注射模冷卻系統在線分析技術研究
2020-08-24 09:40:10王明中黃志高侯斌魁周華民
模具工業 2020年8期
王明中,黃志高,2,侯斌魁,2,張 云,周華民
(1.華中科技大學 材料成形與模具技術國家重點實驗室,湖北 武漢 430074;2.國家數字化設計與制造創新中心,湖北 武漢 430075)
0 引言
注射模冷卻系統是決定制品成型質量和生產效率的重要因素,其不僅影響成型制品的表面質量、尺寸精度和力學性能,還能通過冷卻進程影響制品的成型周期[1,2]。冷卻系統分析可以評估冷卻效果,預測成型中制品可能出現的缺陷,為優化冷卻系統提供參考,對于模具設計具有重要意義。目前CAE是冷卻分析的主流方法,通過結合數值計算、傳熱學和計算機等技術精確預測冷卻結果[3-7]。但是CAE對網格質量要求高,參數設計難度大,計算時間長,需要CAD和CAE之間的交互,限制了冷卻系統優化過程中的分析次數和優化質量[8,9]。鑒于此,在分析冷卻效果影響因素的基礎上,從冷卻系統和成型制品的角度考慮,分別提取參數,采用熱源模型和CAE分析量化為外部因子和內部因子,建立冷卻效率的BP神經網絡預測模型。該方法的優勢是調整冷卻系統后只需重新計算外部因子,內部因子保持不變,避免了CAD向CAE的重構,可以實現冷卻系統在線分析,具體應用流程如圖1所示。
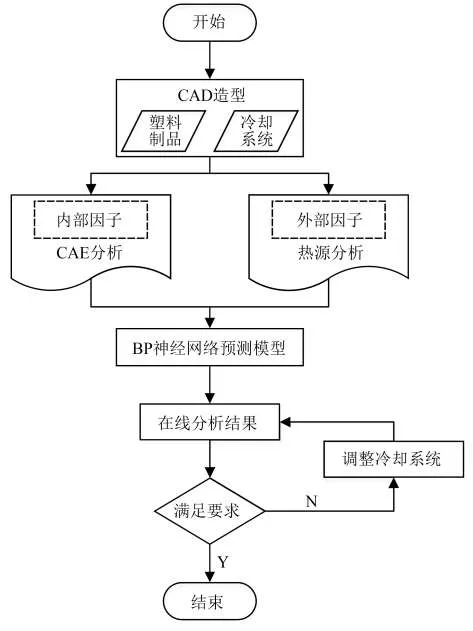
圖1 冷卻系統在線分析流程
1 影響冷卻效率的因素分析
根據模具投入生產后參數是否能動態調整,注射成型的參數分為靜態參數和動態參數,靜態參數主要包括模具和制品的尺寸及結構設計參數,動態參數主要包括設置的工藝參數和成型中的過程參數。在1副模具中,從冷卻系統和成型制品的角度考慮,影響冷卻效率主要有[10,11]以下因素。
(1)冷卻液溫度。冷卻液溫度越低,與模具的溫差越大,冷卻液的吸熱能力越強,冷卻效率越高,考慮制品冷卻的均勻性,冷卻回路入口和出口的冷卻液溫差越小越好。
(2)冷卻液流速。冷卻液的流動狀態對冷卻效率具有顯著影響,紊流比層流的熱傳遞效率高10~20倍。冷卻液流速越高,紊流的傾向越大,冷卻效率越高。
(3)冷卻管道直徑。冷卻管道直徑過小,冷卻液容易在管道內阻塞,尤其是管道彎曲處,不利于熱量的傳遞。管道直徑過大則溫度梯度過大,成型制品冷卻不均勻,為提高制品的冷卻均勻性,管道直徑不宜過大,要采用多而密的排布方式,管道接頭處的直徑設置與管道直徑相同。
(4)冷卻管道間距。隨著冷卻管道間距的增大,冷卻時間先減少后增大,冷卻均勻性先變好后變差。
(5)冷卻管道與制品距離。冷卻管道與制品距離越大,冷卻效率越低。冷卻均勻性隨冷卻管道與制品距離先降低后升高。
(6)制品的幾何特性。由于塑料材料的熱傳導系數小于模具材料,制品內部的傳熱主要沿厚度方向,冷卻時間與壁厚關系密切。沿制品厚度方向的熱阻力隨著壁厚的增加而增加,經驗公式中冷卻時間與制品厚度的平方成正比。固體塑料和熔融塑料的熱傳導系數不同,塑料熔體逐步冷卻也會影響成型制品內部的導熱進程,制品壁厚不均勻或局部形狀的變化會限制熱量的散失,甚至形成熱聚集區,制品形狀也影響冷卻時間。此外,制品體積越大,進入模具型腔內的熱量越多,冷卻固化的時間越長。
2 冷卻系統在線分析模型
冷卻系統在線分析的目的是快速預測成型制品各部位的冷卻效率。由上述分析可知,冷卻系統參數和制品參數對冷卻效果具有顯著影響,在同1副模具中,相對于制品各部位的變化量,即該部位的形狀、厚度和冷卻管道的位置參數,不變量是冷卻液參數和冷卻管道直徑,冷卻管道的位置參數主要與冷卻管道間距和冷卻管道與制品距離相關。從冷卻系統和成型制品的角度考慮,可以將影響制品冷卻的因素分為外部因素和內部因素,外部因素影響制品向模具的傳熱,內部因素反映了制品自身傳熱的趨勢,二者疊加決定制品的冷卻進程。外部因素和內部因素的綜合作用是導致制品各部位冷卻差異性的主要因素,可以作為預測冷卻效率的輸入變量。分別建立外部因子和內部因子的模型,通過BP神經網絡實現制品冷卻效率的預測。
2.1 外部因子模型
連續生產階段的模具溫度先快速升高后緩慢穩定,穩定的模具溫度可以分為兩部分:周期平均溫度場和一個成型周期內的波動溫度場。由于模具材料的熱擴散系數大于塑料材料,模具型腔壁的波動溫度的熱量能快速地通過模具零件傳遞,導致波動溫度比平均溫度小,且波動溫度場的波動幅度隨冷卻管道與型腔壁的距離增大而減小。
由以上分析可知,距離模具型腔壁較遠的冷卻系統對穩態的平均溫度場起主要作用,對成型周期內的波動溫度的作用可以忽略不計。連續的注射生產中,以成型周期為基本單位,周期平均溫度可以表征冷卻系統的冷卻效率。因此分析冷卻系統對穩態溫度場的影響即可驗證冷卻效率,能夠為冷卻系統的設計提供參考。
注射成型過程中,冷卻液連續不斷地在管道中流動,將熱量帶出模具。冷卻管道的長度一般比直徑大1~2個數量級,因此可以將冷卻管道看作持續吸熱的有限長線熱源。模具簡化為含有內熱源的模型,基于傅里葉定律和能量守恒定律得到模具各點溫度隨時間變化的近似解析解,得出各點達到穩態的溫升[12]。穩態溫升反映了冷卻系統對各點的影響程度,以此作為外部因子。
圖2所示為無限大介質中的持續有限長線熱源模型。各點初始溫度為t0,強度為ql(W/m)的有限長均勻線熱源從某一時刻開始放熱(或吸熱),介質邊界的溫度始終恒定。線熱源的溫度場是徑向坐標和軸向坐標的函數,關于軸向旋轉對稱,以介質邊界溫度(即介質初始時刻的溫度)為零點,則過余溫度(或溫升)θ=t-t0。根據虛擬熱源法的基本原理,在以邊界面為參考與熱源對稱的位置添加虛擬線熱匯,線熱匯的強度為-ql,長度與線熱源相同為H=H2-H1=H3-H4,則可保證介質表面各點吸熱和散熱平衡,溫度恒定。線熱源由點熱源在空間上積分所得,τ時刻線熱源與線熱匯上所有微元在點m(r,z)自初始時刻產生的溫升累加即為該點的溫升,采用格林函數法推導過余溫度的表達式得到:
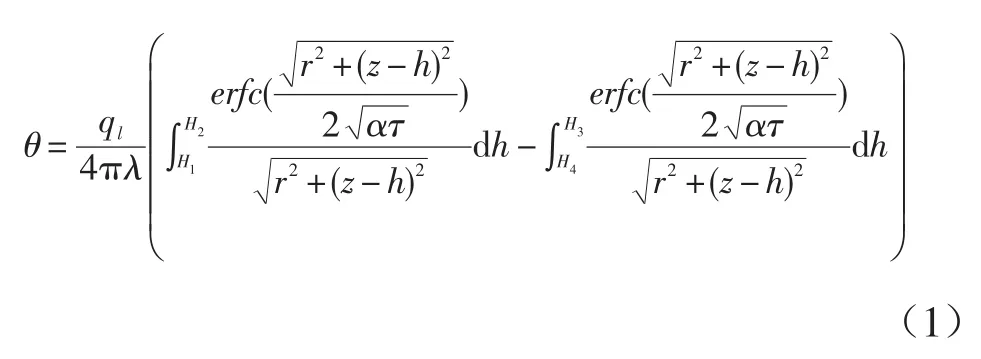
其中,λ和α分別為介質的熱傳導系數和熱擴散系數。由式(1)可知,過余溫度首先隨著時間快速增大,然后緩慢平穩,當τ→∞時,到達穩態溫度場,式(1)可簡化為:
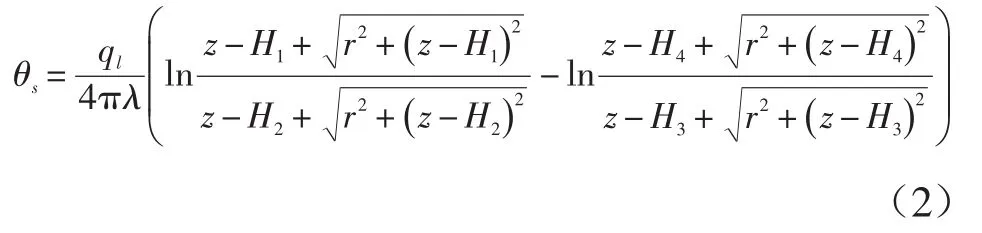
由式(2)可知穩態溫度場中的溫度只是坐標的函數,與其他因素無關。
注射模一般具有多個邊界面,邊界面溫度均保持不變,單個線熱源需設置多個虛擬線熱匯,制品單元的外部因子即由所有冷卻管道熱源和熱匯疊加而得,計算公式為:
其中,θex表示外部因子,n表示冷卻管道的數量,i=1???m表示模具的m個邊界面,分別表示單元相對于線熱源軸線方向的坐標和相對于線熱源關于邊界面i的虛擬線熱匯軸線方向的坐標,和表示線熱源的2個端點在軸線方向的坐標,和表示線熱源關于邊界面i的虛擬線熱匯的2個端點在軸線方向的坐標,分別表示單元到線熱源的距離和單元到線熱源關于邊界面i的虛擬線熱匯的距離。
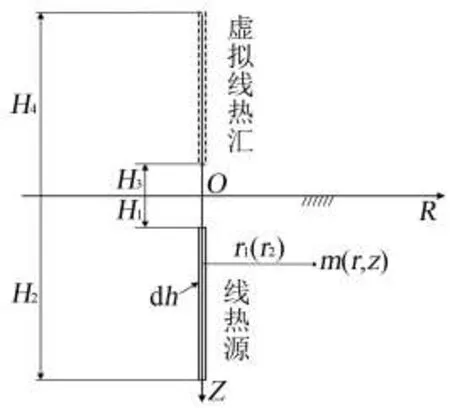
圖2 有限長線熱源模型
2.2 內部因子模型
制品每一個單元冷卻效率的差異主要取決其形狀和厚度參數,但是網格單元的形狀參數難以量化。冷卻時間作為冷卻效率的重要指標,與單元所在位置的厚度參數和形狀參數相關,能反映各單元點的冷卻速度,是冷卻系統設計的重要參考。在模具尚未設計冷卻系統時,采用CAE軟件對冷卻過程進行模擬,得到制品各單元的冷卻時間,由于不包含冷卻系統的作用,冷卻是制品通過模具自然散熱的過程,足以表征因形狀和尺寸不同而導致的冷卻效率的差異,可以作為內部因素的量化指標,現選擇單元的冷卻時間作為該單元的內部因子。
制品的網格單元之間存在拓撲關系,包含同一節點的單元互為鄰接單元。鄰接單元如圖3所示,包含序號“①”的單元為目標單元,自該單元由近及遠2種底紋的單元分別表示第一圈鄰接單元和第二圈鄰接單元。制品冷卻不能達到絕對的均勻,單元之間相互影響,因溫差的存在而發生熱量傳遞。為了準確地表征內部因子,應考慮鄰接單元因素。內部因子可以用以下矩陣表示:

其中,θin為內部因子,t為當前計算單元的冷卻時間,為第i圈第j個鄰接單元的冷卻時間,冷卻時間是在未設計冷卻系統時CAE分析所得的結果。鄰接單元的數量選擇應當合適,數量過少會使信息缺乏,預測結果失準;數量過多則信息冗余,增加計算量和計算時間。
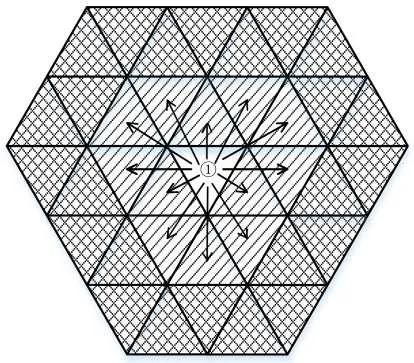
圖3 鄰接單元
2.3 在線冷卻效果評估模型
綜合冷卻效率可由內部因子和外部因子得到,但是三者之間沒有明確的函數關系,傳統的擬合方法不適用此問題。BP神經網絡具有強非線性,通過類似于“黑盒”的方法建立輸入參數和輸出參數間的關系映射,不需要假設f(x1,x2,...,xk)的數學結構,并且理論上可以任意精度地預測模型,對于解決這種未知定量關系的問題具有優勢,圖4所示是含一個隱含層的三層網絡模型。
BP神經網絡是在感知器中加入廣義δ-算法進行學習后發展的,核心是誤差反向傳播算法(error back propagation,EBP),基于輸出誤差修改當前層的參數。BP神經網絡的訓練過程為:①確定網絡層數;②選擇訓練樣本,數據預處理;③初始化權值和參數;④設定學習率;⑤確定隱含層節點數量和終止條件;⑥訓練模型。現以外部因子θex和內部因子θin為輸入,建立以冷卻效率θ為輸出的網絡模型,網絡的層數和節點數根據內部因子和外部因子的元素個數進行調整。
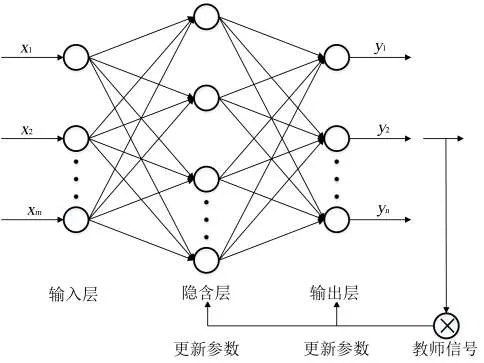
圖4 BP神經網絡的拓撲結構
3 實例分析
冷卻系統在線分析包括模型訓練和應用2個階段。在模型訓練階段,首先在不設計冷卻系統的條件下利用CAE軟件對制品進行冷卻分析,統計制品各單元的冷卻時間,即為內部因子。然后設計初始冷卻系統,計算得到外部因子,對初始冷卻系統進行CAE分析得到初始冷卻系統下制品各單元冷卻時間為綜合冷卻效率。內部因子和外部因子作為BP神經網絡模型訓練集的輸入,綜合冷卻效率作為BP神經網絡模型訓練集的期望輸出。在模型應用階段,調整冷卻系統的布局,重新計算外部因子,通過模型預測綜合冷卻效率,實現冷卻系統在線分析。
為驗證BP神經網絡模型對制品各部位冷卻效率的預測效果,采用盒形制品進行試驗。圖5所示為制品模型和初始冷卻系統布局,采用CAE分析結果結合計算所得外部因子建立在線分析模型。制品劃分為14 708個網格單元,內部因子由三圈鄰接單元的信息構成,BP神經網絡包含2層隱含層,分別有100和20個節點。
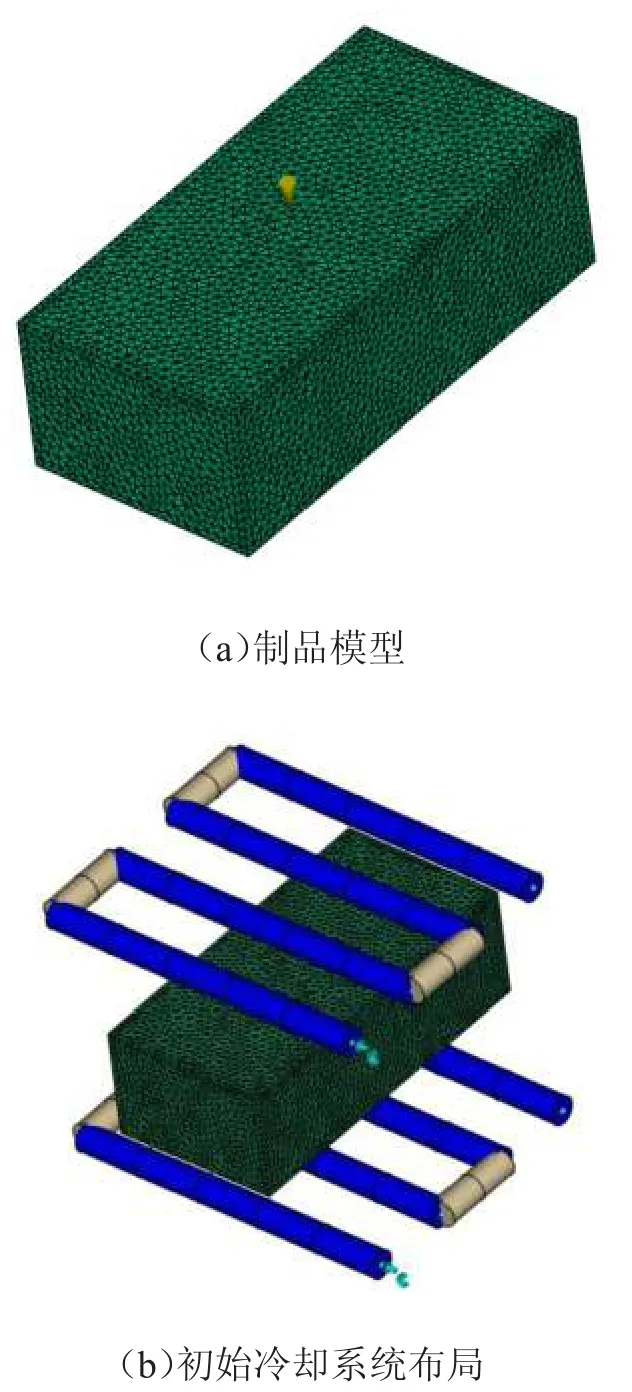
圖5 制品模型和初始冷卻系統布局
圖6所示是優化布局方案及其CAE分析和在線分析結果。由圖6可以看出,在線分析結果與CAE分析結果趨勢一致,滿足適用性,且分析時間由原來的53 s減少至21 s,效率提高。
4 結束語
提出了一種基于BP神經網絡的冷卻系統在線分析方法,綜合考慮冷卻系統和制品因素,利用熱源模型和CAE分析結果作為輸入參數,實現了冷卻效率的快速預測,在冷卻系統優化階段的分析中具有明顯優勢。通過實例分析,驗證了方法的有效性,為冷卻系統的優化設計提供了參考。
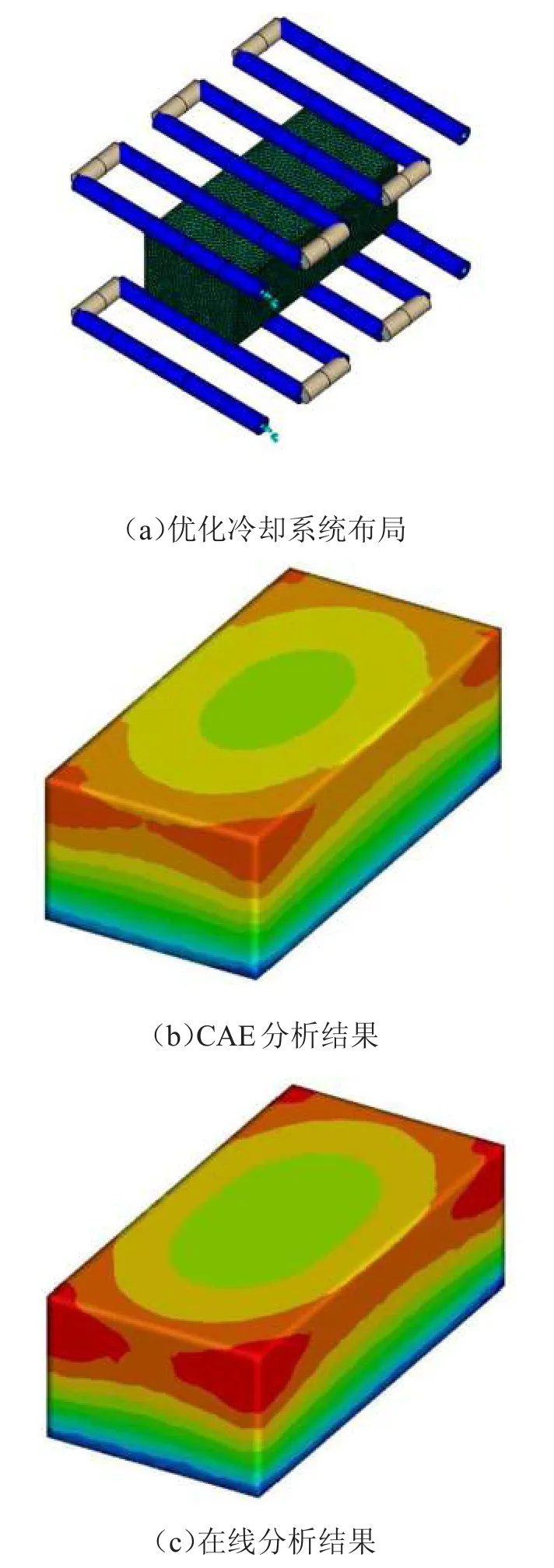
圖6 優化冷卻系統的分析結果
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
甘肅教育(2020年14期)2020-09-11 07:57:42
數學物理學報(2020年2期)2020-06-02 11:29:24
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32