X 光測厚儀在生產實踐中的應用
2020-08-18 09:40:46郝艷強
天津冶金 2020年4期
關鍵詞:測量
郝艷強
(天津天鋼聯合特鋼有限公司天津301500)
0 引言
軋鋼生產線上的板材厚度測量是生產線必不可少的一道工序,公司原板材厚度測量為現場操作人員使用千分尺測量,這種測量方式的缺點:生產線上環境溫度為850~900 ℃,工作環境惡劣;測量時需要和線上的其他操作崗位聯系將生產線暫停,降低了生產效率;人為測量誤差大;千分尺為強檢表需要定期校驗、更換、到特定部門進行檢定,費用高。為避免上述缺點我們使用了線上實時測量板材厚度的儀表—測厚儀,測厚儀在安裝時設有壓縮空氣管道,用來吹掃探頭,設有水管道,循環沖洗探頭周圍的氧化鐵皮及沉渣,使測量環境保持低溫、清潔,減少了運行人員的維護量;整套設備安裝在設有導軌的小車中,測厚儀出現問題時可以直接將測厚儀轉換到離線狀態,將小車退離生產線后對測厚儀進行檢修不會影響生產的節奏;測厚儀自身帶有校驗功能,在每支板材經過前十幾秒時間內進行自校驗保證每次測量的準確度。測厚儀的使用使軋鋼生產的板材質量得到保障。
1 測厚儀的結構組成及工作原理
1.1 結構組成
我廠帶鋼熱軋生產線應用的測厚儀為瑞美公司生產的RM215 系列X 射線測厚儀,組成包括:主控柜(主處理器模塊、AI/AO 模塊、串口模塊、DI/DO 模塊、系統電源、終端模塊、工程師站)、操作站、C 型架、射線源和探頭等組成。主控柜包含主要的電氣系統和控制回路,并集成一個工程師站。主控柜相當于計算機的CPU,RM 215 系列X 射線測厚儀通過實時反饋絕對厚度或偏離目標厚度值來參與板材的軋制控制。
1.2 工作原理
X 光測厚儀通過計算X 射線穿過被測板材的衰減值來檢測對象的厚度。被測板材經過測厚儀位置時,射線通過放射源穿過被測材質后進入信號探測器,射線的強度會有所衰減。對于同種材質的板材,如果厚度越大,那么射線的衰減就會越大,利用這一原理來檢測通過板帶材的厚度。同時也滿足了軋線生產線上測量厚度實時、在線等要求。
2 厚度的控制方式
軋機液壓壓下系統的壓下量控制由“壓力AGC”及“監控AGC”兩部分組成。
2.1 壓力AGC
壓力AGC 是指在當前機架咬鋼信號(當前電機運行,達到電流值)到達后一定時間t,在此時間內采集n 次檢測數值,并計算出n 次檢測數值的平均值。t 是在程序設計時設定,約1000 毫秒,編程技術人員是根據鋼材張力、軋制速度、設備參數等確定的。
其中:
每個機架頭部平均軋制力

平均輥縫值

將每個機架頭部平均軋制力P*和平均輥縫值S*作為鎖定值,此后根據每時刻的外界擾動軋制力△Pd,計算輥縫值進行厚度的自動控制調節。壓力AGC 被分為絕對壓力AGC 和相對壓力AGC:絕對壓力AGC 的軋制力與輥縫值是由L2 級設定;相對壓力AGC 的軋制力與輥縫值是由現場傳感器測量的實際值反饋。
2.2 監控AGC
監控AGC 是正在軋制的帶鋼頭部進入測厚儀檢測范圍內經過一定的延時時間t 后(延時時間由編程人員根據現場實際參數設定),通過F9 出口安裝的測厚儀實時測量厚度數值計算出平均值,由監控AGC 計算出各個機架的軋制負荷從而分配各個機架的輥縫給定值。監控AGC 控制方式是以末架優先的原則,按逆軋制方向來選擇機架的投用。監控AGC 分為絕對與相對兩種控制方式:絕對方式是HMI 或過程機設定的目標厚度為鎖定值,計算出對應零厚差的輥縫調節量;相對方式是以精軋出口測厚儀采集的平均厚度差作為鎖定目標值,此后根據一定的采樣周期,采樣共同厚度差的變化,計算輥縫調整值,進行厚度自動調節。
2.3 控制的實現
板材在通過輥縫被軋輥變形軋出時,輥縫的大小和形狀決定了板材縱向寬度和橫向厚度的變化,實際輥縫在軋制過程中,由于現場環境等因素的影響會有所變化,從而影響到板材的厚度變化,針對這些因素研究出板材厚度的自動化控制系統。
2.3.1 前潰AGC 控制
根據實時測量的輥縫和軋制力以及入口厚度,計算出口軋件的厚度和塑性系數并送入寄存器。第i+1 機架的入口厚度通過跟蹤第i 機架出口厚度得到,第i 機架根據存放于寄存器中的第i+1 機架出口厚度和塑性系數來預估帶鋼在本機架出口帶鋼厚度偏差,并通過液壓壓下系統HGC 提前調節輥縫來消除來料厚度和塑性系的變化對本機架軋制厚度帶來的不利影響。如圖1 所示。
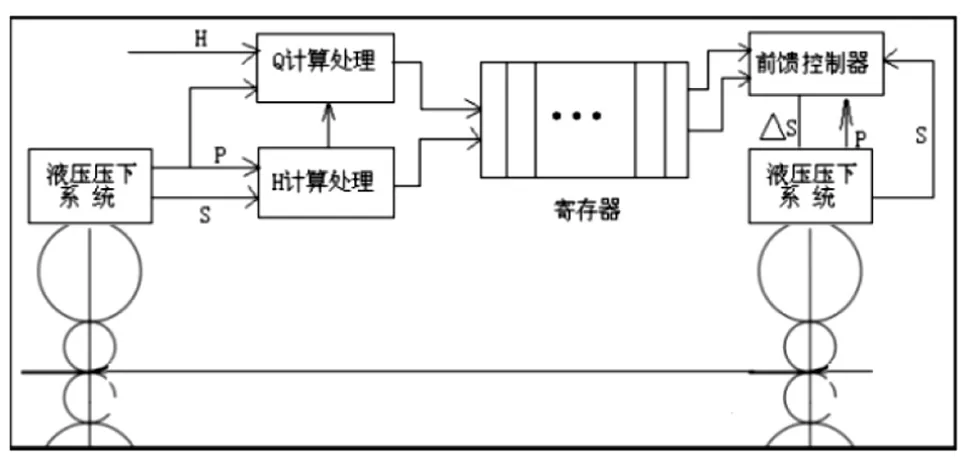
圖1 AGC 控制原理示意圖
2.3.2 厚度計式AGC 控制
厚度計式AGC 的基本原理是把軋機本身當做測厚儀,根據PLC 實時采集到的軋制力和輥縫值,利用彈跳方程間接計算出帶鋼厚度。將實測的彈跳厚度與頭部鎖定的彈跳厚度之間的差值送入AGC控制器中,控制器的輸出附加到液壓壓下控制系統中調整軋機的輥縫大小。厚度計式AGC 在彈跳方程的基礎上引入了彈性曲線和塑性曲線,軋機在軋制過程中進行彈性變形,根據軋機的剛性、軋制時的彈跳現象、彈跳值、軋機的剛性系數制成的軋機彈性變形曲線;根據板帶在軋制過程中的彈性變形和塑性變形得到軋機的工作特性曲線。圖2 為軋機的工作特性曲線[2]。
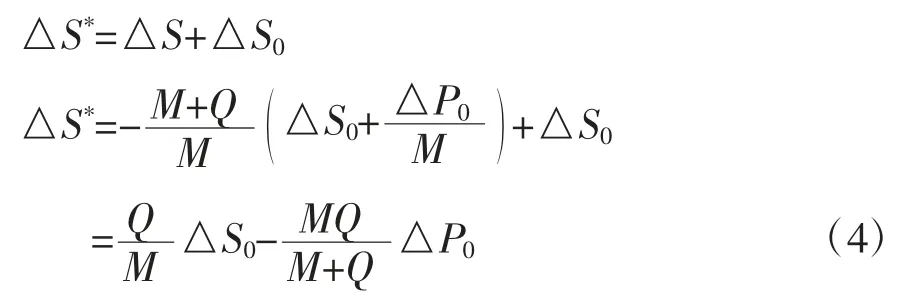
為消除由當前實測軋制力變化量△P0和輥縫變化量△S0造成的厚差△h,需要輥縫在當前值S基礎上改變△S 量,由下公式計算:
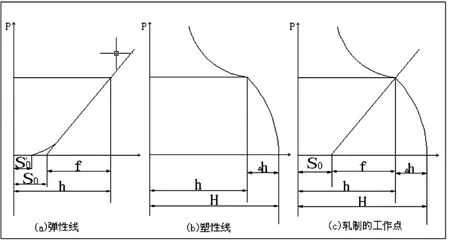
圖2 軋機的工作特性曲線

公式中:M 為軋機剛度,Q 為軋件塑性系數。
則輥縫總改變量△S*由下公式計算:
3 厚度控制的優化
3.1 軟件上的控制優化
監控AGC 的控制方式是利用精軋末機架出口安裝的測厚儀實時監測出口厚度,并將實時監測的厚度值反饋到監控AGC 運算控制器中,控制器的輸出實時計算值用作在監控AGC 控制的機架輥縫的大小設定上[3]。我廠使用的厚度控制即為監控AGC 控制。該厚度控制方式存在的一個弊端是測厚儀的安裝位置距離實際控制的機架輥縫較遠,即測厚儀檢測出來的厚度變化量與產生厚度變化的輥縫控制量不是同時發生,存在明顯的滯后現象,所以實際出機架軋出的板材厚度波動不能得到及時的反映,導致監控AGC 的控制也存在一個時間滯后,針對監控AGC 時間滯后的現象我們做了兩方面的改善。
(1)在軋制同一規格的板材時,開始的幾根坯料使用人工干預的方法,軋制下一根坯料時將上一根人工干預量記憶到程序中,自動分配到各個參與監控AGC 控制的機架中。
(2)為防止在第一步的人工干預量超出軋制調節范圍,我們在程序中做了人工調節的限幅控制,即在每個掃描周期內人工干預值不得超出一定范圍(根據現場實際情況,經多次模擬實驗得出該控制范圍0.05 mm),且在一根坯料的整個軋制過程中不能超出一定的范圍(根據現場實際經多次模擬實驗得出該控制范圍-0.1 mm~0.1 mm)。程序段如圖3監控AGC 控制程序段。
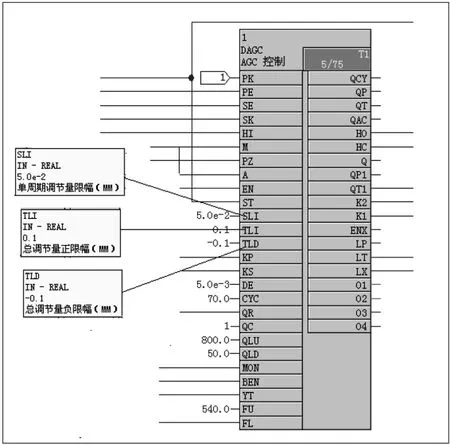
圖3 監控AGC 控制程序段
3.2 硬件上的保護
測厚儀在生產過程中的作用不可估量,現場環境由于水汽、氧化鐵皮、溫度及粉塵的影響可導致測量精度下降甚至嚴重失真,最終導致軋廢率升高。測厚儀價格相比較別的儀表價格昂貴,其中裝載X-ray 放射源和探測源的C 型架是它的核心組成部分,在軋線出口堆鋼或飛鋼時有將C 型架彈起的可能,進而損壞測厚儀的核心部件。為保護測厚儀不被現場的工作環境和生產事故影響,我們發明的測厚儀的保護罩,并申請了發明專利,發明專利的名稱為“一種保護罩結構”。
如圖4 所示,保護罩外壁為夾層設計,冷卻水經過110 管口進入夾層后由120 管口流出以達到為保護罩降溫冷卻的目的;300 為保護罩的基礎部位,100 為保護罩與基礎連接的底座,防止飛鋼或堆鋼時C 型架被廢鋼掀起;200 為C 型架隨軌道進入或退出的通廊也是保護罩的主體部位;400 為保護罩的吊裝孔,待板材軌道檢修時將保護罩吊離現場。該保護罩投用以后,測厚儀的檢修維護量明顯減少,保護罩對現場的水汽有一定的隔離作用,使測厚儀的測量值更準確,對板材的質量控制更加精確。
4 結語
綜上所述,通過對測厚儀結構原理的介紹到厚度的自動控制理論以及我們對其進行的軟件與硬件的改善,最終保證并提高了監控AGC 的使用功能和控制精度,使軋制的帶鋼厚度均勻,提高了板材的質量及成材率。發明專利“一種保護罩結構”的投入使用,使測厚儀測量系統免受外力損壞,節省了該設備的維護維修更換的費用,降低了使用成本,在生產中有一定的實用價值。
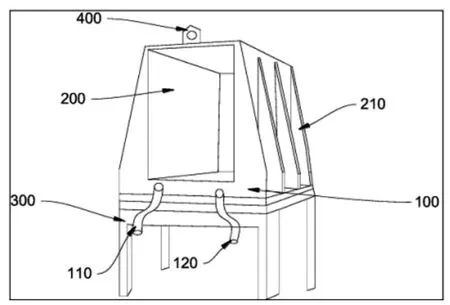
圖4 一種保護罩結構
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
