凝縮油儲罐壓力控制設計方案探討
2020-09-03 08:21:56胡玉臣
石油化工自動化 2020年4期
胡玉臣
(中石油華東設計院有限公司,山東 青島 266071)
在石油化工企業中,常用低壓球形儲罐儲存凝縮油,并采用氮封的形式。目前,用于低壓球形儲罐壓力控制的方案主要有兩種: 方案一是補壓閥、放空閥均采用自力式控制閥,該種方案比較簡單,投資省,但是存在壓力控制精度差,且不能在DCS上修改設定點等缺點,目前應用不多;方案二是補壓閥、放空閥均采用兩位式自動切斷閥,在控制室DCS上實現遠程控制,該種方案雖然投資較高,但是由于壓力控制精度較高,是目前比較常用的設計方案。筆者通過對儲運工藝過程的研究分析,結合對控制閥的特性研究,推薦一種補壓閥、放空閥均采用線性特性控制閥的方案三,該方案控制手段靈活,壓力控制精度高,投資也比方案二省。
在近期某石化企業的設計中,上述方案二和方案三都有采用,下面分別進行詳細介紹。
1 方案二介紹
該方案氮氣補壓閥、油氣放空閥選用兩位式開關特性切斷閥。
1.1 凝縮油儲罐進出料工藝流程和控制方案
凝縮油儲罐進出料工藝流程和典型控制方案如圖1所示,主要工藝生產過程描述如下:
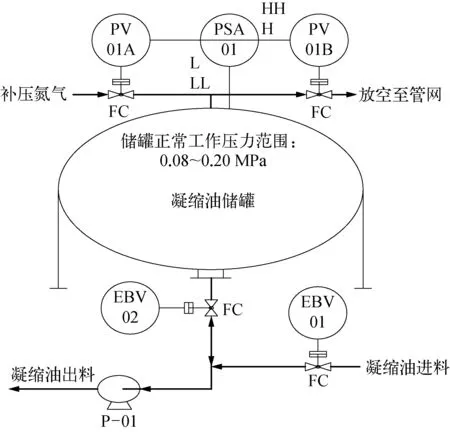
圖1 方案二凝縮油儲罐進出料工藝流程和控制方案
1)進料過程。凝縮油儲罐液位允許低限(或空罐)時,凝縮油自單元外經進料控制閥EBV-01,緊急切斷閥EBV-02引入球形儲罐,隨著液位上升,罐內壓力隨之升高。當儲罐內壓力升高至允許壓力高高限時,罐內油氣經放空閥PV-01B放空至管網。該工藝過程要求儲罐內壓力不高于0.20 MPa。
2)出料過程。自儲罐內液位允許高限開始,凝縮油自儲罐經EBV-02閥,出料泵P-01引至單元外,隨著儲罐內液位降低,罐內壓力隨之下降。當儲罐內壓力下降至允許壓力低低限時,補壓氮氣經補壓閥PV-01A進入儲罐。該工藝過程要求儲罐內壓力不應低于0.08 MPa。
3)穩態過程。該過程即儲罐處于不進料、不出料狀態,此時,儲罐內液位既可能處于允許低限(出料完成后),也可能是處于允許高限(進料完成后)。泵P-01處于停泵狀態,閥EBV-01,PV-01A,PV-01B都處于關閉狀態。該工藝過程要求儲罐內壓力應維持在0.08~0.2 MPa。
在上述三種工況下,工藝要求氮氣消耗量、放空油氣量應盡量少。為此要求: 當儲罐壓力低于0.18 MPa(H: 0.18 MPa)時,PV-01B閥應處于關閉狀態;當儲罐壓力高于0.10 MPa(L: 0.10 MPa)時,PV-01A閥應處于關閉狀態。
1.2 儲罐壓力自動控制設計方案
根據工藝生產過程及控制要求,PV-01A和PV-01B閥的開度與儲罐內壓力的關系曲線如圖2所示。
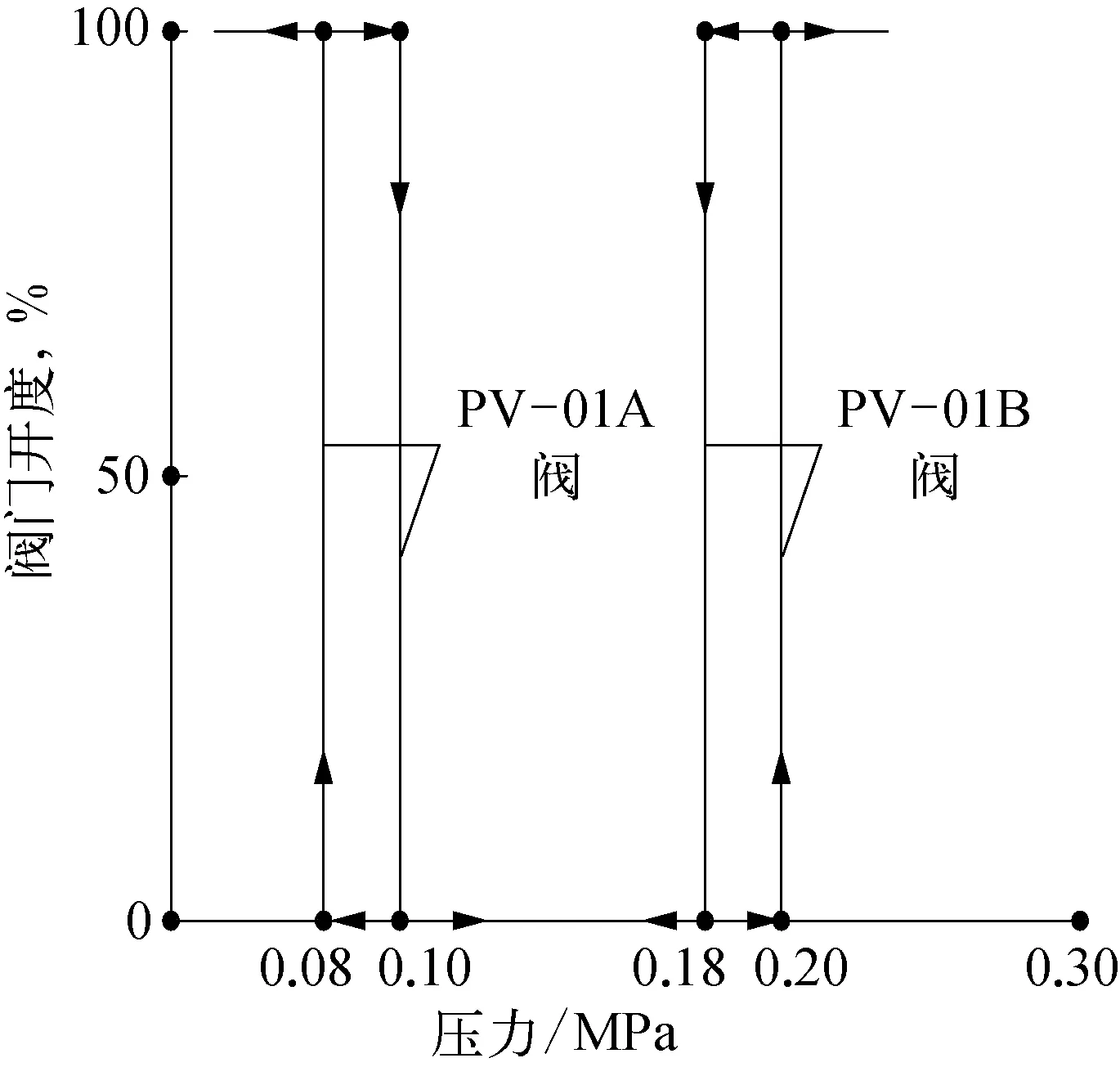
圖2 方案二凝縮油儲罐罐內壓力與控制閥開度關系曲線示意
儲罐壓力控制方案描述如下:
1)進料過程。隨著儲罐內液位不斷升高,當儲罐內壓力逐步上升至允許壓力高限值0.20 MPa時,PV-01B閥打開。如果PV-01B閥放空氣體流量大于進料液體流量時,儲罐內壓力會逐漸下降,當儲罐內壓力下降至0.18 MPa時,PV-01B閥自動關閉。隨著罐內液位繼續升高,當儲罐內壓力再次升高至0.20 MPa時,PV-01B閥再次自動打開,直至罐內液位升高至工藝允許高限設定值,EBV-01閥自動關閉,此時,罐內壓力值為0.18~0.20 MPa。
2)出料過程。隨著儲罐內液位不斷降低,當儲罐內壓力逐步下降至設計允許低低限壓力0.08 MPa時,PV-01A閥打開。如果氮氣流量大于液體出料流量時,儲罐內壓力會逐漸上升,當儲罐內壓力上升至0.10 MPa時,PV-01A閥自動關閉。當儲罐內壓力再次降低至0.08 MPa時,PV-01A閥再次自動打開,直至罐內液位下降至工藝允許低限設定值,液體出料泵P-01自動關閉,此時,儲罐內壓力值為0.08~0.10 MPa。
3)穩態(靜止)過程。儲罐內壓力應保持在0.08~0.20 MPa。由于晝夜環境溫差大,高液位時,當環境溫度升高造成儲罐內壓力高于允許高限壓力0.20 MPa時,PV-01B閥會自動打開,直至罐內壓力降至0.18 MPa時,PV-01B閥自動關閉。反之亦然,液位處于允許低液位時,當環境溫度降低造成儲罐內壓力低于0.08 MPa時,PV-01A閥會自動打開,直至儲罐內壓力升高至0.10 MPa時,PV-01A閥自動關閉。
1.3 注意事項
1)為了滿足工藝對儲罐內壓力不大于0.20 MPa的要求,PV-01B閥的流通能力應盡可能與EBV-01閥的流通能力相匹配,至少不應小于EBV-01閥的最大允許流通能力,以保證在最大進料過程中,儲罐壓力不會超過最大高限值0.20 MPa。
2)為了滿足工藝對儲罐內壓力不低于0.08 MPa的要求,PV-01A閥的流通能力應盡可能與單元出料泵P-01的輸送能力相匹配,至少不應小于P-01泵的最大允許輸送能力,以保證在最大出料過程中,儲罐壓力不會低于最小低限值0.08 MPa。
2 方案三介紹
該方案氮氣補壓閥、油氣放空閥選用線性特性控制閥。
2.1 凝縮油儲罐進出料相關工藝流程和控制方案
凝縮油儲罐進出料相關工藝流程和典型控制方案如圖3所示,主要工藝生產過程描述如下。
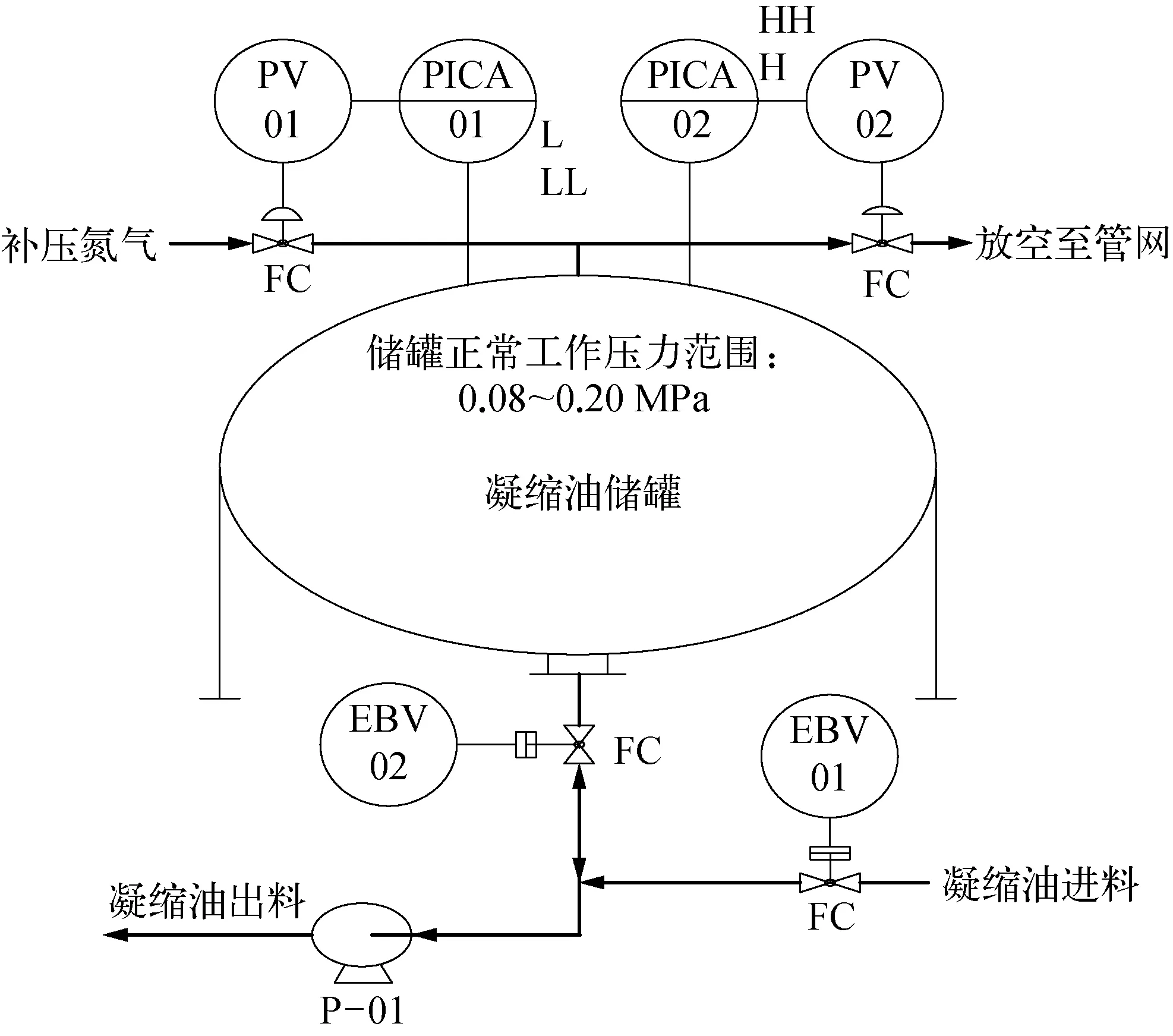
圖3 方案三凝縮油儲罐進出料相關工藝流程和控制方案
1)進料過程。允許液位低限(或空罐)時,凝縮油自單元外經EBV-01閥,EBV-02閥引入球形儲罐,隨著儲罐內液位上升,罐內壓力隨之升高。當儲罐內壓力升高至壓力允許高高限時,罐內油氣經PV-02閥放空至管網。該工藝過程要求儲罐內壓力不高于0.20 MPa、不低于0.18 MPa。
2)出料過程。自儲罐內液位高限開始,凝縮油自儲罐經EBV-02閥,P-01泵送至單元外,隨著儲罐內液位降低,罐內壓力隨之下降。當儲罐內壓力下降至允許壓力低低限時,補壓氮氣經PV-01閥進入儲罐。該工藝過程要求儲罐內允許壓力不低于0.08 MPa、不高于0.10 MPa。
3)穩態(靜止)過程。當儲罐處于該工藝狀態時,儲罐內液位既可能是允許低限(出料完成后),也可能是允許高限(進料完成后)。P-01泵處于停泵狀態,EBV-01,PV-01,PV-02閥都處于關閉狀態。該工藝過程要求儲罐內壓力應維持在0.08~0.20 MPa。
在上述三種工況下,工藝要求氮氣消耗量、放空油氣量應盡量少。
2.2 儲罐壓力自動控制設計方案
根據工藝生產過程及控制要求,PV-01和PV-02閥的開度與儲罐內壓力的關系曲線如圖4所示。
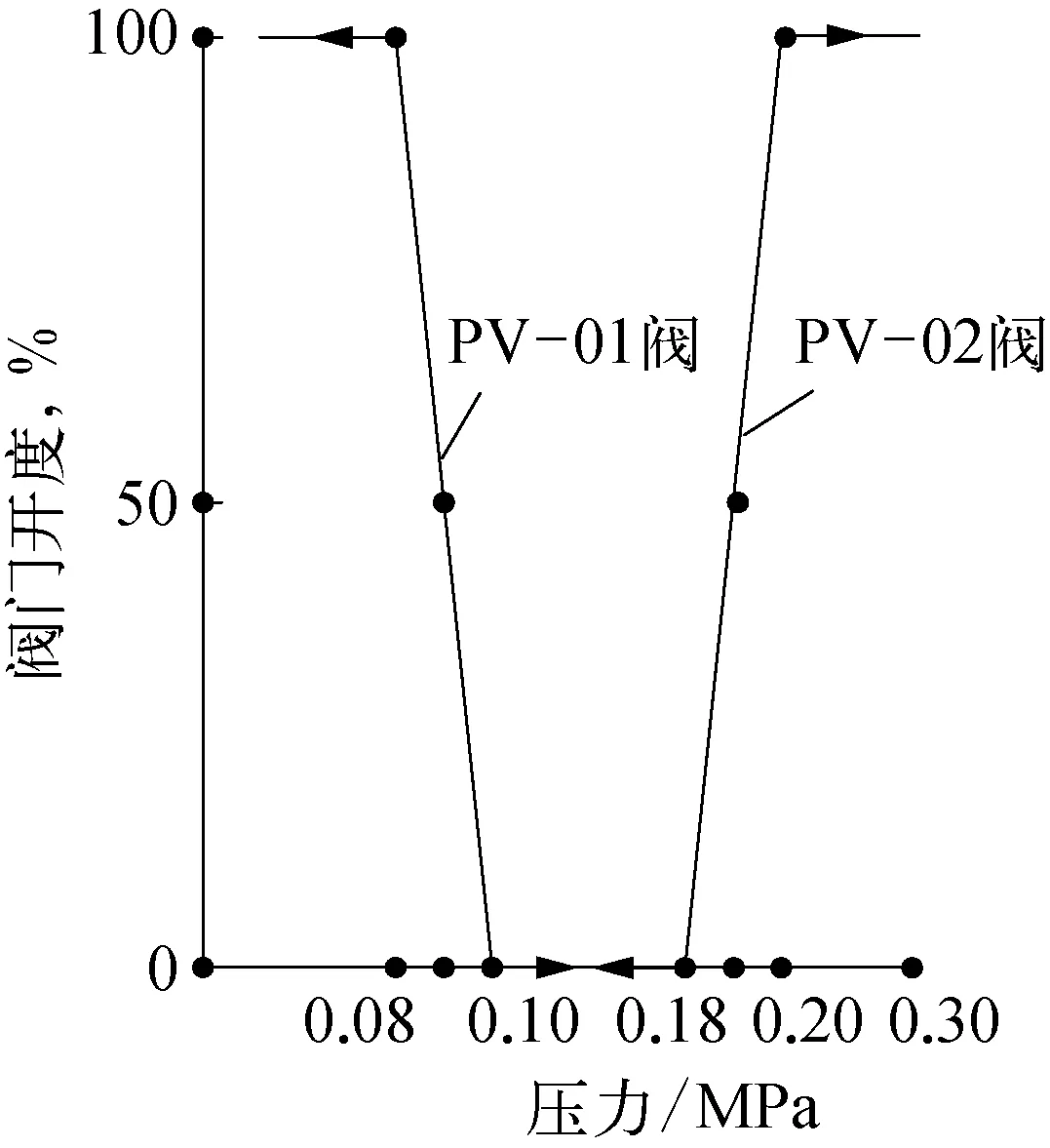
圖4 方案三凝縮油儲罐罐內壓力與控制閥開度曲線示意
儲罐壓力控制方案描述如下:
1)進料過程。隨著儲罐內液位不斷升高,當罐內壓力逐步上升至0.18 MPa時,PV-02閥逐步打開。如果PICA-02回路的PI參數整定合適,在進料過程中,PV-02閥的開度將一直處于0~100%內,罐內壓力穩定在設定值(如0.19 MPa)附近。當儲罐內壓力下降至0.18 MPa以下時,PV-02閥自動關閉。當儲罐內壓力升高至0.20 MPa以上時,PV-02閥自動全開。
2)出料過程。隨著儲罐內液位不斷降低,當罐內壓力逐步下降至0.10 MPa時,PV-01閥逐步打開。如果PICA-02回路的PI參數整定合適,在出料過程中,PV-01閥的開度將一直處于0~100%,罐內壓力穩定在設定值(如0.09 MPa)附近。當儲罐內壓力上升至0.10 MPa以上時,PV-01閥自動關閉。當儲罐內壓力降低至0.08 MPa以下時,PV-01閥自動全開。
3)穩態(靜止)過程。儲罐內壓力應保持在0.08~0.20 MPa。由于晝夜環境溫差大,高液位時,當環境溫度升高造成儲罐內壓力高于0.20 MPa時,PV-02閥會自動打開,直至罐內壓力降至0.18 MPa時,PV-02閥自動關閉。反之亦然,低液位時,當環境溫度降低造成儲罐內壓力低于0.08 MPa時,PV-01閥會自動打開,直至罐內壓力升高至0.10 MPa時,PV-01閥自動關閉。
2.3 注意事項
1)為了滿足工藝對儲罐內壓力不大于0.20 MPa的要求,PV-02閥的流通能力應盡可能與EBV-01閥的流通能力相匹配,至少不應小于EBV-01閥的最大允許流通能力,以保證在最大進料過程中,儲罐壓力不會超過最大高限值0.20 MPa。
2)為了滿足工藝對儲罐內壓力不低于0.08 MPa的要求,PV-01閥的流通能力應盡可能與P-01泵的輸送能力相匹配,至少不應小于P-01泵的最大允許輸送能力,以保證在最大出料過程中,儲罐壓力不會低于最小低限值0.08 MPa。
3)為了盡可能減少穩態過程中氮氣的消耗,密封閥、放空閥應選用密封等級高(TSO,至少V級)的控制閥。
3 DCS組態中的幾點優化建議
1)為了減少PV-02閥(PV-01B閥)使用過程中的開關次數,延長其使用壽命,建議在儲罐進料過程中,PV-02閥(PV-01B閥)關閥動作與進料閥EBV-01狀態聯鎖,即EBV-01閥在全開時,PV-02閥(PV-01B閥)盡量不關閉。
2)為了減少PV-01閥(PV-01A閥)使用過程中的開關次數,延長其使用壽命,建議在儲罐出料過程中,PV-01閥(PV-01A閥)關閥動作與P-01泵狀態聯鎖,即P-01泵在運行時,PV-01閥(PV-01A閥)盡量不關閉。
3)方案三設計中為了保證儲罐壓力控制平穩,在出料過程中,當罐內壓力達到工藝允許值0. 08~0.10 MPa時,可以采用定值控制的方式。比如: 設定值采用0.09 MPa,固定PV-01閥的開度使之與P-01泵的輸出流量一致,直至泵停止運轉為止,從而減少PV-01閥的開關次數,延長其使用壽命。
4)方案三設計中為了保證儲罐壓力控制平穩,在進料過程中,當罐內壓力達到工藝允許值0.18~0.20 MPa時,可以采用定值控制的方式。比如: 設定值采用0.19 MPa,固定PV-02閥的開度使之與EBV-01閥的進料流量一致,直至進料閥門關閉為止,從而減少閥PV-02的開關次數,延長其使用壽命。
4 結束語
隨著國內對石化企業安全生產及環保節能要求的日益提高,如何既能保證安全生產,又能盡可能減少VOCs排放、滿足環保節能的更高要求,是國家、相關石化企業以及廣大設計人員不斷努力的目標。在方案三的基礎上,繼續探討在生產運行時,凝縮油儲罐的允許高、低液位與允許上、下限壓力之間的關系,進而優化生產運行相關參數,這方面還有很多工作要做,希望與設計院相關專業設計師、石化企業罐區生產運行工程師繼續總結歸納經驗,指導生產運行。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
測控技術(2018年9期)2018-11-25 07:45:00
石油化工自動化(2018年5期)2018-11-14 02:34:30
電子測試(2017年11期)2017-12-15 08:57:07
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車維護與修理(2015年2期)2015-02-28 12:15:41
石油化工應用(2014年8期)2014-03-11 17:40:03
自動化博覽(2014年12期)2014-02-28 22:34:27
