一種高垢量過熱器化學清洗工藝的應用
2020-09-02 06:27:56洪小江張建軍
江西電力 2020年8期
洪小江,張建軍
(江西贛能股份有限公司豐城二期發電廠,江西豐城 31100)
0 前言
江西贛能股份有限公司豐城二期發電廠建設2臺660MW超臨界燃煤機組,兩臺機組分別于2007年1、5月投入商業運行。兩臺機組鍋爐均為上海鍋爐廠有限責任公司生產的超臨界變壓運行直流鍋爐,型號為SG-2102/25.4-M959,全鋼架懸吊結構,Π型爐。
2017年5號機組A修并網后鍋爐過熱器連續發生3次爆管,平均1月1次,經濟損失巨大。爆管位置集中在末級過熱器,爆管材質為T91,檢查發現該級過熱器氧化皮厚度最高達0.44 mm,垢量達2651.2 g/m2。研究分析機組啟停階段溫差變化大,氧化皮脫落堵塞是導致過熱器頻繁爆管的主要原因[1]。
豐城二期發電廠末級過熱器管道氧化皮結垢嚴重,避免末級過熱器清洗不徹底或分隔屏、后屏過熱器過洗等可能的發生,采用三段清洗工藝對分隔屏、后屏、末級三級過熱器進行化學清洗,取得了較好的清洗效果。
1 5、6號鍋爐過熱器清洗前氧化皮形貌及分析
過熱器氧化皮是金屬在高溫水汽中發生氧化的結果[2],主要成分為磁性Fe3O4,隨著機組運行時間的增加,過熱器換熱管內壁氧化皮的厚度不斷增加,可達數千克每平方米。豐城二期發電廠兩臺機組已運行10年,氧化皮問題在2017年集中爆發。經割取過熱器管樣,觀察分析5、6號機組鍋爐過熱器氧化皮情況,不同材質氧化皮情況如表1、表2所示。

表1 5號鍋爐過熱器管不同材質氧化皮情況
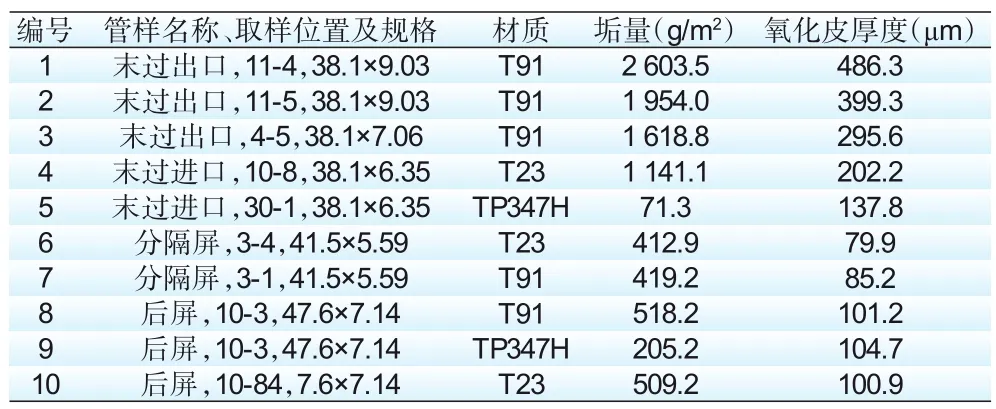
表2 6號鍋爐過熱器管不同材質氧化皮情況
由表1、表2可知,兩臺機組鍋爐末級過熱器出口段T91管材氧化皮形成量最大,垢量達2 600 g/m2以上,外觀檢查均有不同程度的脫落,其內壁氧化皮宏觀形貌如圖1、圖2所示:

圖1 5號爐末過出口

圖2 6號爐末過出口
2 過熱器三段清洗工藝
當過熱器、再熱器垢量達400 g/m2或發生氧化皮脫落造成爆管事故時,可進行酸洗[3]。針對豐城二期發電廠過熱器管不同部位氧化皮量差異大的特點,為保證清洗效果,防止發生末級過熱器清洗不徹底或前兩級過熱器過洗的情況,研究決定采用三段清洗工藝,經小型試驗證明三段清洗工藝完全可行,并效果顯著。
典型的過熱器清洗系統[4]如圖3所示。
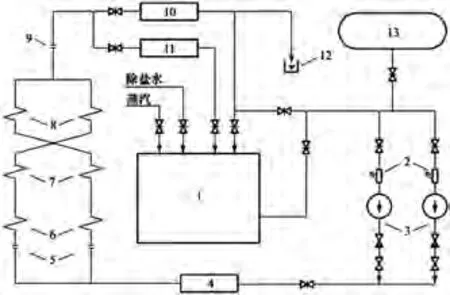
圖3 典型過熱器清洗系統
典型過熱器清洗采用分隔屏、后屏、末級過熱器串聯正洗的方式,豐城二期發電廠針對末級過熱器高垢量的特點,對典型過熱器清洗系統進行改進,將末級過熱器另做一個清洗回路,先末級過熱器進行單獨逆流清洗,再將末級、后屏、分隔屏過熱器串聯進行逆流清洗,改進后清洗系統如圖4所示。
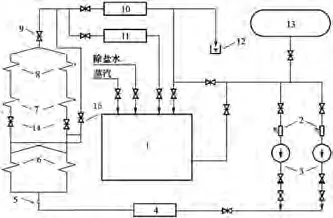
圖4 改進后過熱器清洗系統
1-清洗藥箱,2-清洗泵入口濾網,3-清洗泵,4-流量計,5-清洗液進口接口,6-末級過熱器,7-分隔屏過熱器,8-后屏過熱器,9-清洗液出口總閥,10-表面式加熱器,11-腐蝕監測裝置,12-廢液池,13-除氧器,14-分隔屏進口隔離閥,15-末過單獨清洗出口閥
3 過熱器三段清洗工藝步驟及效果
按照清洗系統圖,完成臨時系統安裝試運和水沖洗,根據小型試驗確定,選用催化檸檬酸為清洗介質,添加過熱器酸洗專用緩蝕劑以及相關清洗助劑,分三個階段進行清洗。
3.1 第一階段清洗
第一階段清洗為末級過熱器單獨清洗,5、6號爐過熱器清洗酸液總濃度分別為10.7%、9.76%。第一階段清洗終點總鐵濃度分別為7802mg/L、5841mg/L,剩余酸濃度分別為7.68%、7.42%,耗時分別為46.5h、48h。
第一階段清洗后,從監視管看,末級過熱器監視管大部分已得到清洗,露出黃色富鉻層,但仍部分部位存在明顯氧化皮層,洗后摸管檢查無堵管。以5號機組為例,第一階段清洗過程中酸濃度及總鐵含量隨時間的變化曲線如圖5所示,清洗后監視管形貌如圖6所示。
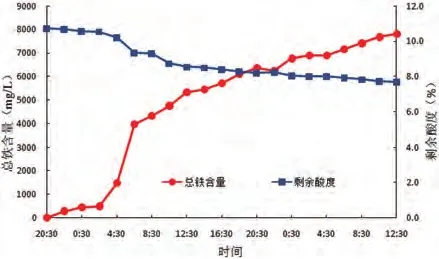
圖5 5號機組第一階段清洗過程中酸濃度及總鐵含量隨時間的變化曲線

圖6 5號機組末過出口第一階段清洗后監視管形貌
3.2 第二階段清洗
經第一階段清洗后,末級過熱器氧化皮去除大概在60%左右,殘余垢量與分隔屏、后屏相差不大,進行第二階段末級過熱器、分隔屏過熱器、后屏過熱器串聯清洗。
第二階段清洗重新配制酸洗液,5號、6號爐過熱器清洗酸液總濃度分別為10.32%、10.21%。第一階段清洗終點總鐵濃度分別為7148mg/L、5056mg/L,剩余酸濃度分別為7.53%、8.11%,耗時分別為34h、39.5h。
第二階段清洗后,從監視管看,末過表層氧化皮洗凈,完全露出黃色富鉻層,后屏表層氧化皮完全洗凈,殘余黃色富鉻層,分隔屏氧化皮已完全清洗干凈,殘余少量富鉻層,洗后摸管檢查均無堵管。以5號機組為例,第二階段清洗過程中酸濃度及總鐵含量隨時間的變化曲線如圖7所示,清洗后監視管形貌如圖8、圖9和圖10所示。
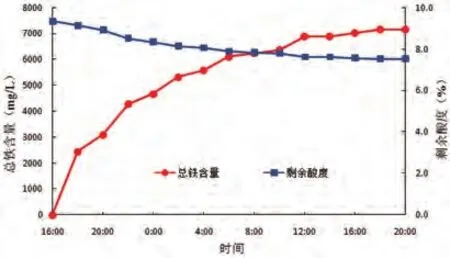
圖7 5號機組第二階段清洗過程中酸濃度及總鐵含量隨時間的變化曲線

圖8 末過第二階段清洗后形貌

圖9 后屏第二階段清洗后形貌

圖10 分割屏第二階段清洗后形貌
3.3 第三階段清洗
第三階段清洗與第二階段完全相同,末級過熱器、分隔屏過熱器、后屏過熱器三級過熱器再次串聯加強清洗。
第三階段清洗重新配制酸洗液,5、6號爐過熱器清洗酸液總濃度分別為7.8%、9.16%。第一階段清洗終點總鐵濃度分別為4 450 mg/L、4 825 mg/L,剩余酸濃度分別為5.76%、7.00%,耗時分別為33.5 h、34.5 h。
第三階段清洗后,從監視管看,分隔屏和后屏過熱器管的表層氧化皮和富鉻層均已清洗干凈,末過T91和TP347H過熱器管的表層氧化皮已清洗干凈,T91保留少量富鉻層,TP347H保留大部分富鉻層。以5號組為例,第二階段清洗過程中酸濃度及總鐵含量隨時間的變化曲線如圖11所示,清洗后監視管形貌如圖12、圖13和圖14所示。
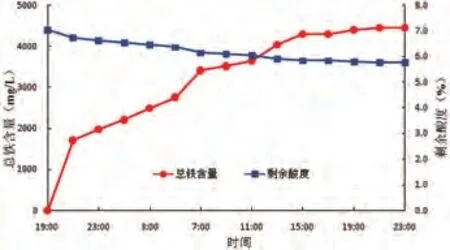
圖11 5號機組第三階段清洗過程中酸濃度及總鐵含量隨時間的變化曲線

圖12 末過第三階段清洗后形貌

圖13 后屏第三階段清洗后形貌

圖14 分割屏第三階段清洗后形貌
4 清洗效果評價
4.1 氧化皮去除率
5號、6號機組分隔屏和后屏過熱器管的表層氧化皮和富鉻層均清洗干凈,氧化皮去除率99%以上,末級過熱器T91和TP347H過熱器管的表層氧化皮清洗干凈,T91保留少量富鉻層,TP347H保留大部分富鉻層,氧化皮去除率96%以上。兩臺機組過熱器分別清洗出氧化皮7.6 t、5.3t。垢量最大過熱器管垢量去除率見表3。

表3 5、6號機組末過清洗前后垢量
4.2 腐蝕總量及腐蝕速率
5號機組過熱器腐蝕指示片(材質包括T12、T23、T91、TP347H)中T23腐蝕量最大,平均腐蝕速率為0.41 g/(m2·h),腐蝕總量為46.6 g/m2;#6機組過熱器腐蝕指示片(材質包括T12、T23、T91、TP347H)中T12腐蝕量最大,平均腐蝕速率為0.41 g/(m2·h),腐蝕總量為49.97 g/m2;均優于清洗導則要求。5號、6號機組各階段腐蝕指示片腐蝕總量及腐蝕速率見表4。
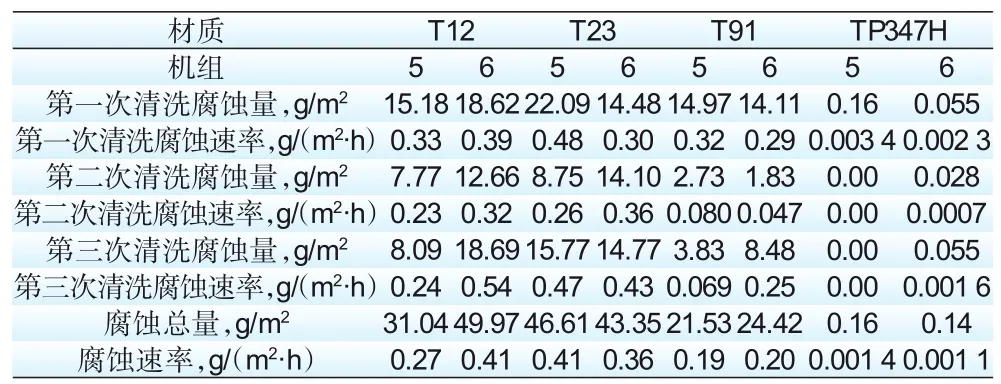
表4 5、6號機組各階段腐蝕指示片腐蝕總量及腐蝕速率
4.3 奧氏體鋼晶間腐蝕
化學清洗后,對過熱器三個階段化學清洗中用于腐蝕監測的TP347H材質腐蝕試片在200倍金相顯微鏡下的微觀檢查,未發現晶間腐蝕特征。TP347H腐蝕試片表面金相顯微形貌如圖15所示。
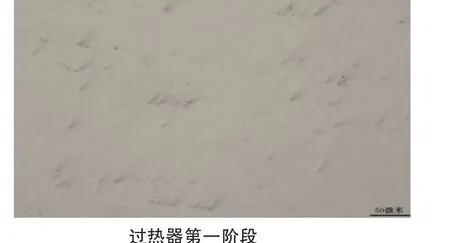
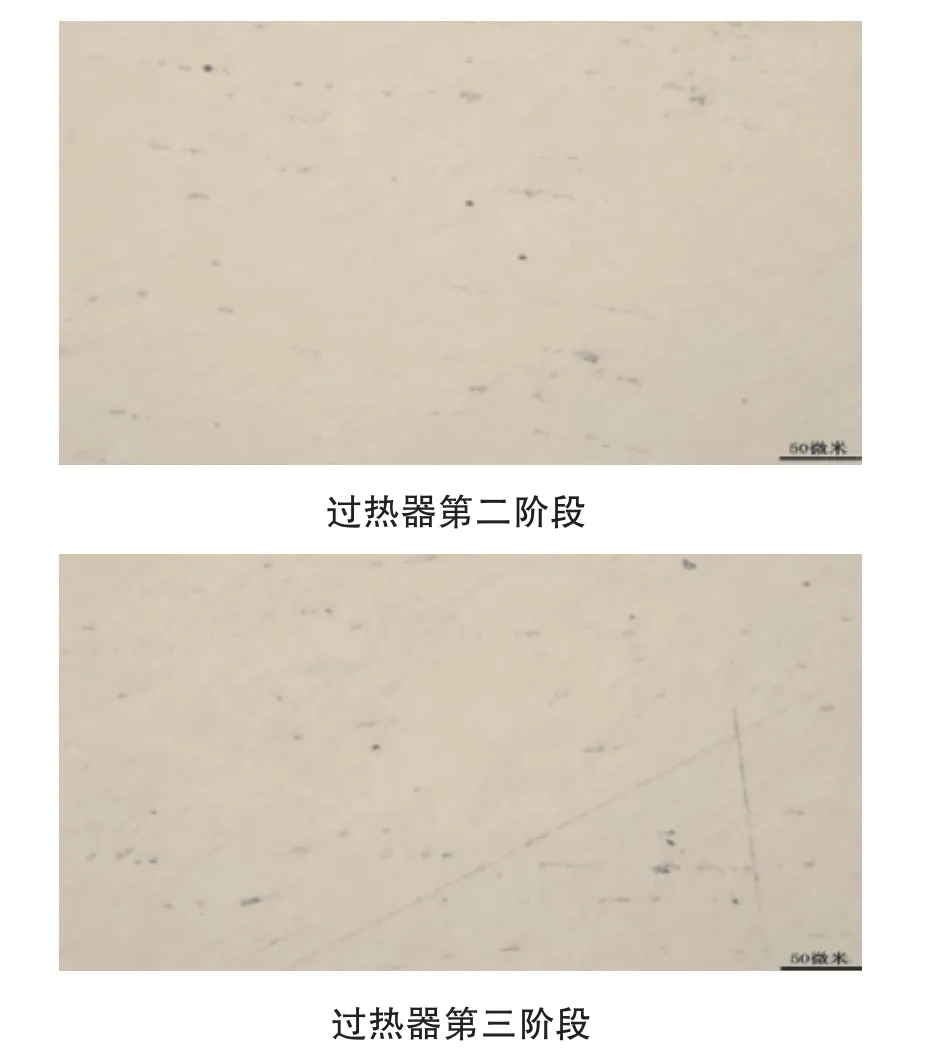
圖15 TP347H腐蝕試片表面金相顯微形貌
5 結語
1)采用三段清洗工藝能完全清洗掉高垢量過熱器管內氧化皮,氧化皮去除率達96%以上。
2)高垢量末級過熱器第一階段單獨清洗,及時將系統污垢排出,不污染分隔屏及后屏過熱器,未發生堵管。
3)三段清洗工藝對金屬材料(T12、T23、T91、TP347H)的腐蝕總量均能控制在50 g/m2以下,腐蝕速率均能控制在0.50 g/(m2·h)以下。
4)TP347H奧氏體不銹鋼未發生晶間腐蝕和應力腐蝕開裂,其力學性能不會受到影響。