C12A閘板等離子堆焊工藝探析
2020-08-25 07:20:38徐曉慶
湖北農機化 2020年10期
徐曉慶
(機械工業蘇州高級技工學校,江蘇 蘇州 215101)
1 焊接方法選擇
目前工廠常用的焊接工藝方法中能夠實現自動化的焊接方法有鎢極氣體保護焊(GTAW)、埋弧焊(SAW)和等離子弧焊(PAW)以及電渣焊等。由于各種堆焊工藝方法的特點不同,亦產生不同的稀釋率,且不同的堆焊材料堆焊在不同的基體母材上,由稀釋率所產生的作用也不盡相同。欲獲得低稀釋率或無稀釋率的表面工作層,首先需要選擇低稀釋率的焊接方法,再根據堆焊材料和堆焊方法,調整焊接工藝,合理地選擇堆焊層數和厚度。
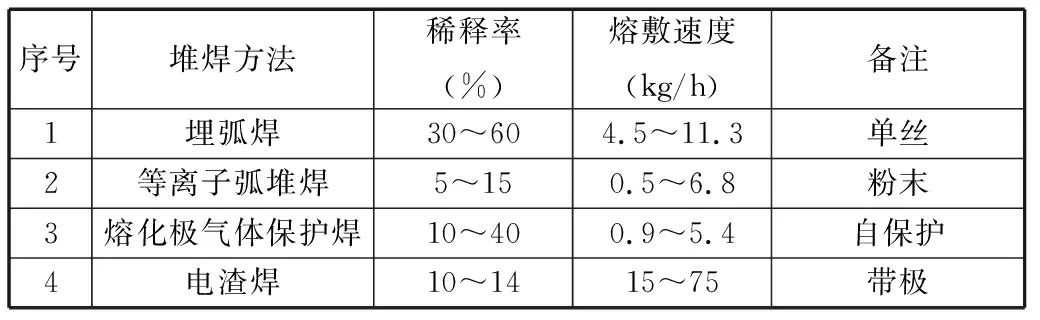
表1 幾種常見焊接方法在堆焊應用中的性能比較
綜合上表不難看出,等離子焊屬于優選的堆焊焊接方法。
2 等離子堆焊簡介
離子弧粉末堆焊是一種先進的堆焊工藝(亦稱等離子噴焊,國外稱為PTA工藝),是采用氬氣等離子弧作高溫熱源,粉末狀合金作填充材料由送粉器按設定量連續供給,借助送粉氣流送入焊槍,并吹入電弧中。其特點是:(1)等離子弧具有電弧溫度高、傳熱率大、穩定性好,熔深可控性強,通過調節相關的堆焊參數,可對堆焊層的厚度、寬度、硬度在一定范圍內自由調整。(2)等離子粉末堆焊后基體材料和堆焊材料之間形成融合界面,結合強度高;堆焊層組織致密,耐蝕及耐磨性好。(3)基體材料與堆焊材料的稀釋減少,材料特性變化小。(4)利用粉末作為堆焊材料可提高合金設計的選擇性,特別是能夠順利堆焊難熔材料,提高工件的耐磨、耐高溫、耐腐蝕性。(5)易于實現機械化和自動化操作,減輕勞動強度。(6)質量不受人為控制,質量穩定性好。
3 母材
低合金耐熱鋼(15CrMo、20CrMo、12CrMoV、WC6、WC9等)應用比較廣泛,其焊接性良好,只要采取合適的預熱溫度和焊后消除應力熱處理,可以得到滿足要求的優質焊縫。而P91/F91/C12A材料合金元素較高,焊接性明顯下降,就母材本體而言給焊接帶了一定的難度。

表2 C12A母材的化學成分以(%)
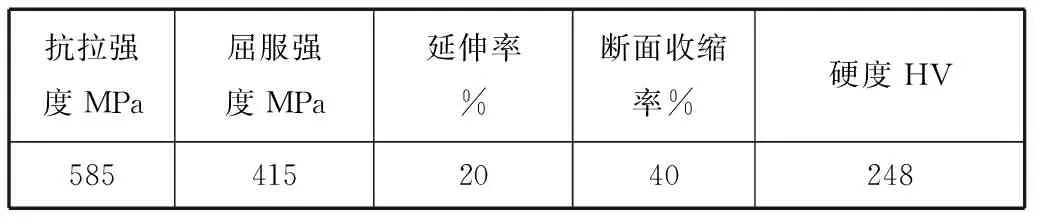
表3 C12A材質的力學性能
通過上表不難發現,其C12A中的合金元素的含量比較高,材質的延伸率比較小、硬度比較高,材料的淬硬傾向比較大,從而焊接的裂紋傾向比較大,相對而言其焊接性能比較差。
4 堆焊焊材
司特立合金的組織與含碳量密切相關,當含碳量較低時,其組織是由樹枝狀結晶的鉻、鎢初晶和奧氏體與鉻、鎢復合碳化物的共晶體組成。隨著含碳量的增加,奧氏體數量減少,共晶體增多,這種組織屬于亞共晶型。當含碳量較高時,則顯現為過共晶組織,由粗大的一次鉻、鎢復合碳化物加固溶體與碳化物的共晶體組成。通常司特立合金可以通過調整碳和鎢的含量來改變其硬度和韌性,以適應不同的用途。

表4 司太立21#合金的化學成分以及相應的力學性能
鈷基合金整體來說屬于一種焊接性能極差的填充材料,以及沒有延展性,焊接裂紋傾向比較大。焊接性能無法通過預熱以及對應的焊后熱處理來予以提高和改善,焊接質量受焊接線能量的影響比較大。
5 工藝探析
5.1 工件本體要求
工件表面粗糙度Ra值應在12.5μm以下,并應嚴格清除表面的水、銹及油、氧化皮等污物,基體不得有裂紋、氣孔或包砂等缺陷。
閘板工件上坡口要求有足夠的斜度,同時不允許存在尖銳的倒角,坡口斜面與基面的交接要求采用R3的圓角過渡。結合焊接方法的特點此圓角不宜過大。
閘板本體鑄件質量至關重要,如果本體存在夾渣、砂孔、裂紋等現象,由于鈷基合金材料的韌性差,堆焊過程,熔池收縮過程中會產生開裂。
5.2 焊前預熱
對于焊接性能差、合金含量高的C12A基體而言,保證優良的焊接性能焊前200℃預熱是不可或缺的一部分。無論采用整體預熱還是火焰局部預熱,其預熱要求保證其閘板工件的溫度均勻性以減少其由于溫差造成的應力。
5.3 焊接工藝要求
(1)焊接電流。焊接電流過小不僅引弧困難,而且電弧也不穩定,會造成未焊透和夾渣等缺陷。由于焊接電流過小使熱量不夠,還會造成焊條的熔滴堆積在表面,使焊縫成形不美觀。
焊接電流過大使得熔深較大,而且還會使合金元素燒損過多,并使焊縫過熱,造成接頭熱影響區晶粒粗大,影響焊縫機械性能。
(2)焊接速度。焊接速度過大過小對焊接質量均會造成影響,對于堆焊而言,過大造成了未熔合,過小則造成焊層太厚,鐵水溢出熔池。
(3)送粉量。焊接速度同時考慮焊層厚度而定,一定電流下,送粉量過大會造成粉末熔化不完全不徹底而造成熔合不良和夾渣甚至裂紋。送粉量過小,會造成粉末燒損厲害,熔敷厚度不夠,化學性能無法滿足,且其稀釋率會增大。
(4)送粉氣。送粉氣的大小和送粉量有關聯,送粉量大,送粉氣必須大,但是過大也會造成其粉末的沖擊力度過大,造成了對熔池沖擊大從而提高熔深,增加了焊縫的稀釋率,但同時也降低粉末的熔化率從而造成一定夾雜,影響了堆焊層的質量。送粉量過小,其熔融粉末的挺度不夠,對熔池的攪動減少,從而未熔合的可能性加大。
(5)離子氣。離子氣對電弧有一定的壓縮作用,從而離子氣對電弧的能量密度有大的影響。過小對電弧的壓縮力度不夠,影響電弧的熱效應,從而造成熔深減小,電弧分散。過大,造成氣體的紊亂和熔池的紊亂。
(6)粉末的粒度。粒度直接影響焊縫的成型和外觀。
5.4 焊接過程
為保證母材的焊接性能,焊接過程要保證其層間溫度不低于其預熱溫度,對于堆焊層的以后各層,其層間溫度除了滿足不得低于預熱溫度以外,對于其鈷基合金的特性,層間溫度過高焊縫熱裂紋傾向加大。
5.5 焊后熱處理
保證其母材基體的性能,保證質量,同時由于2種材質的物理性能存在很大差異,為消除其由于熱、組織等產生的應力,應進行相應的去應力退火,保證產品的質量。
由于C12A的淬硬傾向很大,焊接完畢后必須立即進行焊后去應力退火,從而保證焊接質量。
6 結論
經過多次的產品試焊,嚴格控制以上幾點,對于C12A材質產品的堆焊不再是焊接生產的難點。對于閥門C12A材質鈷基加硬層的堆焊主要工藝參數如下表5。

表5 C12A材質鈷基加硬層的堆焊主要工藝參數
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24