角度頭在航空結構件數(shù)控加工中的應用
2020-08-17 10:47:24祝小軍危震坤向兵飛
教練機 2020年2期
祝小軍,危震坤,向兵飛,熊 勇
(航空工業(yè)洪都,江西 南昌,330095)
0 引 言
隨著航空制造技術的發(fā)展及飛機設計水平的提升,航空結構件的復雜程度大幅提高,且裝配精度提升,因此,用于結構件鉚接的緣條裝配孔和槽腔內部筋條裝配孔、關鍵受載的耳片孔、安裝傳感器等成套件的安裝孔以及側邊槽腔等復雜結構特征數(shù)量激增,圖1為四種常見難加工結構示意圖。受制造空間限制、結構復雜度的影響,此類結構件的制造精度、效率以及質量穩(wěn)定性在行業(yè)內的需求迫切。航空工業(yè)成飛的隋少春[1]、周進[2],航空工業(yè)洪都的向兵飛[3],南京航空航天大學的李海[4]等人采用角度頭加工技術解決上述制造難題,并給出了應用案例,受產品結構影響,論文介紹的側重點不同。相比于使用傳統(tǒng)加工方式,角度頭加工在航空結構件空間狹窄區(qū)域、高精度側邊孔、難加工深槽結構等復雜特征的制造過程中起到關鍵作用,能有效解決傳統(tǒng)工藝方案帶來的質量穩(wěn)定性不足、制造成本高和制造周期長等問題。在Jay Snider的論述[5]中,國外某公司在飛機結構件加工中通過采用小型的角度頭完成了飛機結構件側面結構的制造,并針對結構件特征結合先進制造技術對其方案進行優(yōu)化,使得該結構件的制造效率提高了近40%。
本文結合飛機結構件復雜結構特征以及企業(yè)實際應用情況,針對采用角度頭進行薄壁結構鉆孔加工,耳片孔鉸孔、鏜孔加工,復雜孔、槽銑削加工的工藝及應用過程中的注意事項進行了詳細論述,同時,針對不同構型機床和材料對角度頭應用的關鍵技術進行研究及論述,最終給出了應用案例,對角度頭在航空結構件空間狹窄區(qū)域、高精度側邊孔、難加工深槽結構等復雜特征的制造具有重要意義。
1 角度頭加工工藝性分析
在航空結構件空間狹窄區(qū)域、高精度側邊孔、難加工深槽結構等復雜特征的制造中,角度頭加工技術主要應用于薄壁側面鉆孔加工、耳片孔鉸孔和鏜孔加工、復雜孔和槽的銑削加工,在應用過程中主要考慮空間限制、結構復雜度、制造效率和制造成本等因素,結合圖1 中的復雜結構對加工工藝進行分析。
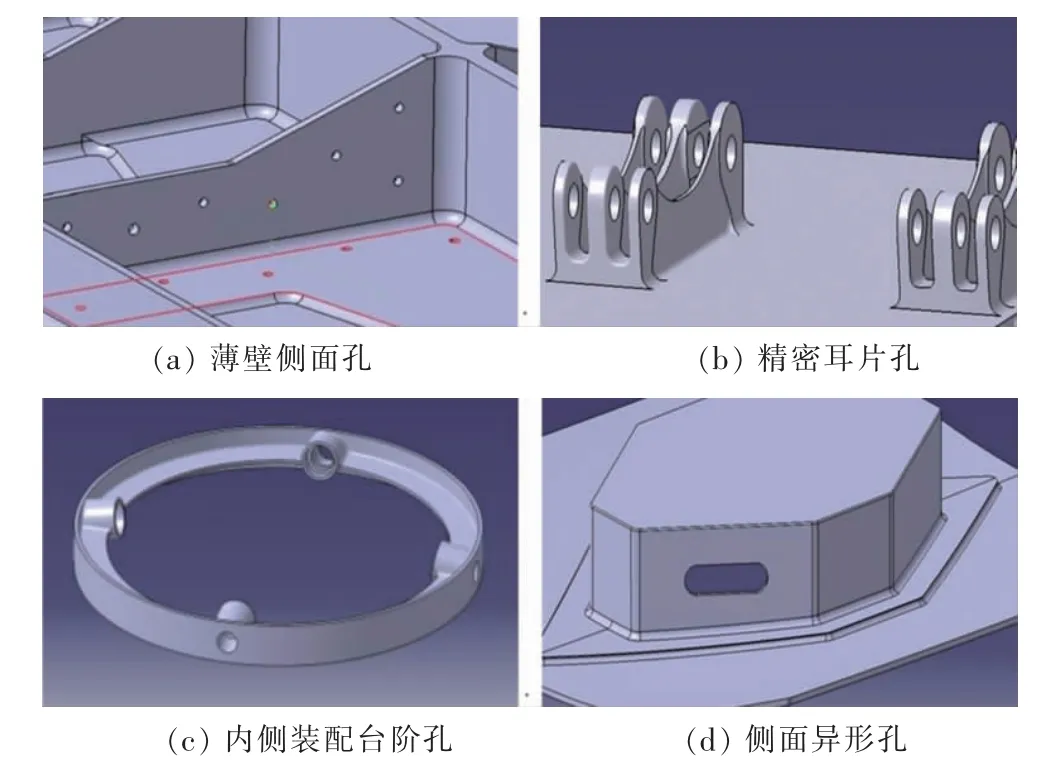
圖1 復雜結構特征示意圖
1.1 薄壁側面鉆孔加工
為提高裝配效率和裝配精度,某機型框類零件需在外緣條及筋條上開出200 多處裝配鉚接孔。如圖1(a)所示,由于鉚接孔距零件腹板距離過小(最近處約13mm)且孔軸線垂直于筋條、緣條,如使用C-A 結構機床擺角加工,將導致機床A 擺幅度過大,使主軸與零件發(fā)生干涉。傳統(tǒng)加工方案中,需要鉗工配合定位工裝手工鉆孔,受操作人員技能影響,制造周期、產品質量穩(wěn)定性無法滿足批產要求。結合制造空間限制以及加工孔精度等因素,選用PARLEC 公司生產的FS90 系列角度頭加工,其刀具軸線與角度頭底端尺寸為10mm,能夠避免干涉從而完成鉆孔加工。由于零件部分緣條為曲面,使得緣條處的法向裝配鉚接孔的軸向矢量互不相同,因此鉆孔時需使用雙擺頭五軸機床配合角度頭,將鉆頭軸線擺至對應的孔位矢量后進行鉆孔加工。圖2(a)和圖2(b)分別為FS90 角度頭加工筋條及曲面緣條的示意圖。
1.2 耳片孔鉸孔、鏜孔加工
航空結構件上的多層耳片孔通常有較高的尺寸精度以及同軸度等形位公差要求,機加制造中需要使用鉸孔或鏜孔的方式進行加工。如圖1(b)所示區(qū)域,傳統(tǒng)加工方案先使用立式機床加工耳片主體結構后,在臥式機床上進行二次裝夾,配合專用夾具和加長刀具保證零件上三組共9 處耳片孔之間的同軸度要求。采用角度頭加工技術的加工方案如圖3 所示,在系統(tǒng)剛性、系統(tǒng)安裝精度良好的前提下,能在立式機床上通過使用角度頭實現(xiàn)耳片孔的分組加工,直接鉆、鉸、鏜到位,避免了零件二次裝夾帶來的精度影響,同時,節(jié)省了工裝和刀具成本。
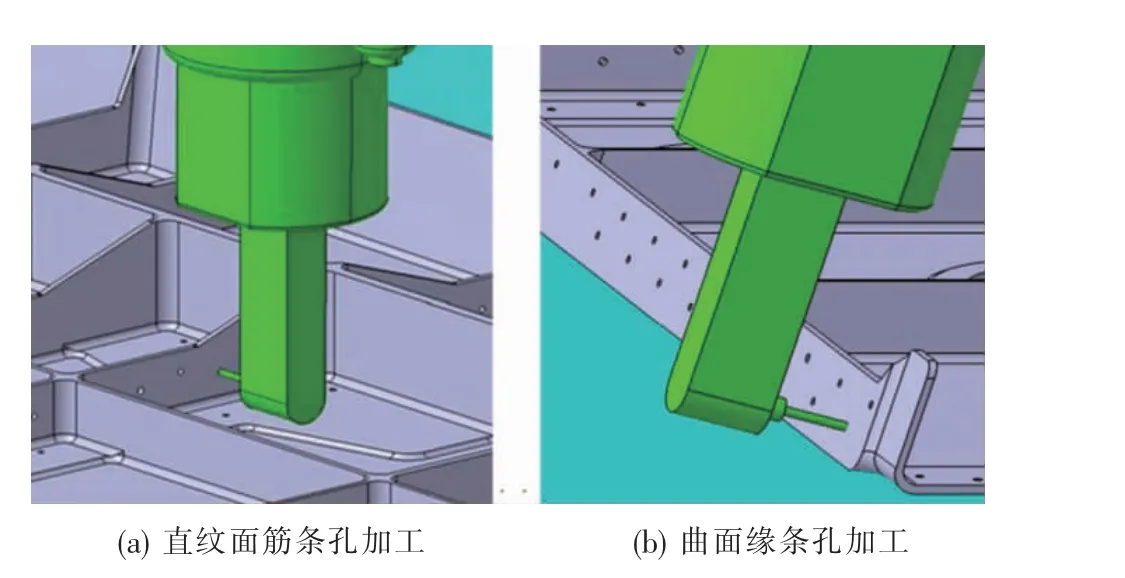
圖2 薄壁側面鉆孔加工示意圖
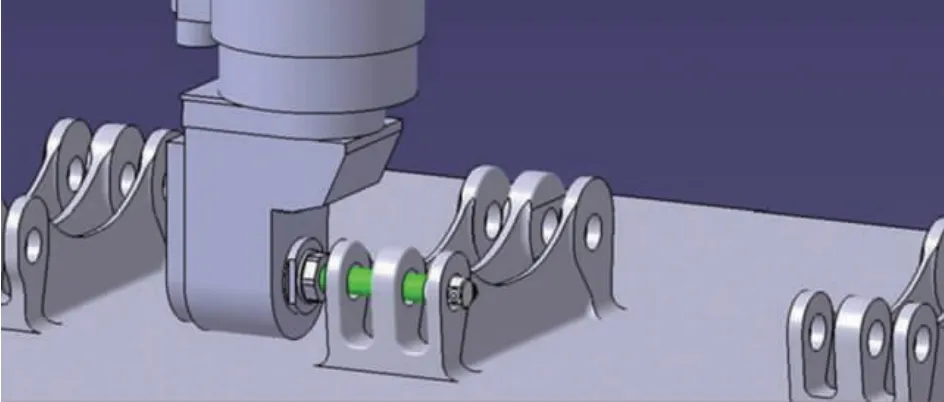
圖3 角度頭多耳片鏜孔加工示意圖
1.3 復雜孔、槽銑削加工
對于難加工深槽及孔結構,采用角度頭加工具有明顯優(yōu)勢。以圖1(c)中零件為例,該零件內圈直徑不足300mm,四個方向上精密階梯孔結構如圖4(a)所示,且階梯沉孔軸線與環(huán)形端面呈一定夾角。零件內圈處空間限制導致機床無法擺角加工四個方向的階梯孔。如圖4(b)所示,傳統(tǒng)工藝方案使用定制的裝夾工具配合定制的背鏜刀具加工階梯沉孔,加工過程中由于孔徑測量和更改加工孔徑等原因,需要反復更換背鏜刀夾,導致刀具及人工成本居高不下。新方案中,如圖4(c)所示,利用零件內圈處空間,使用角度頭在不改變零件原始裝夾狀態(tài)的情況下銑削加工出階梯孔,在提高加工效率的同時減少了操作人員的工作量。
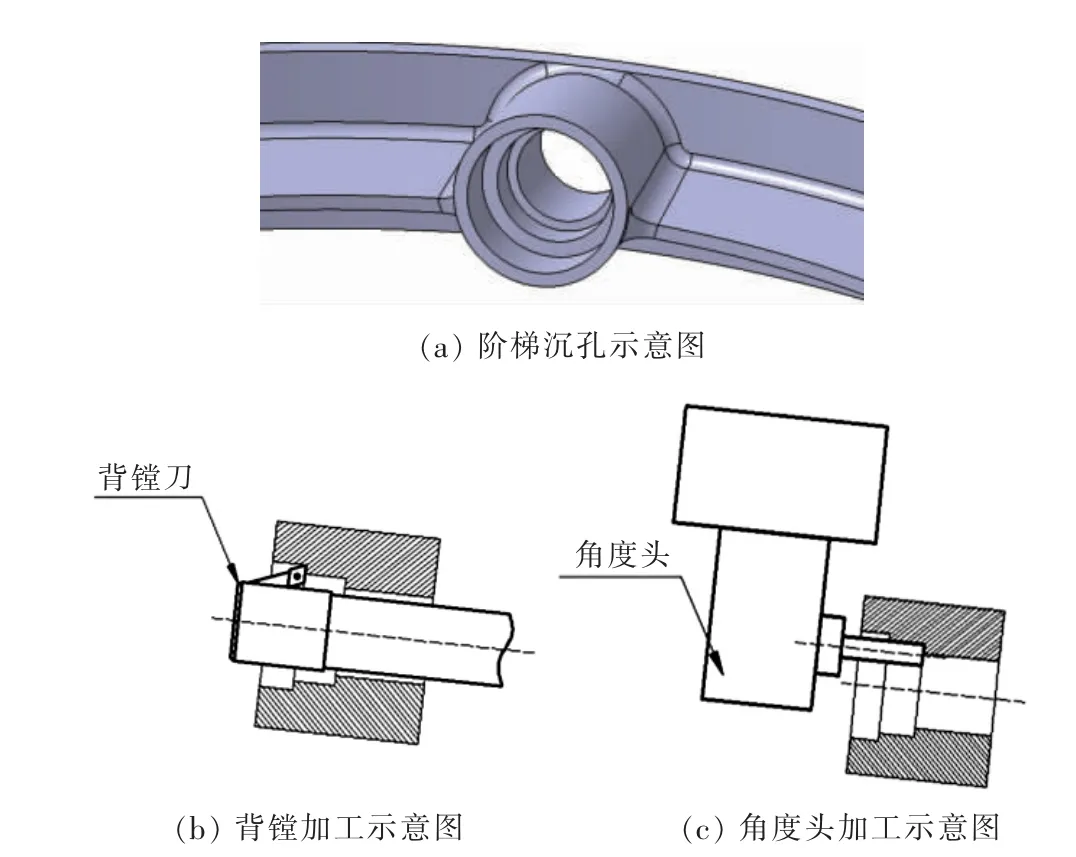
圖4 角度頭內圈階梯孔加工示意圖
對于圖1(d)所示零件,其側壁有一處安裝成件的腰形通槽,通槽截面如圖5(a)所示,由于零件底面為曲面,使用角度頭正常姿態(tài)加工槽下側壁時,如圖5(b)所示,角度頭底部會與零件腹板干涉。實際加工中,使用正常姿態(tài)加工出通槽上側壁,如圖5(c),之后調整角度頭姿態(tài)至圖5(d),擺角銑出通槽下側壁。
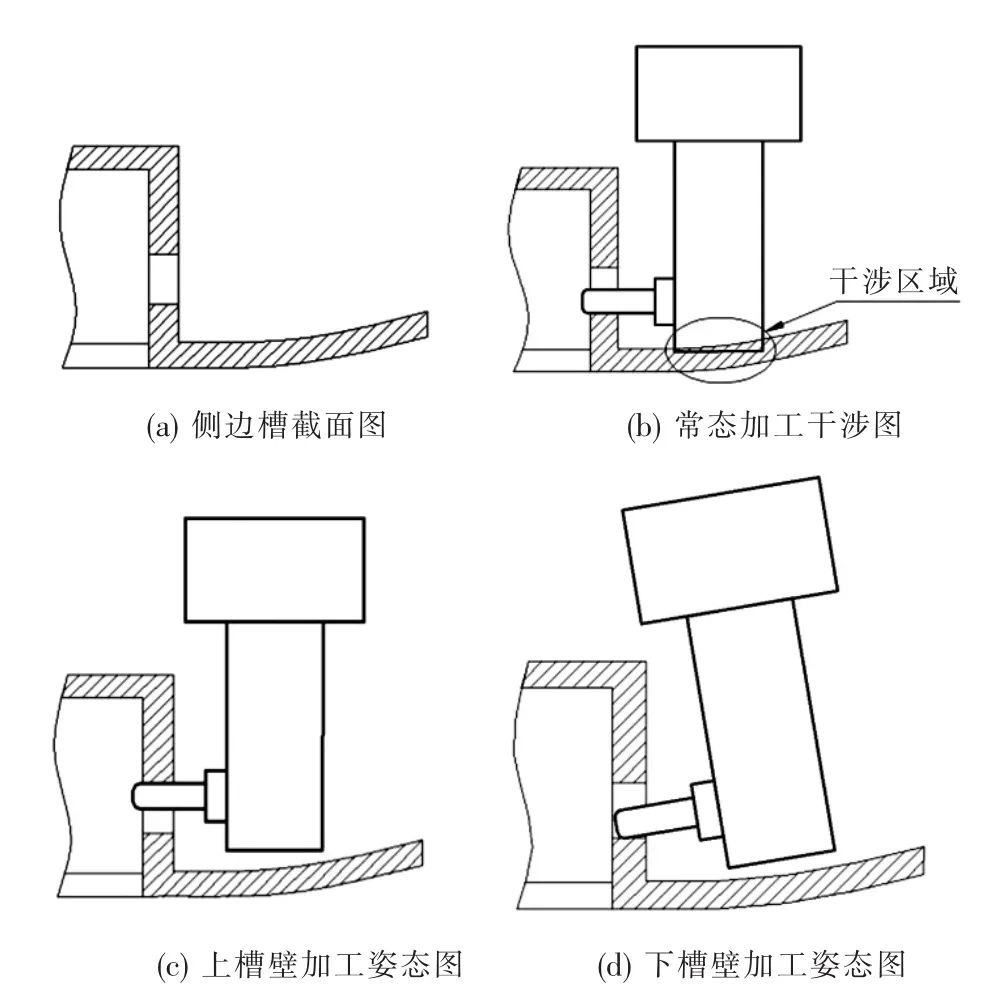
圖5 角度頭多姿態(tài)加工側面槽
2 角度頭加工關鍵技術
2.1 角度頭初始安裝位置確定
角度頭作為一種改善機床加工性能的工具,能有效的擴展五軸數(shù)控機床的加工范圍。初始安裝位置決定了角度頭能否充分發(fā)揮五軸設備的加工靈活性。以C-A 雙擺頭機床為例,如圖6(a)所示,在機床零位狀態(tài)下角度頭刀軸安裝方向與機床X 軸平行,此時機床A 擺的轉動無法轉化為加工刀具的俯仰運動,加工刀具等效于4 軸運動;反之,在機床零位狀態(tài)下角度頭刀軸安裝方向如果與機床Y 軸平行,如圖6(b)所示,此時加工刀具的運動類型可等效于5 軸運動,提高了側壁加工的靈活性。在C-B、B-A 等雙擺頭構型的機床上應用角度頭加工技術時,必須考慮初始安裝方向,否則五軸機床變四軸機床,無法進行后置處理和零件的加工。
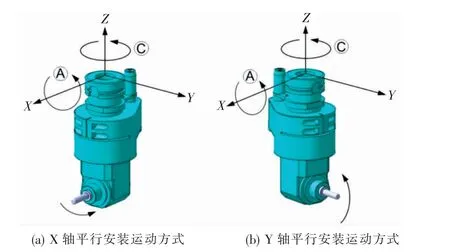
圖6 角度頭初始安裝位置示意圖
2.2 角度頭加工切削參數(shù)
由于傳動機構尺寸的限制,角度頭能傳遞的最高功率有限,因此角度頭加工對轉速或切削力有嚴格的要求。因為角度頭粗銑加工中插銑加工對刀具系統(tǒng)的負載最大,為保證角度頭的安全使用,要求加工時刀具端的加工扭矩和轉速不超過角度頭的規(guī)定值。由于插銑時刀具按軸向運動,工件對刀具的靜態(tài)扭矩可按以下經驗公式計算:

式中:M 為刀具端扭矩,N·m;Kc 為單位面積上的切削力,N/mm2;D 為刀具直徑,mm;fn 為每鉆進給量,mm。Ae 為切寬,mm。
而式 (1)中單位面積上的切削力Kc 可用公式(2)計算:

式中:γ0為刀具的切削前角;Kc 為單位面積上的切削力,N/mm2;f z 為每鉆(齒)進給量,mm;k 為刀具主偏角;mc 為被加工材料切削指數(shù);Kc1.1 為被加工材料1mm 切削厚度切削力,單位N/mm2。
通過式(1)和式(2)能夠計算出插銑加工時不超過角度頭允許輸出扭矩的最大每鉆進給量。同時CNC編程過程中,機床主軸的輸出轉速可以通過式(3)計算:

式中:k 為角度頭的傳動比;n 為機床主軸轉速,r/min;Vc 為切削刀具的線速度,m/min;Dc 為加工刀具直徑,mm。
實際加工中,角度頭的最大輸出轉速及扭矩只作為上限閾值,制約加工效率的瓶頸通常是裝夾系統(tǒng)和刀具系統(tǒng)的整體剛性。
2.3 角度頭加工技術應用系統(tǒng)
要實現(xiàn)角度頭在企業(yè)的應用,需建立仿真模型庫及通用后置處理,以滿足數(shù)據(jù)統(tǒng)一、平臺通用的要求,也是角度頭加工技術推廣應用和產品質量控制的關鍵。
1)角度頭仿真模型庫
普通套筒仿真數(shù)模建立時,只需要考慮套筒尺寸、裝刀點及程序加工原點,裝刀矢量方向與機床主軸中心線方向重合,裝刀點為套筒上端,程序控制原點為刀尖。角度頭與普通刀具不同,仿真模型建立時,不同構型機床,角度頭相對機床坐標系矢量方向不同,且程序控制點為刀具旋轉中心與機床主軸旋轉中心的交點,不同角度頭型號外形尺寸差別大,刀庫建立時需考慮多個外形參數(shù)。為了實現(xiàn)參數(shù)化的仿真模型建立,開發(fā)了角度頭仿真模型庫,如圖7 所示。

圖7 角度頭仿真模型庫
開發(fā)的角度頭管理系統(tǒng)和仿真模型庫,實現(xiàn)了各型角度頭、各構型機床以及多品種、多規(guī)格刀具仿真模型的快速建立,解決了仿真模型離散化建立的問題,保證了仿真模型庫數(shù)據(jù)源統(tǒng)一和仿真模型的一致性及角度頭應用過程中的加工仿真正確性。
2)角度頭后置處理系統(tǒng)
角度頭在五軸數(shù)控機床上的后置處理系統(tǒng)是角度頭五軸應用的關鍵系統(tǒng),需針對機床構型和角度頭運動原理,建立五軸加工的角度頭空間坐標變換和后置優(yōu)化方法,以此為理論依據(jù),開發(fā)基于角度頭五軸加工的后置處理系統(tǒng),解決角度頭在復雜航空結構件中的后置難題。開發(fā)的后置處理系統(tǒng)涵蓋C-A、C-B、A-B 雙擺頭構型機床以及SIEMENS、FIDIA 和HEIDENHAIN 數(shù)控系統(tǒng)。在企業(yè)應用過程中,需開發(fā)適用于企業(yè)已有各構型機床和各型數(shù)控系統(tǒng)的后置處理通用平臺才能滿足企業(yè)的應用需求。開發(fā)的通用處理系統(tǒng)如圖8 所示。
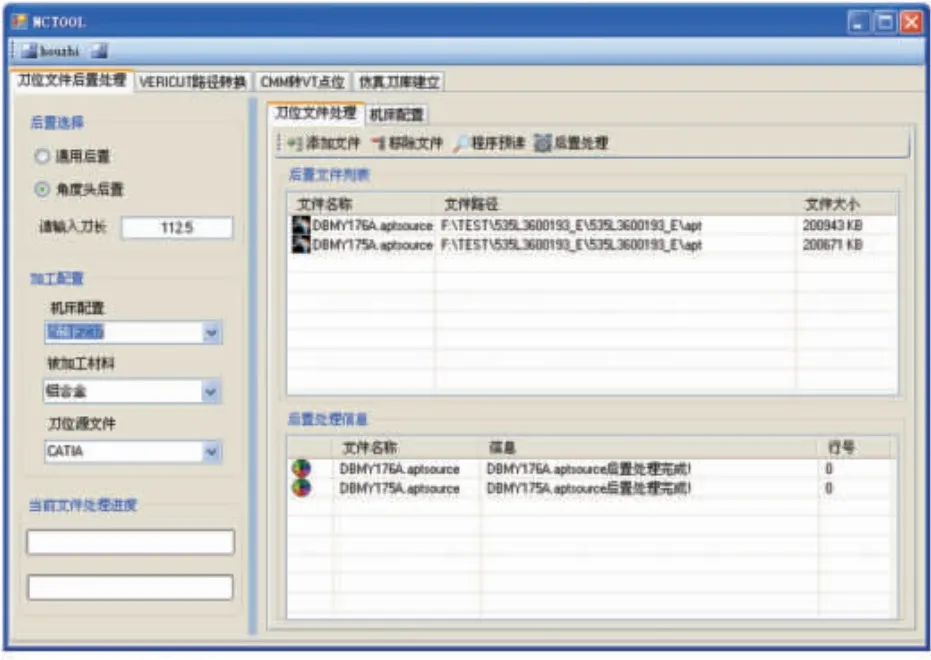
圖8 角度頭通用后置處理系統(tǒng)
3 應用案例
得益于機床設備和CAM 技術的發(fā)展,角度頭在航空結構件制造領域的應用日益廣泛,文中介紹角度頭加工復雜特征區(qū)域的工藝方法已在生產加工中得到了成熟的使用。圖9 為角度頭在鋁合金、鈦合金結構件孔、槽等特征上的典型應用案例。
圖9(a)為FS90-03 角度頭加工零件外緣條側面孔的現(xiàn)場加工圖片,零件緣條為五軸型面,定制鉆模板手動鉆孔無法保障產品質量,采用角度頭加工技術在一次裝夾狀態(tài)下完成200-φ2.6mm 緣條孔的加工。
圖9(b)為TA15 鈦合金精密耳片孔零件圖片,精密孔尺寸和精度為φ17H8,公差為0~+0.027mm,同軸度0.02,該組耳片孔使用FR90-16 角度頭通過鉆孔-鏜孔的加工流程加工到位,加工完成后精密孔φ17H8(0,+0.027)測得尺寸為φ17.01~17.02mm,圓度誤差為0.01mm,滿足制造精度要求。
圖9(c)為角度頭加工的零件側面深槽圖片,此處結構為通槽,槽深125mm,槽寬15mm,受結構弧度影響,傳統(tǒng)方案需采用D12R0H140 的銑刀加工,刀具長徑比超過了10 倍,加工效率低,加工穩(wěn)定性差,深槽容易震刀導致加工尺寸超差。采用角度頭兩側對接加工完成深槽加工,深槽結構分粗加工和精加工,粗加工留余量1~1.5mm,精加工機床轉速S=4500~5500r/min,刀具每齒進給量f=0.035~0.045,切深Ap≤1.5mm,采用斜線下刀或螺旋下刀,下刀角度A=2~5°,加工結果顯示,采用角度頭加工技術能有效解決該類結構的加工,加工效率和加工精度得到有效保證,無需訂制專用工裝。
圖9(d)為角度頭加工圖1(c)所示零件內側階梯沉孔示意圖,4 處臺階精密孔4-φ35M7,公差-0.025~0mm,傳統(tǒng)方案裝夾和校準困難、加工效率低且產品質量無保障。通過角度頭加工技術在一次裝夾狀態(tài)下完成4 處精密臺階孔加工,無需專用工裝和專用刀具,且加工效率得到較大提升,整體加工效率提升3 倍。
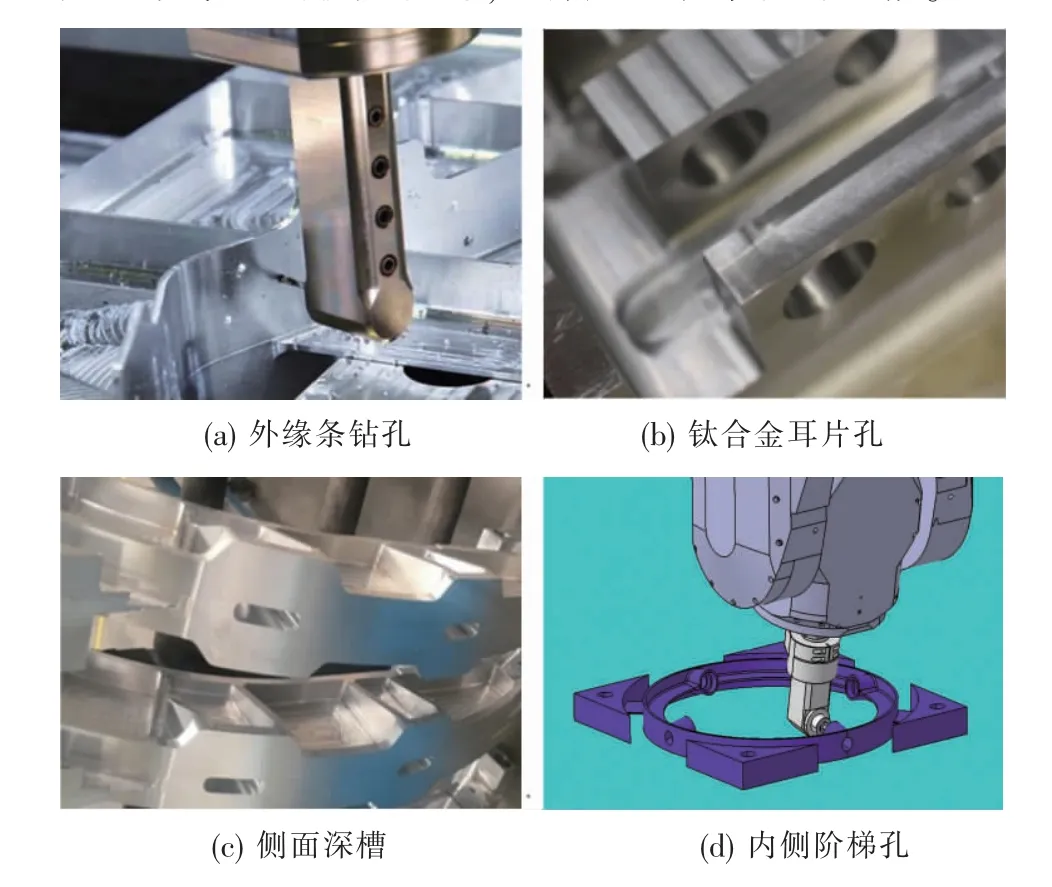
圖9 角度頭的應用
4 結語
本文重點分析了角度頭加工工藝及應用關鍵技術,并結合4 個案例進行了應用驗證。形成的研究結論為:
1)角度頭應用加工工藝分析為薄壁側面鉆孔加工、耳片孔鉸孔和鏜孔加工、復雜孔和槽的銑削加工提供了工藝基礎。
2)給出了角度頭初始安裝位置以及加工參數(shù)的確定方法并開發(fā)了仿真模型庫和通用后置處理平臺,并通過緣條側面孔、鈦合金精密耳片孔、緣條深槽以及精密臺階孔的實際應用對角度頭加工技術進行了應用驗證,其結果表明,角度頭加工技術解決了航空結構件空間狹窄區(qū)域、高精度側邊孔、難加工深槽結構等復雜特征的制造難題。
