響應面優化黑水虻幼蟲粗油脂提取工藝
2020-08-25 08:22:50劉復榮何敬愉羅濤蒙海林吳偉浩崔金明
食品工業 2020年8期
劉復榮,何敬愉,羅濤,蒙海林,吳偉浩,崔金明*
1.廣州中國科學院先進技術研究所(廣州 511458);2.深圳市騰浪再生資源發展有限公司(深圳 518054)
黑水虻(Hermetia illucens Larva)是一種雙翅目水虻科昆蟲。原分布地在美洲,目前在熱帶、亞熱帶與溫帶地區都有廣泛分布,在我國主要分布在南方地區[1]。黑水虻是一種腐食性昆蟲,其幼蟲食物來源范圍廣大,如畜禽糞便、餐廚垃圾、食品工業產生的廢棄物[2-3],不僅可有效防止家蠅的繁殖,且對人類健康和環境無害。根據此特征,以黑水虻為主要功能要素的生態處理系統逐漸構建起來,能夠安全、高效地將危害人類生存環境的廢棄物轉化為可利用的資源,如蛋白、碳水化合物和油脂[4-7]。因此它是物質資源循環利用的促進者,在自然界食物鏈中扮演著重要角色[8-9]。
目前對黑水虻的培育條件優化的研究較多,以期對種蟲的優良繁育[10]。另外,黑水虻在畜禽類養殖、餐廚垃圾和糞便處理、作為飼料添加劑等方面的應用等也是當下的研究熱點[11-12]。在產品開發上,主要以蛋白質、氨基酸類和碳水化合物類為主[4-5]。據報道,黑水虻幼蟲粗蛋白和粗油脂含量分別達35.53%和28.89%以上[13-16],且富含多種氨基酸[17],具有巨大的發展潛力。盡管人們認為其油脂有作為生物燃料、日化行業用原料的潛在可能性,但其油脂相關產品的開發卻相對缺乏。為了充分、合理開發黑水虻資源,研究針對餐廚喂食的黑水虻粗油脂的提取工藝進行優化,以提高油脂提取效率,為黑水虻油脂的資源化利用提供技術參考。
1 材料與方法
1.1 材料
1.1.1 原料與試劑
黑水虻幼蟲,由深圳市騰浪再生資源發展有限公司提供;石油醚(分析純,60~90 ℃,天津市大茂化學試劑廠);正己烷(色譜純,上海阿拉丁公司);超純水(電阻率≥18 MΩ·cm,Milli-Q,美國Millipore公司);無水硫酸鈉(分析純,廣州化學試劑廠)。
1.1.2 儀器與設備
益多FSJ-600萬能粉碎機(歐凱萊芙寶業公司);HWS-26恒溫水浴鍋(上海一恒科學儀器有限公司);萊伯泰科(LABTECH)EV331型旋轉蒸發器(廣州無線電集團有限公司);TE212-L精密電子天平(海精天電子儀器有限公司);氣相色譜質譜聯用儀(7890A/5975C氣質聯用儀,美國Agilent公司)。
1.2 試驗方法
1.2.1 黑水虻幼蟲預處理和粗油脂的提取
黑水虻幼蟲用清水洗凈,置于烘箱中60 ℃干燥至恒質量后進行粉碎,幼蟲粉末過40目篩;取5.0 g蟲粉于索氏提取器中,加入石油醚(沸程60~90 ℃)進行提取;提取液在40 ℃下負壓揮干石油醚,得到粗油脂。精確稱量粗油脂質量,計算提取率(Y)。

式中:m1為粗油脂質量,g;m0為黑水虻幼蟲粉末的總質量,g。
1.2.2 索氏提取粗油脂的工藝單因素試驗
以石油醚作為提取溶劑,采用索氏提取法提取黑水虻幼蟲中粗油脂,分別考察提取溫度、提取時間及液料比對粗油脂提取率的影響。
1.2.3 響應面優化提取工藝
根據單因素試驗測定的水平范圍,采用Box-Behnken的中心組合試驗設計原理,設計三因素三水平的響應試驗。
1.2.4 數據處理
采用Design Expert 8.0.6軟件進行數據統計分析。
2 結果與討論
2.1 單因素試驗考察結果
2.1.1 提取溫度的影響
在提取時間為8 h、料液比為1∶24 g/mL條件下,考察不同提取溫度對粗油脂提取率的影響,結果如圖1所示。由圖可知,提取溫度于65~85 ℃,粗油脂的提取率隨溫度升高先上升后趨于穩定;在75~85 ℃之間,粗油脂提取率達27.50%~27.94%。可能原因是在保持提取時間和料液比不變的條件下,隨著溫度升高,油脂分子擴散至溶劑中的速度加快,相應地,粗油脂提取率會隨之升高;而當溫度升至75 ℃及以上時,擴散至溶劑中的油脂增量不大,因而提取率基本不變。
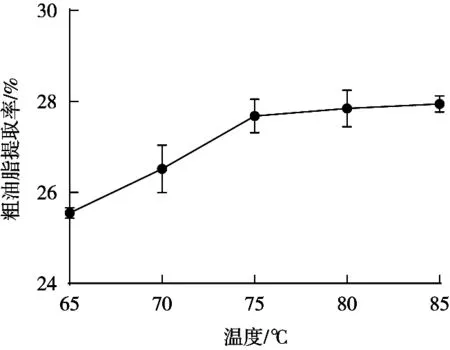
圖1 不同提取溫度對粗油脂提取率的影響
2.1.2 提取時間的影響
在提取溫度為80 ℃、料液比為1∶24 g/mL條件下,考察不同的提取時間對粗油脂提取率的影響,結果如圖2所示。由圖可知,粗油脂的提取率隨時間的延長呈現先升高后基本不變的趨勢。其中,6和8 h的粗油脂提取率分別為28.18%和28.14%,表明粗油脂在6 h后基本被提取完全,提取率達到最大。可能原因是在保持提取溫度和料液比不變的條件下,隨著提取時間的延長,物料中油脂黏度降低,流動性明顯增強,從而擴散至溶劑中油脂量急劇增多,且在6 h達到最大值,當提取時間超過6 h時,擴散出的油脂基本不變,因而提取率保持恒定。
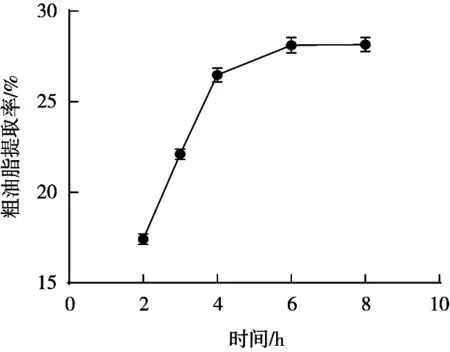
圖2 不同提取時間對粗油脂提取率的影響
2.1.3 料液比的影響
在提取時間為8 h、提取溫度為80 ℃條件下,考察不同料液比對粗油脂提取率的影響,結果如圖3所示。由圖可知,料液比在1∶16~1∶28 g/mL時,粗油脂提取率呈先上升后緩慢下降的趨勢,于1∶24 g/mL時達到最高,為28.25%。可能原因是料液比在1∶16~1∶24 g/mL時,溶劑量越多,物料內油脂與溶劑間的濃度差越大,越利于物料內油脂擴散至溶劑中,因而提取效率越高;而當料液比在1∶24~1∶28 g/mL時,隨著溶劑體積增大,物料中擴散至溶劑的油脂量增多不明顯,而由于溶劑體積較大,在揮去石油醚過程中,相對損失的油脂也增多,因而當料液比在1∶24~1∶28 g/mL時,粗油脂提取率有所降低。
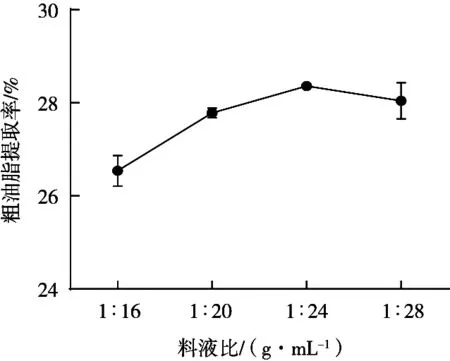
圖3 料液比對粗油脂提取率的影響
2.2 響應面優化提取工藝
根據單因素試驗考察結果,確定響應面試驗因素水平,如表1所示;響應面試驗設計及結果如表2所示。
以表2中15組試驗結果為基礎,得到黑水虻粗油脂提取率(Y)與提取溫度(A)、提取時間(B)及料液比(C)的擬合方程:Y=28.03+1.37A+0.29B-0.024C-0.12AB+0.27AC-0.075BC-1.15A2-0.19B2-0.32C2。對試驗結果進行擬合,回歸模型方差分析結果如表3所示。
由表3結果可知,模型的p=0.001 1,為極顯著;失擬項的p=0.390 5>0.05,說明無失擬因素;響應值的變化與提取時間(p<0.05)及提取溫度(p<0.001)有顯著的相關性。在一次項及二次項中有顯著性,表明各試驗因素對油脂得率的影響不是呈簡單的線性關系;各個因子與響應值之間的線性關系良好(R2=0.979 2),說明所得方程對試驗的擬合度好,能夠準確地描述各因素與油脂得率之間的關系。根據F可知,影響粗油脂提取率的因素主次順序依次為提取溫度>提取時間>料液比。
根據該模型,可分析出最佳提取工藝條件:提取溫度為80.82 ℃、提取時間為7.08 h、料液比為1∶20.57 g/mL。此時黑水虻粗油脂提取率可達到最大化,預測為28.50%。
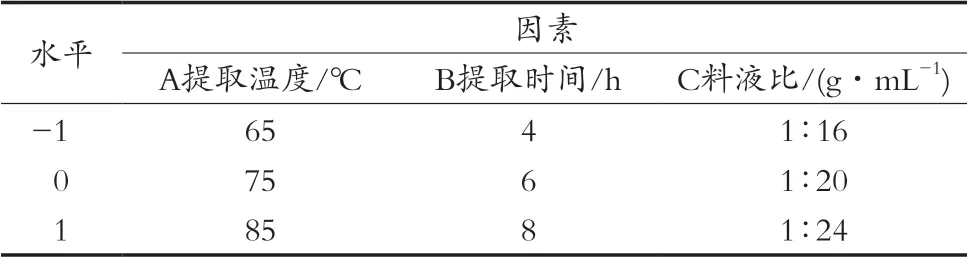
表1 響應面試驗因素水平
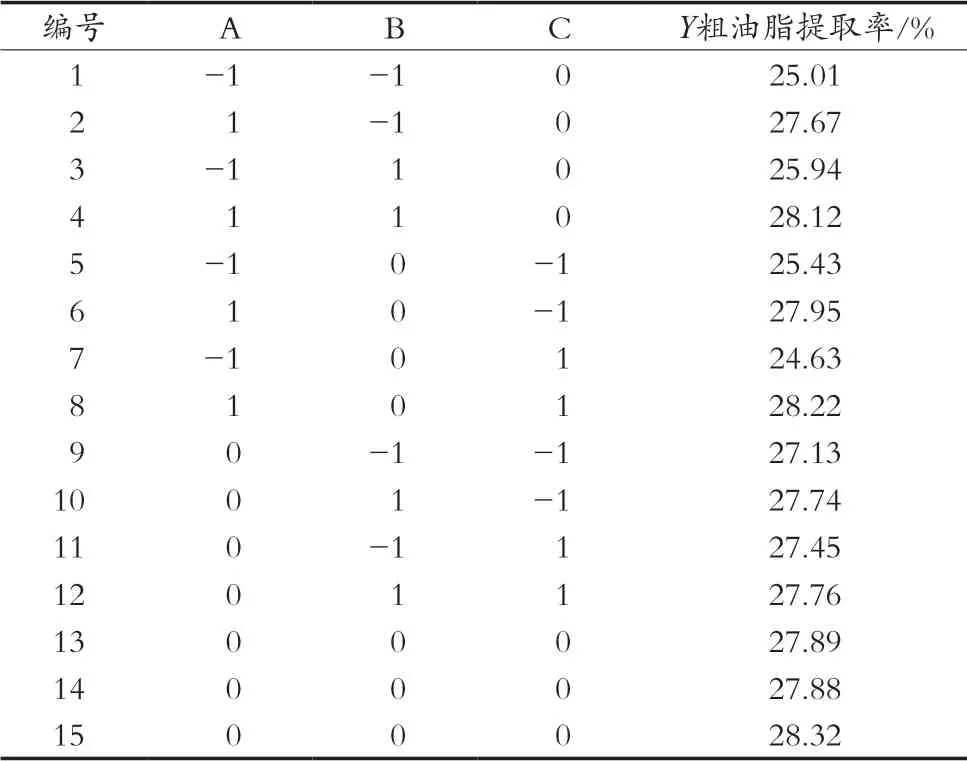
表2 響應面試驗設計及結果
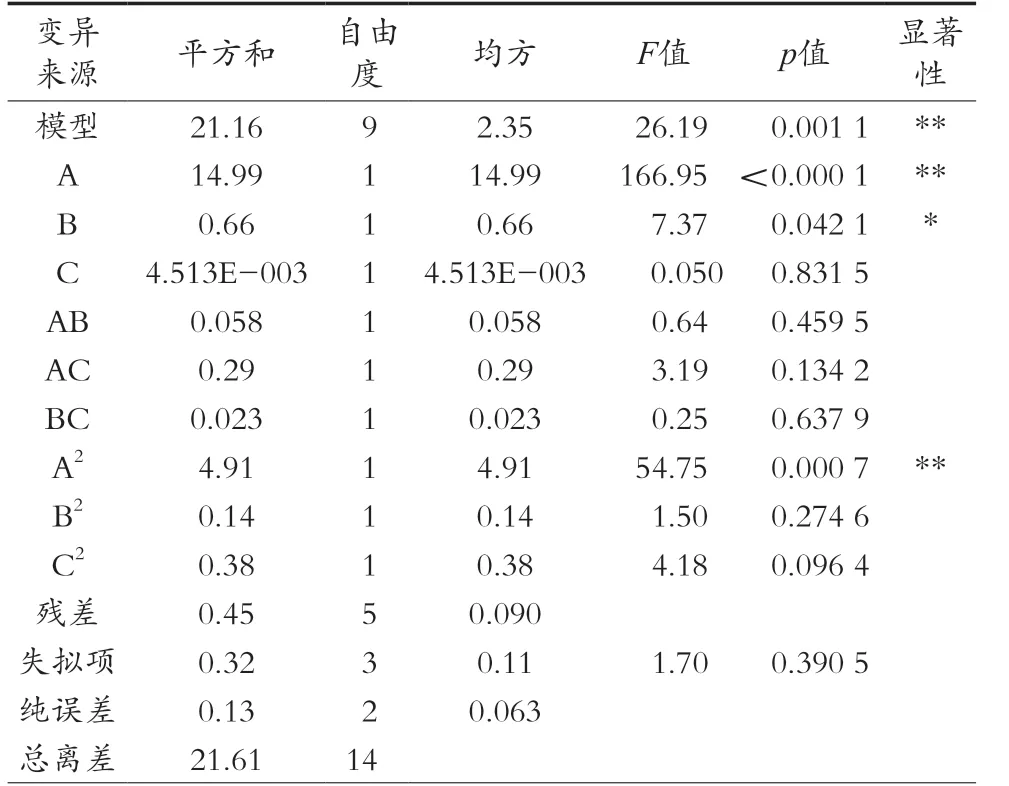
表3 回歸模型方差分析
2.3 驗證試驗
根據分析的最佳工藝條件及實際試驗條件,設定提取溫度為80.8 ℃、提取時間為7.08 h、料液比為1∶20.57 g/mL進行驗證試驗,進行3次重復試驗,結果如表4所示。
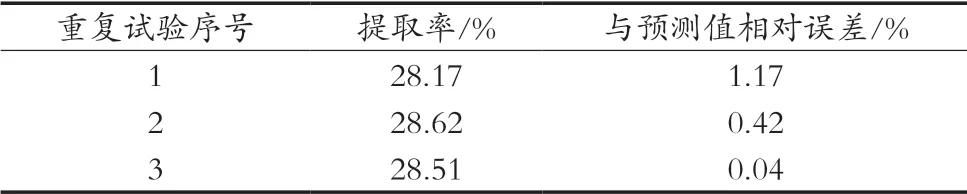
表4 驗證試驗結果
根據上述條件得到的平均提取率為28.43%,與預測的最高提取率(28.50%)高度吻合,說明此響應面優化分析的結果是合理可行的。
3 結論
采用索氏提取法提取黑水虻幼蟲粗油脂,在單因素試驗和響應面優化后能獲得最佳提取工藝參數:提取溫度為80.82 ℃、提取時間為7.08 h、料液比為1∶20.57 g/mL。在此條件下預測得率為28.50%。在此條件下實測值為28.43%±0.23%,表明響應面優化試驗所得工藝條件有應用價值。
然而,考慮到提取時間和溶劑用量等提取成本及對環境影響的問題,當粗油脂提取率為28%或以上的提取工藝就認為達到要求。根據響應面擬合方程公式可得到提取時間短、溶劑用量少的一組參數:提取溫度為83.31 ℃,提取時間為4.21 h,料液比為1∶20.06 g/mL,粗油脂提取率為28.05%。此組參數對以后的中試試驗及工業生產應用有重要的參考意義。
猜你喜歡
食品工業(2023年12期)2023-12-12 12:56:16
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國糧油學報(2019年4期)2019-07-12 09:06:38
食品與機械(2018年11期)2019-01-03 06:15:34
中國糧油學報(2018年12期)2018-01-26 13:32:04
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
