CRDM鍍鉻件的著色滲透檢測
2020-08-21 08:05:32孫莉薇
無損檢測 2020年8期
關鍵詞:檢測
馮 英,孫莉薇
(東方電氣集團東方汽輪機有限公司,德陽 618000)
核控制棒驅動機構(CRDM)是直接影響反應堆正常運行和反應堆安全可靠的關鍵設備之一。CRDM中的鉤爪部件中有很多零件,為了增強其接觸表面的耐磨性,需要進行鍍鉻處理。對鍍鉻層表面的著色滲透檢測是質量控制的關鍵點。
CRDM鍍鉻件大都呈空心圓柱型,檢測時機為零件加工或打磨到最終尺寸后。檢測中,對其外圓和內孔噴涂顯像劑時,易存在從一個方向不能一次噴涂到位,多次多方向噴涂容易造成顯像層過厚而掩蓋細微缺陷的問題。
對鍍鉻層進行著色滲透檢測時,也往往不熟悉其檢測方式和要點,對其缺陷顯示的形式、性質不甚了解。
為了確保滲透檢測的可靠性[1],筆者通過分析和試驗,制作了顯像劑噴涂輔助工具,了解了幾種主要缺陷顯示的形式,為缺陷顯示的評定積累了證據,也為后續批量鍍鉻件的著色滲透檢測提供參考。
1 著色滲透檢測工藝試驗
1.1 檢測工藝流程
某機組規范要求鍍鉻層的滲透檢測方法為著色滲透檢測,顯像方式是溶劑懸浮顯像劑,檢測溫度為10 ℃~40 ℃,滲透時間為20~30 min,顯像時間為10~30 min。
檢測工藝流程為預處理(工件表面準備和預清洗)→施加滲透劑→去除多余的滲透劑→干燥→施加顯像劑→觀察及記錄顯示跡痕→評定→后處理[2]。
1.2 工件表面準備和預清洗
施加滲透劑前,應確保工件鍍鉻表面及鄰近區域無污垢、油脂、鹽類和其他可能會污染表面、掩蓋缺陷、吸附滲透劑或與其反應的異物。
用清洗劑清洗被檢表面,使用干凈、干燥、吸收性好的無塵布或紙將被檢表面擦拭干凈。清洗后被檢工件必須徹底干燥,且應保證在施加滲透劑前不被污染。
1.3 施加滲透劑
CRDM鍍鉻件進行著色滲透檢測時,一般用刷子施加滲透劑。為得到更好的滲透效果,盡可能地延長滲透時間至30 min。在操作中,被檢表面應用大量滲透劑以保持充分潤濕,防止滲透劑干燥。
1.4 去除多余的滲透劑
典型的工件結構外觀如圖1所示,可見被檢工件有內孔、臺階和螺紋等結構,用溶劑清洗被檢表面多余的滲透劑較困難。

圖1 典型的工件結構外觀
筆者認為用水清洗更方便。為此對比了用水和溶劑去除滲透劑的檢測方法,以驗證其靈敏度效果。
按照規范要求,著色劑靈敏度應按EN ISO 3452-2 《無損檢測 滲透檢驗 第2部分:滲透材料試驗》 標準要求,至少達到2級靈敏度,并采用EN ISO 3452-3 《無損檢測 滲透試驗 第3部分:對比試塊》 標準中描述的對比試塊1進行驗證。
選取DPT-核型著色滲透劑,在同等條件下,進行了靈敏度測試。試驗結果如表1所示。
從表1可以看出,兩種清洗方式在30 μm和50 μm試塊上均能清晰地檢出缺陷,在對同一缺陷進行檢測后,顯示結果也相同,即兩種方法均能滿足檢測要求。所以推薦使用去離子水清洗去除多余的滲透劑,同時應注意按規范要求水壓不大于0.2 MPa,并避免清洗的水與表面持續接觸的時間過長。
因鍍鉻件上多有孔或螺紋等結構,還應注意在清洗時,非被檢表面的小孔和螺紋中殘留的滲透劑也應清洗干凈,以免顯像過程中滲透劑回流到工件表面,污染被檢面形成偽缺陷。
1.5 干燥
在去除多余的滲透劑后,應立即干燥待檢表面。采用水洗法時,可使用壓力不超過0.2 MPa,溫度不大于30 ℃的熱空氣進行干燥。采用溶劑去除型著色滲透檢測方法時,可采用自然干燥方式。
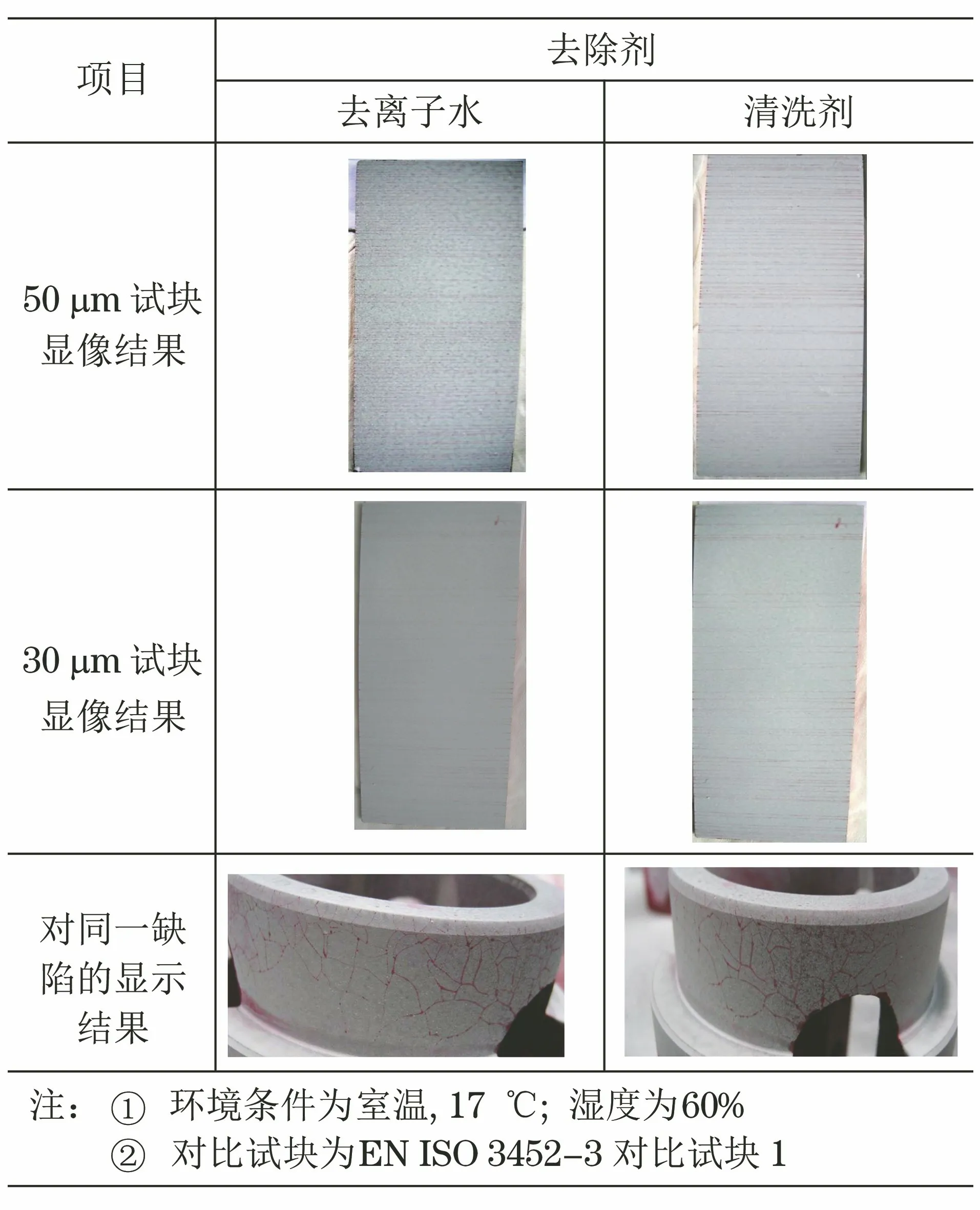
表1 靈敏度試驗結果
1.6 施加顯像劑
顯像時采用溶劑懸浮顯像法,使用壓力噴罐噴涂顯像劑。在去除多余滲透劑后的10 min之內,對被檢表面噴灑一層薄且均勻的顯像劑,直到被檢表面完全被覆蓋。
CRDM鍍鉻件大多為圓柱形的小零件,加工后有螺紋、臺階圓和小軸孔等結構,這些零件在噴涂顯像劑時,很難一次均勻有效地噴涂到圓周各個有效部位,顯像效果不佳,往往要進行二次噴涂或重新進行著色滲透操作,大大地降低了檢測效率和可靠性。
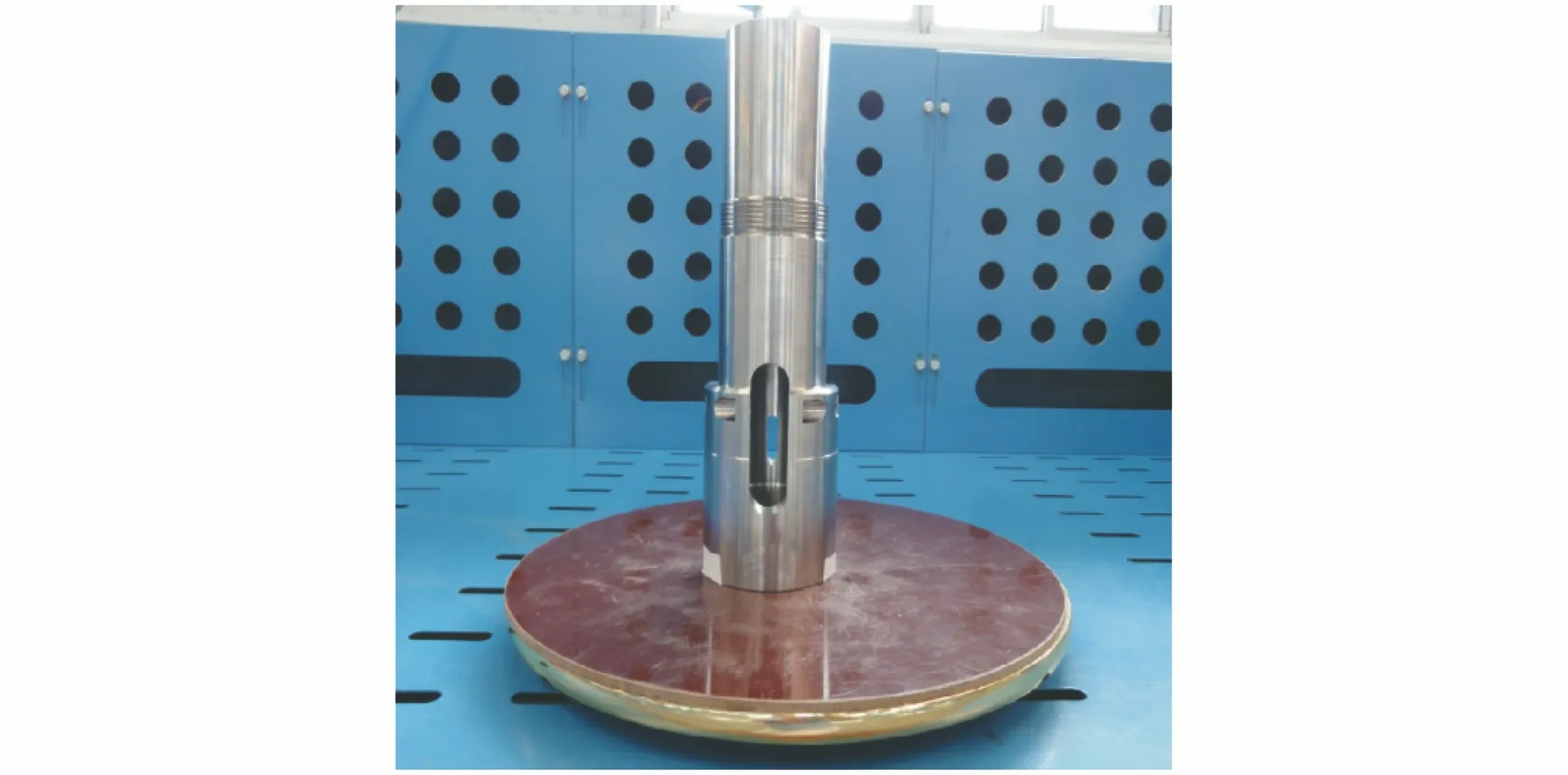
圖2 施加顯像劑時使用的旋轉工裝
為此,筆者設計并制作了一個可旋轉的工作臺面(見圖2),噴涂顯像劑時,將被檢零件放置在臺面上,檢測人員可自由方便地轉動轉盤以轉動轉盤上的零件,邊噴涂邊旋轉工裝,操作簡單直接,顯像劑能一次均勻地噴灑到零件的外圓表面,一次噴涂就能得到良好的顯像效果。
噴涂前應搖動噴罐中的彈子,使顯像劑重新懸浮,固體粉末重新呈細微顆粒均勻分散狀。應在通風好的地方進行噴涂,噴涂時要先進行調節,調節到邊噴邊形成顯像劑薄膜的程度,噴嘴到被檢表面距離為300~400 mm,噴涂方向與被檢表面夾角為30°~40°。
1.7 觀察及記錄顯示跡痕
應在顯像劑干燥后10~30 min內觀察工件的滲透顯示,必須從顯像劑開始變干時就觀測缺陷顯示的形成。觀察時,應確保被檢表面有良好的可見度,光照度至少1 000 lx。
在顯像觀察過程中發現,由于鍍鉻產生的缺陷形狀細小,顯像時間往往較長。有些缺陷不會在顯像劑一變干后,就能被顯像劑吸附顯示出來,而是要經過一個過程,20 min甚至30 min后才會在被檢表面顯現出來。所以,在實際操作中,顯像時間應在規定時間內越長越好。
圖3為兩張鍍鉻層細小缺陷顯示的照片,這些缺陷都是在顯像約25 min后才清晰顯示出來的。
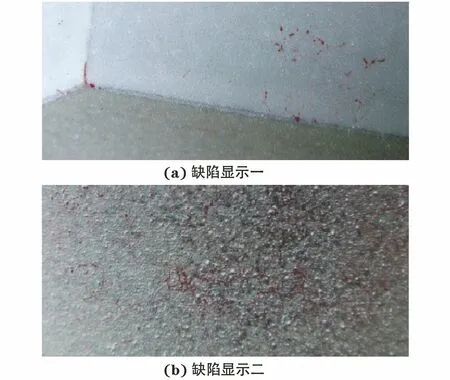
圖3 鍍鉻層著色滲透檢測發現的細小缺陷照片
1.8 評定
經過前期的工藝試驗,發現鍍鉻層缺陷基本有點狀或斑點狀顯示,也有線狀顯示,有時缺陷還在整個鍍鉻表面呈現一片粉紅色背景顯示。通過對照金相分析結果,結合規范要求,對鍍鉻件的缺陷形式和產生原因有了一定的了解,為以后的缺陷評定提供了參考。
1.8.1 點狀顯示
圖4為鍍鉻件鍍鉻層點狀缺陷顯示照片,在顯微鏡下放大100倍可以看到其表面有明顯的微裂紋存在。
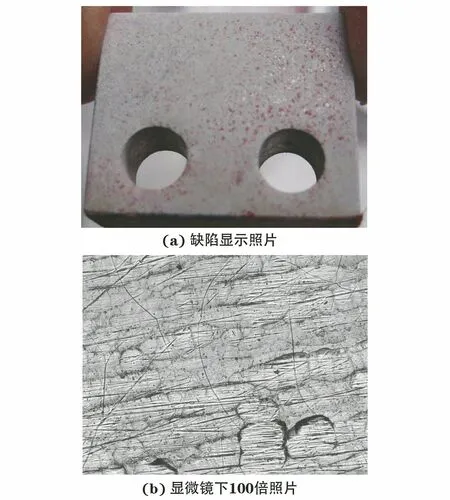
圖4 鍍鉻層點狀缺陷顯示
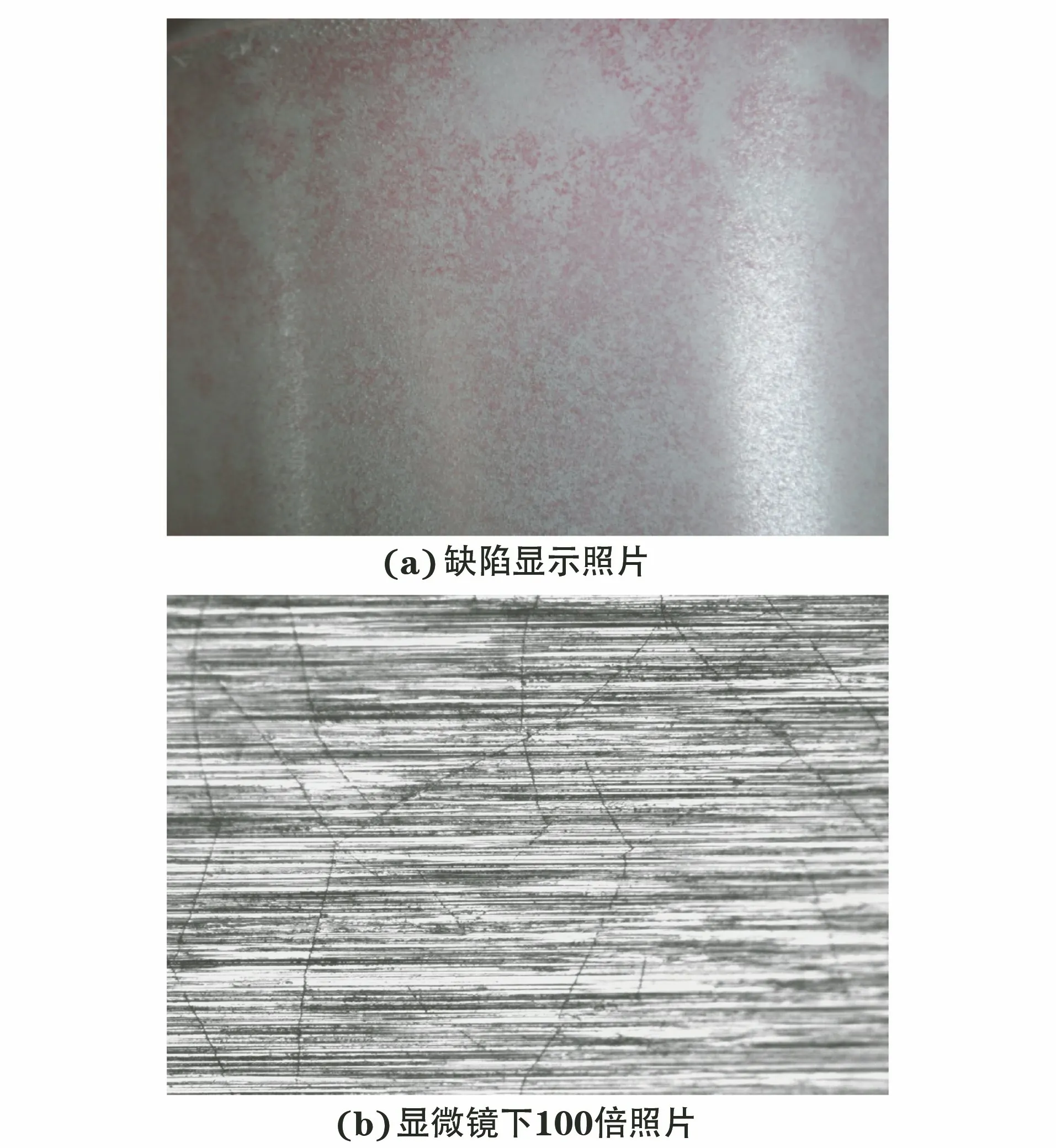
圖5 鍍鉻層斑點狀缺陷顯示
1.8.2 斑點顯示
圖5為鍍鉻件鍍鉻層斑點狀缺陷顯示的照片,在顯微鏡下放大100倍可以看到其表面存在明顯的微裂紋。
1.8.3 粉紅色背景顯示
圖6(a)為鍍鉻層滲透檢測后,表面呈現一片粉紅色背景的缺陷顯示;圖6(b)為鍍鉻層金相切片的分析照片,從中可以看出鍍層存在貫穿性裂紋。
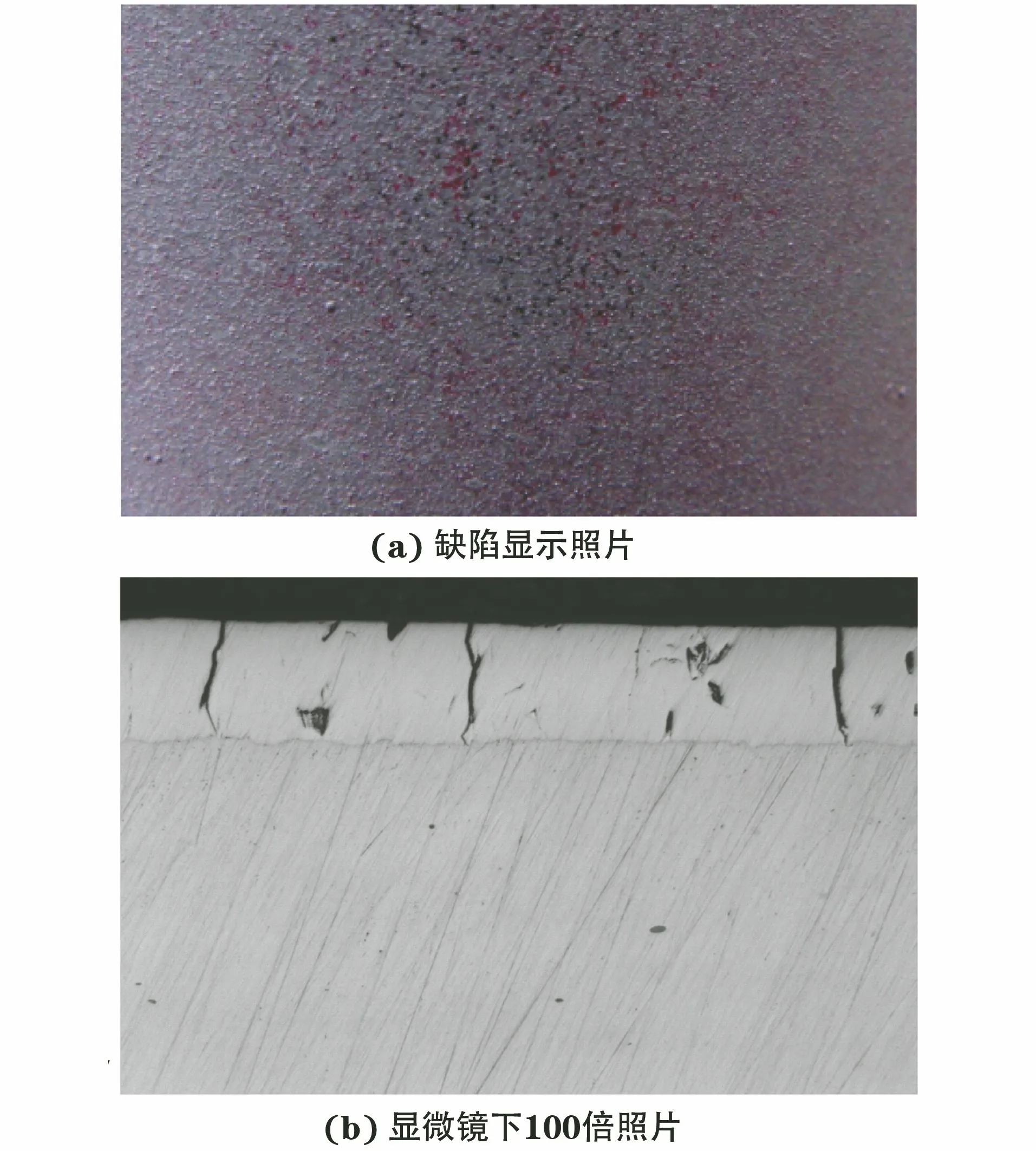
圖6 鍍鉻層粉紅色背景缺陷顯示
由此可以得出以下結論。
(1) 這些點狀顯示和一片粉紅色背景的缺陷顯示都是細小缺陷或微裂紋引起的,并不是清洗不充分造成的,為不合格的顯示。
(2) 如果檢測表面有一些小的缺陷,會在白色背景上以紅色斑點的形式顯示。
(3) 分散的紅點顯示由孔隙引起,而連續的紅線顯示由裂縫引起。一連串的線狀斑點可能是非常狹窄的裂縫引起的。
2 結語
(1) 鍍鉻層的滲透檢測,在保證靈敏度的基礎上,可以選用去離子水作為去除劑,去除多余的滲透劑。
(2) 噴涂顯像劑時使用專門的旋轉工裝,更加方便簡捷,不但提高了顯像效果還提高了檢測效率。
(3) 密集的針孔狀點狀顯示、斑狀顯示和一片粉紅色背景的缺陷顯示都是細小缺陷或微裂紋引起的,并不是清洗不充分造成的,均為不合格的顯示,在實際檢測中應注意區別。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48