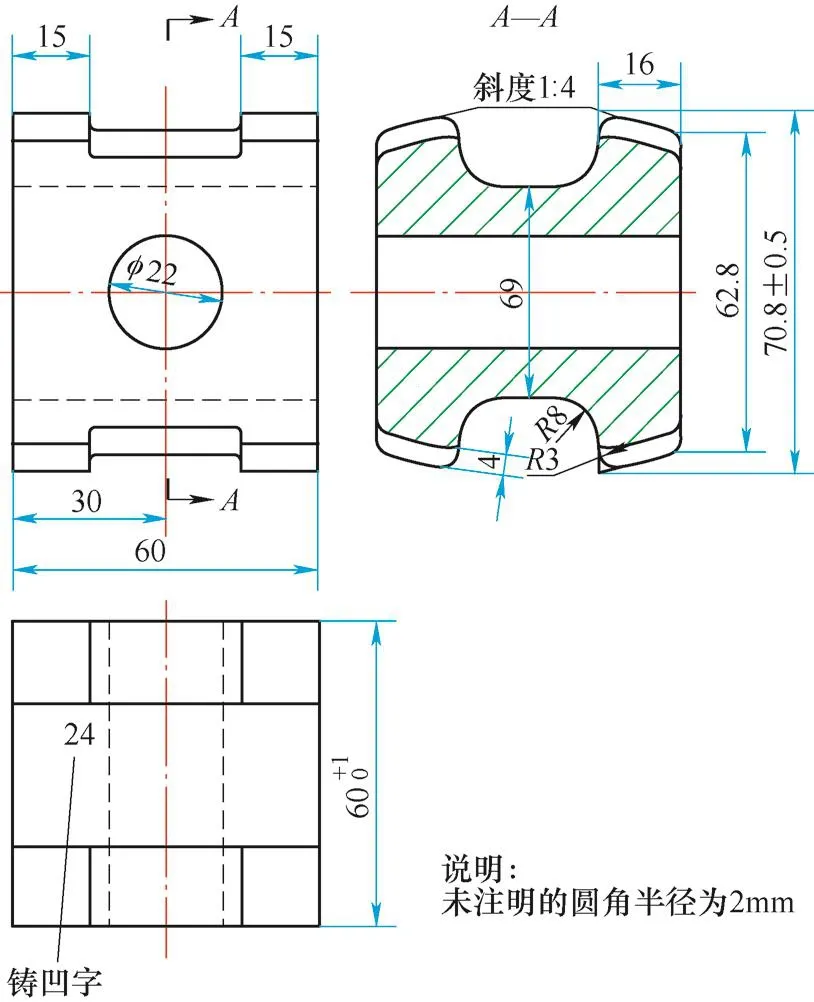
圖1 間隔鐵鑄件結構
3 工藝設計及工藝參數的控制
3.1 白模制作
選用密度為18g/cm3的EPS,用數控雕刻機制作模樣,選用內澆道尺寸為15mm×15mm、長150mm,兩端各黏結間隔鐵一件,與間隔鐵連接處開倒角5mm×5mm;選豎澆道尺寸為40mm×25mm、長500mm。將上述組好的白模黏結在該立澆道上成串,每串7對,間距50mm,孔向上,如圖2所示。
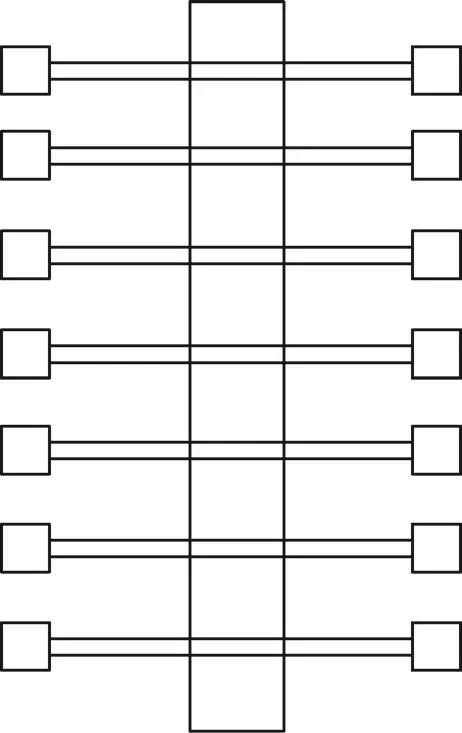
圖2 間隔鐵組串示意
3.2 涂料的組成及配制
消失模涂料除了具有一般砂型鑄造涂料要求的懸浮性、耐火度和流變性外,還必須具有以下性能:良好的透氣性,使澆注時產生的泡沫塑料分解產物能順利逸出;涂層有較高的強度和剛度,保證模樣在搬運時不變形,在澆注期能支撐干砂不崩塌;良好的附著力和涂掛性,能均勻而牢固地黏附在泡沫模樣表面。
(1)耐火材料 耐火材料具有抗粘砂和降低鑄件表面粗糙度值等作用,它的物理和化學性能在很大程度上決定了涂料的使用性能。我公司生產車間根據間隔鐵材質選擇了耐火度較高的不同粒度的鋯砂粉和硅砂粉的優化組合。
(2)載液 載液的選擇將直接影響涂料的工藝使用性能。目前采用空氣干燥的溶劑,如乙醇、甲醇等,依靠醇類快速揮發的特點,使涂料干燥速度快,提高生產效率。但是這類載液不僅易燃易爆、存儲困難,其中甲醇、丙酮對泡沫塑料還有化學腐蝕作用,同時這些材料價格昂貴、成本高,因此生產車間依然采用來源廣泛、價格低廉的水作涂料的載液。
(3)黏結劑 涂料層的強度主要取決于黏結劑的黏結強度。消失模涂料黏結劑有低溫型和高溫型兩類。通常水溶性合成樹脂、聚乙稀醇、羧甲基纖維素鈉、聚醋酸乙烯乳液、糖漿等黏結劑耐熱性低,大多在400℃或500℃以上均燒失而失去黏結強度。高溫黏結材料主要有黏土、磷酸鹽、水玻璃、硅溶膠等,其耐熱性高,能與耐火骨料形成燒結層,具有強化涂料層和防止金屬滲透的作用。消失模涂料層應兼具適宜的透氣性和較高的涂層強度,因此采用高溫(黏土)-低溫(羧甲基纖維素鈉)復合黏結劑。
(4)懸浮劑 懸浮劑是促使涂料中耐火骨料在載液中保持懸浮、防止沉淀分層的物質。使用傳統的懸浮劑——膨潤土即可滿足要求。
(5)其他添加劑 泡沫塑料模樣與水潤濕不良,加入少量表面活性劑可以降低涂料的表面張力,使水基涂料易于涂掛。若涂料中由于攪拌引起的微小氣泡不能逸出,會影響涂料黏度和鑄件表面質量,加入適量的消泡劑可有效避免氣泡的產生。消失模涂料涂層較厚,干燥后易產生龜裂紋,為防止涂層開裂,可添加少量無機硅酸鹽多孔纖維素。
我們使用的涂料配比見表1。

表1 涂料配比 (%)
3.3 涂料配制和涂刷工藝
先將表面活性劑和懸浮劑加入水中,在攪拌機中高速分散30~40min,然后加入耐火材料和消泡劑,繼續攪拌30min,再加入黏結劑和防腐劑,攪拌2h,即可出料并轉移到涂料池內使用。將制好的組串烘干后涂刷第一遍涂料,在45~55℃烘干室中烘干12h,涂刷第二遍涂料,繼續烘干12h,修復涂刷過程中損壞的間隔鐵白模,補刷露白處,保證涂層厚度在1.2~1.4mm且均勻無露白。
4 澆注系統設計
(1)砂箱設計 砂箱尺寸為1000mm×1000mm×900mm,負壓管道為φ70mm,4根,在砂箱底面平均排布。
(2)澆注系統設計 主澆道為1道65mm×65mm(橫截面,下同)直澆道連接1道65mm×65mm扁擔形橫澆道,兩側再設置2道65mm×60mm橫澆道,各連接5道40mm×25mm豎澆道,每道豎澆道連接7對(14件鑄件)15mm×15mm內澆道。
澆注系統工藝設計如圖3所示,鑄造清砂后實物如圖4所示。
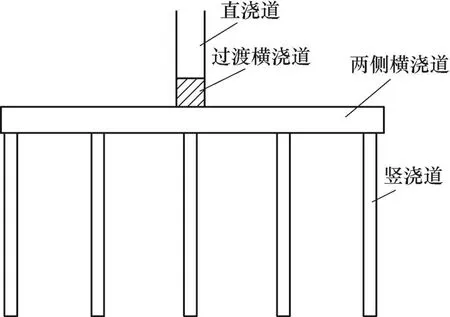
圖3 澆注系統示意

圖4 澆注系統實物
(3)裝箱 采用雨淋加砂,三維震實,尤其保證裝配孔內加砂充實。
通過采用上述澆注系統,金屬液在澆注過程中合理流動,實現了流場與熱場的合理分布,產品尺寸符合標準要求,無飛邊等缺陷,成品率達到98%以上。
5 澆注工藝
鋼液出爐溫度1700℃,然后鎮靜3~5min,澆注溫度控制在1675~1680℃,澆包下澆注口直徑為30mm,澆注時快速澆注,保持澆口杯呈充滿狀態,澆注過程中保證負壓度在0.04~0.05MPa,澆滿后再進行點澆冒口,減少出現冷隔、縮孔等鑄造缺陷。
6 缺陷分析
6.1 粘砂
(1)原因分析 由于填砂過程中對間隔鐵表面涂料有一定的沖刷作用,使表面涂料層可能局部脫落或變薄,金屬液通過涂層破裂、剝落處滲入型砂的干砂空隙中,將干砂夾持凝固在鑄件表面上從而造成頂層間隔鐵表面粘砂。澆注時負壓度大小對金屬液流動能力影響很大,負壓度越大,金屬液流動性越好,粘砂也會越嚴重,此時易出現金屬液透穿涂層滲入砂型而粘砂。
(2)防止措施 制作三棱柱形遮擋板,裝箱時固定在上層間隔鐵上,避免下落的寶珠砂直接碰撞在涂料層上,同時把握好填砂方法和涂料涂刷質量,選用合適的負壓度以及控制好澆注溫度等均非常重要。經鑄造試驗,負壓度控制在50kPa較為適宜。
6.2 冷隔及澆不足
(1)產生原因 模樣被加熱、分解后要大量吸收金屬液熱量,使金屬液降溫,降低金屬液的流動性,引起冷隔、澆不足;澆注系統、結構、澆注操作工藝不當;充型過程中負壓度太大,液體金屬沿型壁上升速度高于內部中心上升速度,在溫度較低時,靠近鑄型表面先形成一薄金屬殼,而后續金屬液充型后又沒有足夠熱量熔化此殼,就會出現冷隔、重皮缺陷。
(2)防止措施 保證1700℃出鋼,同時在鋼液上表面覆蓋保溫劑。改進澆注系統,提高充型速度,采用頂注式直澆道,縮短澆注系統總長度,讓液流縮短、充型過程流暢,避免冷隔、澆不足。
6.3 需注意的問題
1)在鑄件的爐前配料時,其含碳量宜控制在要求范圍的下限,以適應消失模鑄鋼件的增碳問題。嚴格控制鑄件的化學成分,每爐取樣進行化學成分分析,以保證產品的質量穩定。
2)嚴格按要求操作,必須保證充型速度,避免由于充型過程中的失誤導致的冷隔、澆不足等鑄造缺陷。
7 結束語
通過消失模組簇鑄造技術在間隔鐵生產中的應用,證明該項工藝技術適合生產精度高、批量大、質量小的產品,實現了鑄件的高效生產,大幅改善了操作員的工作環境,減輕了操作員的勞動強度,生產成本較傳統工藝鑄造大幅降低,為該類鑄件的生產開辟了一條成功之路。
目前,我們已將該技術推廣應用到配重塊、壓塊、電動機喇叭嘴及水道等鑄造生產中,均取得了很好的效果。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
