吹塑工藝對LLDPE薄膜性能的影響研究
2020-09-03 01:03:25王立成王文珺
科學與財富 2020年17期
關鍵詞:質量
王立成 王文珺
1? 前言
LLDPE類聚乙烯的檢測通常是模擬實際應用,將物料通過吹膜機吹制成薄膜產品后測量其魚眼、霧度、開口性和落鏢沖擊破損質量等性能指標。在這一過程中,吹塑工藝是直接影響到薄膜產品測定數據的因素之一[1],以往并沒有統一的最佳吹制條件,本文將通過改變吹塑工藝的溫度、吹脹比、牽引速度和霜白線高度來找出影響薄膜性能的主要因素。
2? 實驗部分
2.1原材料
線型低密度聚乙烯樹脂DFDA7042,蘭州石化公司聚烯烴事業部全密度聚乙烯裝置生產。
2.2 儀器和設備
立式吹膜機:德國COLLIN公司E3P+180/400P 型。
霧度儀:德國BYK-GARDNER公司4725型。
落鏢測試儀:意大利CEAST公司6212 000型。
2.3 擠出吹膜工藝流程
料斗上料→物料塑化擠出→吹脹牽引→風環冷卻→人字夾板→牽引輥牽引→電暈處理→薄膜收卷。
2.4 樣品測試
魚眼測試按照GB/T 15182-1994執行。
落鏢破損質量按照GB/T 9639-1988執行。
霧度測試按照GB/T 2410-1980執行。
3? 結果與討論
3.1? 吹塑工藝條件對薄膜性能的影響
3.1.1? 吹塑溫度對薄膜性能的影響
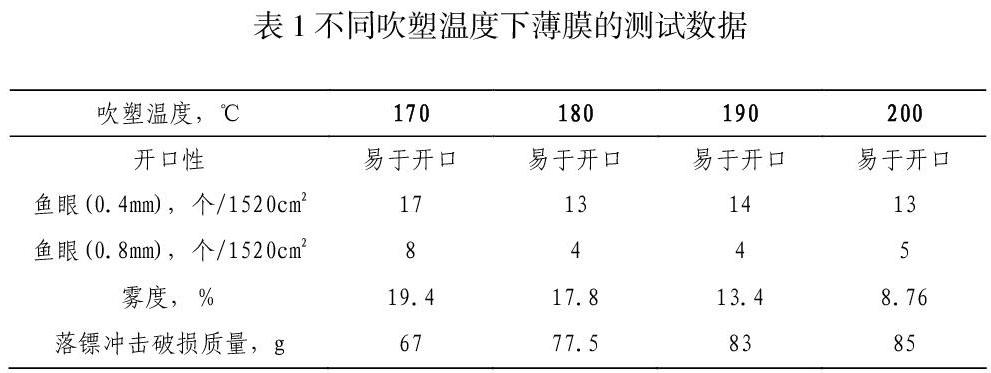
根據實際生產,線型低密度聚乙烯吹塑熔體溫度控制在170℃~200℃范圍內,薄膜厚度在30μm±3μm,具體試驗數據見表1。
隨著溫度的變大,薄膜的開口性變化不明顯;吹制溫度偏低,造成薄膜透明性變差,霧度較高[3];在溫度升高之后,由于薄膜塑化均勻良好,因此霧度變小,且溫度越高,變化趨勢越明顯,并且在溫度較低時,制成的薄膜表面光澤性和透明度較差,甚至出現“水紋”及“云霧”。
3.1.2? 吹脹比對薄膜性能的影響
吹脹比是吹脹后膜泡的直徑與管環直徑之間的比值。聚乙烯吹塑吹脹比一般控制在2.0~3.0之間,薄膜厚度在30μm±3μm
隨著吹脹比的增加,薄膜魚眼變化不明顯。當吹脹比為3.0時,薄膜的開口性變差。隨著吹脹比的增加,薄膜霧度下降。這是因為熔融樹脂中相對分子質量高的部分得到較好塑化,薄膜表面更趨平滑,降低了薄膜霧度[3]。吹脹比的增加,落鏢沖擊破損質量先增大后減小。因為吹脹比的大小變化與牽引速度不匹配,使薄膜的縱向和橫向的取向作用不夠。
3.1.3? 牽引速度對薄膜性能的影響
牽引速度是指薄膜的牽引輥軸的卷動速度,牽引速度一般控制在10m/min~15m/min之間。保證薄膜厚度在30μm±3μm考察牽引速度對薄膜魚眼、霧度、開口性和落鏢沖擊破損質量的影響
牽引速度的變化對薄膜的魚眼基本無影響;牽引速度增大,樣品的開口性變差。隨著牽引速度的增大,霧度也隨之增大。薄膜的落鏢沖擊破損質量隨著牽引速度的變大而減小。
3.1.4? 霜白線高度對薄膜性能的影響
霜白線指塑料由黏液態進入高彈態的分界線。聚乙烯吹塑冷卻高度控制在1.5~2.5倍口膜直徑范圍。保證薄膜厚度在30μm±3μm,考察霜白線高度對薄膜魚眼、霧度、開口性和落鏢沖擊破損質量的影響
隨著霜白線高度的增大,薄膜的開口性和魚眼基本沒有變化;薄膜落鏢沖擊破損質量小幅上升;薄膜的霧度隨著霜白線的增加而減小,因為提高冷卻線高度將使熔融狀態下的物料分子有更多的時間松弛,薄膜表面更加光滑使得霧度下降[3]。
3.2? 吹塑工藝參數的正交試驗
通過單因素考察可知,吹塑工藝參數對LLDPE薄膜的開口性和魚眼影響不明顯,所以本工作只針對霧度和落鏢沖擊破損質量這兩個質量指標分別尋找最佳的工藝參數。利用正交試驗根據上述的單因素考察結果,結合產品標準規定的參數范圍,確定為4因素3水平。
從對結果直觀分析的極差分析,四個因素對薄膜霧度的影響程度由大到小依次為吹塑溫度、霜白線高度、吹脹比、牽引速度,四個因素對薄膜落鏢沖擊破損質量的影響程度由大到小依次為吹塑溫度、霜白線高度、牽引速度、吹脹比。
3.3? 影響因素指標分析
對正交試驗的影響因素指標分析可以看出,在吹塑溫度為200℃、吹脹比為2.5~3.0、牽引速度為11 m/min、霜白線高度為125mm時,薄膜霧度最小。在吹塑溫度為190℃~200℃、吹脹比為2.0~3.0、牽引速度為11 m/min、霜白線高度為125mm時,薄膜落鏢沖擊破損質量最大。
3.4? 最佳吹塑條件的確定
根據因素指標分析結果確定條件:吹塑溫度為200℃、吹脹比為2.5、牽引速度為11 m/min(對應螺桿轉速:80轉/分)、霜白線高度為125mm為最佳條件。利用該條件進行追加驗證試驗,5次試驗結果平穩,霧度平均值為11%,落鏢沖擊破損質量平均值為85g。且在吹制過程中膜泡穩定,薄膜厚度均勻,表面平整光滑,無皺折。所以上述條件為立式吹膜機上LLDPE DFDA7042日常測試用薄膜的最佳吹塑條件。
4? 結論
(1)吹塑工藝參數對LLDPE 薄膜的開口性沒有明顯的影響。
(2)隨著吹塑溫度的升高,魚眼減少,薄膜霧度減小,落鏢沖擊破損質量增加;隨著吹脹比的增大,薄膜霧度減小,落鏢沖擊破損質量變化幅度較小;隨著牽引速度的增大,薄膜霧度和落鏢沖擊破損質量呈小幅波動;隨著霜白線的提高,薄膜霧度減小,落鏢沖擊破損質量增大。
(3)立式吹膜機上,LLDPE DFDA7042日常測試用薄膜的最佳吹塑條件為:吹塑溫度為200℃、吹脹比為2.5、牽引速度為11 m/min(對應螺桿轉速:80轉/分)、霜白線高度為125mm。
參考文獻:
[1] 王艷芳,趙麗梅.LDPE棚膜專用樹脂的加工性能[J].合成樹脂及塑料,2005,22(5):24-27
[2] Q/SY LS0015-2008? 線型低密度聚乙烯(LLDPE)樹脂 DFDA 7042、DFDA 7047
[3] 張麗葉,擠出成型[M].北京,化學工業出版社,2002,461-467
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
