數控車在加工溝槽時刀路的優化和分析
2020-08-14 01:52:42
林業機械與木工設備
2020年8期
關鍵詞:溝槽
(常州劉國鈞高等職業技術學校,江蘇 常州 213025)
在數控車溝槽的加工中,使用切槽指令G75進行徑向切削時,切削力大、排屑困難、尺寸難以保證,這些問題不及時處理就會對刀具和機床造成損傷。本文主要研究如何在CAXA數控車的基礎上修改切槽刀路來改善這些問題[1-3]。
1 傳統外圓溝槽的加工刀路分析
1.1 傳統溝槽的粗加工原理
溝槽粗加工時使用編程指令G75,其刀路如圖1所示。
G75的加工方式是徑向切削完一個刀寬的長度,接著退出工件外面,軸向移動一個距離,再進行徑向切削直到加工完畢,這是傳統的槽加工方法,存在如下問題,首先是第一刀切削,刀具的兩個切削刃和刀面都受力,如果槽的位置遠離卡盤且切削量大,則刀具負荷過重,磨損加快,工件也會因此而晃動甚至飛出;其次是刀具為徑向加工,切屑朝著刀具的加工方向排出,沒有空間存放切屑,這會導致切屑纏住刀具和工件表面,損壞刀具和劃傷工件表面;最后是G75的加工方式是單向的,刀具磨損不均[4-5]。
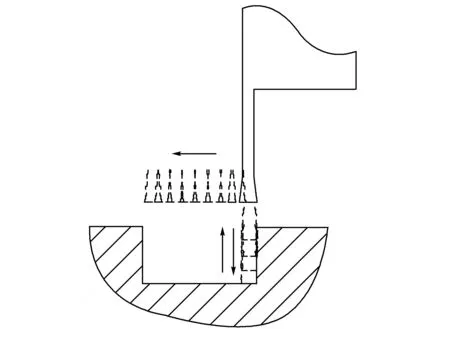
圖1 溝槽粗加工刀路
1.2 傳統溝槽的精加工原理
溝槽精加工時使用直線插補命令G01,其刀路如圖2所示。
使用G01直線插補進行精加工,其加工刀路是先徑向加工槽的一個側面,接著軸向加工槽的底徑,最后徑向加工槽的另一側面。這其中存在的問題是最后進行槽的另一側面加工時,切槽刀是用刀具的側面加工,該側面沒有主切削刃鋒利,而且在切削過程中刀具和工件作相互運動,工件的……
登錄APP查看全文
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:28
西北工業大學學報(2022年2期)2022-05-11 07:50:12
建材發展導向(2022年1期)2022-03-08 01:52:36
輪胎工業(2021年10期)2021-12-24 17:23:35
機械制造(2021年8期)2021-08-23 10:12:44
裝備制造技術(2020年3期)2020-12-25 05:22:30
輪胎工業(2020年9期)2020-03-01 18:58:44
中國機械工程(2018年14期)2018-09-22 01:14:04
電子制作(2018年14期)2018-08-21 01:38:30
江西理工大學學報(2015年3期)2015-12-22 05:26:21
