基于Process Simulate的機器人滾邊仿真分析
2020-09-04 03:29:10陳明鑫孔慶玲
汽車零部件 2020年8期
關鍵詞:工藝
陳明鑫,孔慶玲
(安徽江淮汽車集團股份有限公司技術中心,安徽合肥 230601)
0 引言
在“中國制造2025”背景下,汽車制造企業逐步向數字化、智能化方向發展,要求汽車生產線設計、建設過程中,運用數字化仿真技術。該技術的運用,對提高效率、防錯、縮短周期等方面有重要的意義。在汽車焊裝線仿真中,機器人滾邊屬于仿真中的難點,如何最大限度地保證滾邊仿真環境與實物環境一致,是仿真工程師亟待解決的問題。
1 機器人滾邊工藝簡介
1.1 常見的包邊工藝
包邊工藝是指外板折邊后包住內板的成型工藝(見圖1),該工藝在汽車車身門蓋、側圍輪罩等部位有較廣泛的應用。根據包邊方式的不同,可分為壓機模具包邊工藝、桌式包邊工藝及機器人滾邊工藝。在車身結構多樣化、生產線柔性化發展驅動下,機器人滾邊工藝的應用越來越廣泛。

圖1 包邊工藝前后對比示意
1.2 機器人滾邊工藝介紹
機器人滾邊是指將滾輪系統安裝在機器人的機械臂上,外板和內板扣在一起依靠胎膜支撐,機器人帶動滾輪沿外板翻邊部分進行多次反復滾壓,最終外板包住內板的過程。主要設備包括滾邊夾具、滾輪、機器人及其控制系統。
其工藝過程大致為:外板放置于滾邊夾具的胎膜上—內板扣合—夾具夾緊—機器人攜帶滾輪至外板翻邊處滾壓(一般要滾2~4道)。
2 滾邊仿真分析
滾邊仿真大致分為6個步驟,具體流程如圖2所示。

圖2 滾邊仿真流程
2.1 抽取滾邊線條
滾邊線條是指機器人滾邊過程的軌跡線,該線來源于車身數模所要滾邊的部位。由于Process Simulate(以下簡稱PS)僅支持輕量化的JT數據,在PS軟件中無法直接抽取線條,因此滾邊線需要從車身原始數據,如CATIA或NX數據中抽取。以CATIA為例,具體抽取方法為:新建Product文件,插入滾邊部位的車身外板件,并在改Product下新建Part,進入曲面下的“創成式外形設計”模塊,選中所要抽取的線條,利用“操作”工具條下的提取命令即可提取,提取完成后保存Part文件,最后將該文件轉換成Cojt格式,導入PS中,如圖3所示。

圖3 抽取滾邊線條操作方法示意
滾邊線條的抽取位置位于外板翻邊的R角位置,具體如圖4所示。
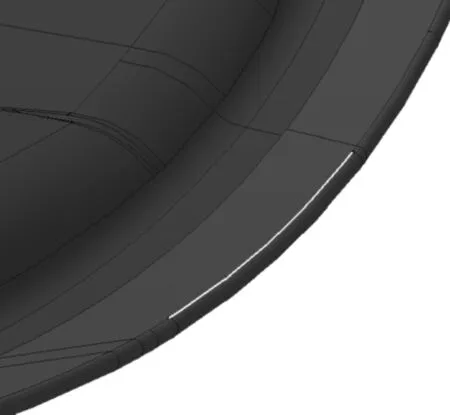
圖4 滾邊線抽取位置示意
2.2 TCP設定
TCP,英文Tool Center Position的縮寫,是指機器人工具的中心點,即滾邊時滾邊頭與滾邊軌跡點坐標相匹配的點。
仿真前需要在滾輪表面創建多個TCP坐標點。將滾輪模型導入PS中,進入Modeling狀態,如圖5所示,根據滾邊姿態需求,一般創建5~15個坐標點,其中z軸垂直于且背離滾輪工作面,x軸平行于滾輪工作面且朝向滾輪的外端面,每個坐標點間隔10°,坐標距離滾輪外端面間距約8 mm。設置完畢選擇Set Object to be Preserved命令將坐標可見,結束Modeling狀態。

圖5 TCP坐標設定位置示意
2.3 建立工位
將滾邊工位所需的所有資源導入到PS軟件中,包括機器人本體及其附屬系統、滾邊頭、滾邊夾具(含胎膜)、鈑金數模等,并將該資源按照工藝布局調整好位置,將滾邊頭等工具模型按照安裝結構裝到機器人模型上。
2.4 滾邊線投影
在軟件中新建焊點庫,并在焊點庫節點下新建連續特性焊點庫,并將抽取的Cojt格式滾邊線條存放路徑關聯到該連續特性焊點庫下,如圖6所示。
在操作樹下新建連續特性操作,并將該操作與機器人、滾邊輪、及帶有滾邊線條的焊點庫關聯。
如圖7所示,把需要投影的車身鈑金件放置到世界坐標原點,此時滾邊線可作為實體查看,然后把滾邊線放到車系坐標下,選中滾邊操作,用Project continuous Mfg Features命令完成滾邊線的投影。

圖6 滾邊線關聯操作示意
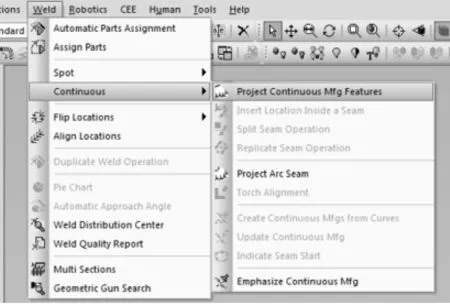
圖7 滾邊線投影操作示意
2.5 建立滾邊路徑
利用Convert Weld Locations to Via Locations命令將投影完的滾邊線坐標轉換成路徑點,復制滾邊線路徑點,將復制出的滾邊線點沿其Y軸轉動,作為另外一道滾邊路徑,轉動角度根據每一道滾邊折彎角度而定。然后重復以上復制、轉動操作,根據工藝要求,有幾道滾邊工序,就需要建立幾道滾邊路徑點。最終添加從機器人Home點至滾邊線之間的路徑、以及每一道滾邊路徑之間的過點,使路徑完整。
2.6 軌跡運行驗證
創建并打開干涉檢查,逐點運行整個滾邊工藝路徑,過程中查看干涉情況及機器人姿態等,根據需要調整路徑點的位置或方向,必要時調整機器人的TCP點,最終使機器人運行平穩、路徑最優。
3 滾邊仿真技巧與要點
3.1 TCP設定
TCP點坐標位置的設定,需保證滾輪的滾邊面完全覆蓋外板翻邊面,且保證滾輪邊沿距離外板翻邊面至少1 mm,如圖8所示。TCP坐標的X、Y、Z方向必須與第2.2節所描述一致,不可更改。
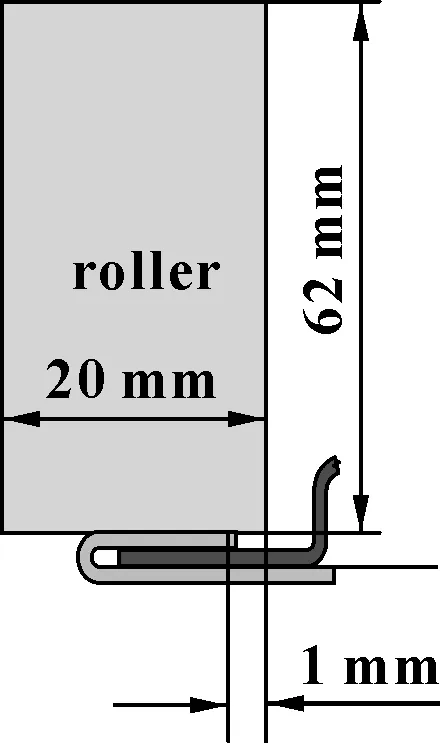
圖8 TCP設定效果示意
3.2 滾邊路徑點設定
3.2.1 滾邊線坐標間距
一般情況下,滾邊線投影時,設置滾邊線坐標點間距為5~25 mm。滾邊線若為直線,滾邊坐標點間距最大可為50 mm;若滾邊線為大半徑曲線,則最大間距為25 mm;中等半徑曲線,最大間距為10 mm;小半徑曲線,則最大間距為5 mm。即半徑越小則滾邊坐標間距越小,如圖9所示。
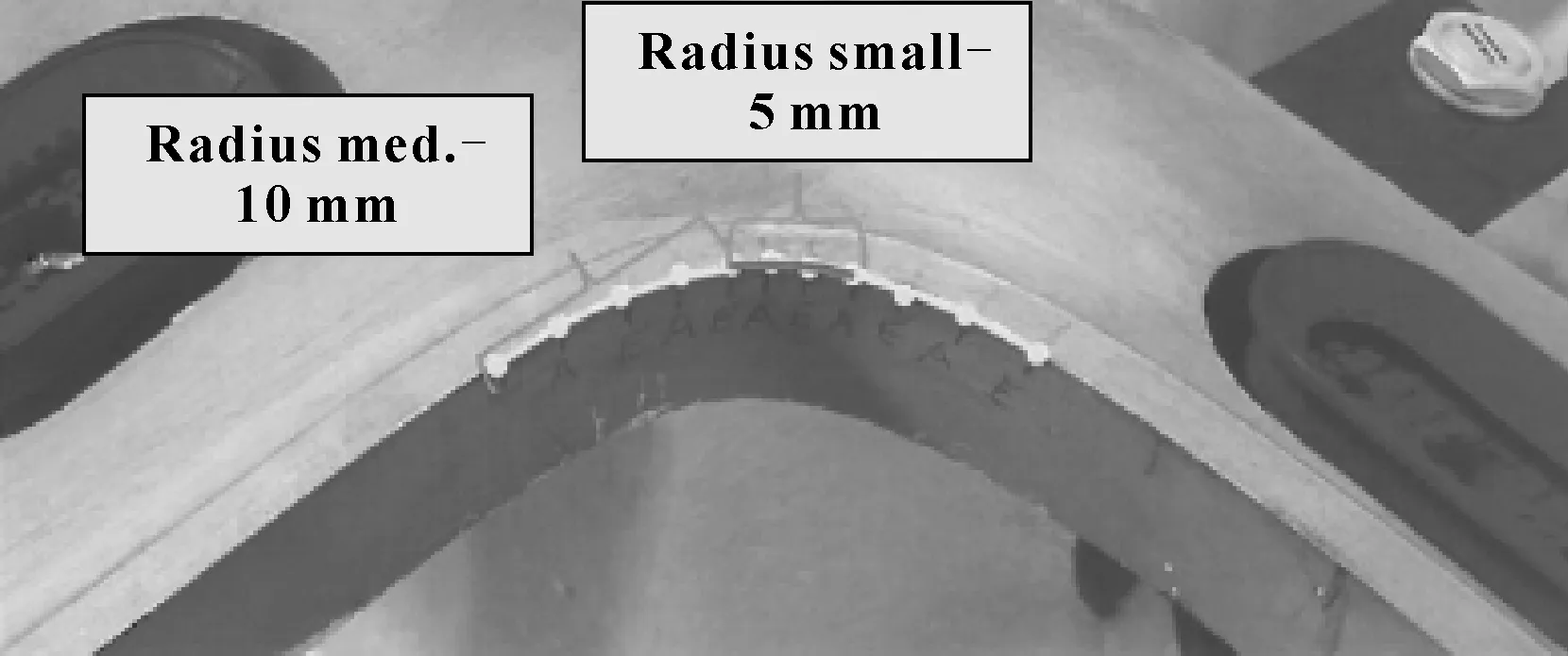
圖9 滾邊線坐標間距示意
3.2.2 滾邊線坐標位置
第一道滾邊路徑點位置在包邊后總厚度的1/2處,如圖10所示,h=1/2H;最后一道滾邊路徑點在包邊后總厚度的頂部位置,即h=H;其他滾邊路徑點(第二道、第三道或第四道)在1/2H和H之間。必須注意的是,同一道的路徑點必須在同一位置。

圖10 滾邊線坐標點位置示意
3.3 其他設定
3.3.1 滾邊角度劃分
一般來說,對于尺寸較大的滾輪,每道滾邊角度不超過35°,尺寸較小的滾輪每道滾邊角度不超過30°。每道滾邊角度應當保持均分,例如外板翻邊112°,每道不超過35°,滾4道,每道112/4=28°即外板翻邊角度分別為112°—84°—56°—28°—0°。
3.3.2 滾邊路徑點方向
(1)仿真時必須保證滾輪軸線與滾邊線垂直,若不垂直會導致板料堆積等滾邊質量缺陷。對于錐形滾輪,由于其旋轉半徑不同、滾邊面上的線速度不同,兩者不垂直特別容易形成類似缺陷,如圖11所示。
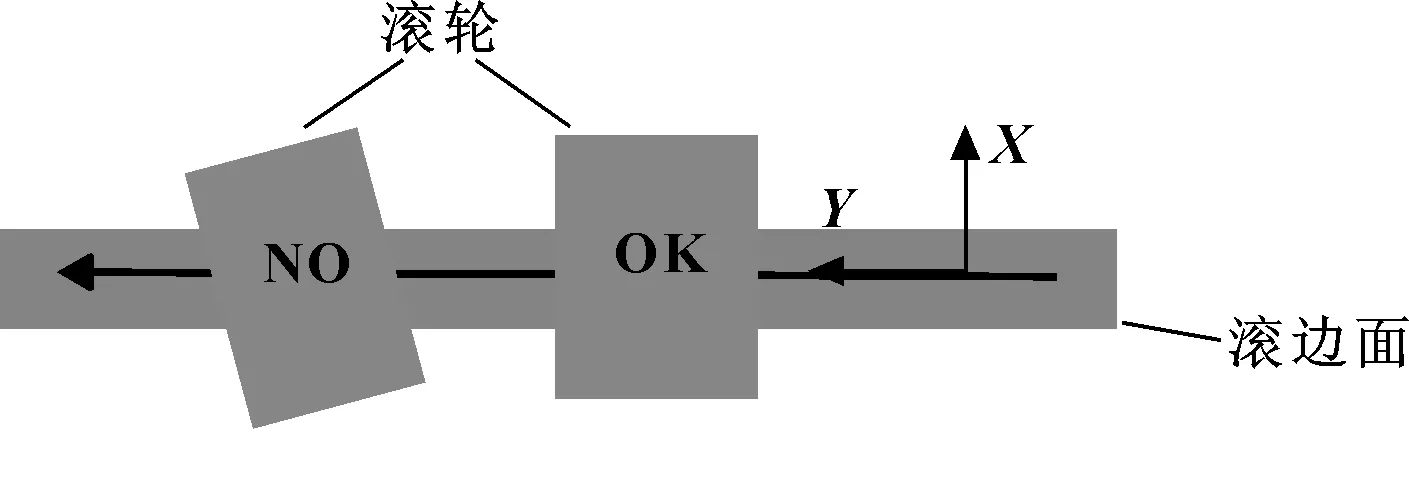
圖11 滾輪方向示意
(2)經過滾邊路徑點的滾輪直徑線須與滾邊線保持垂直,即TCP坐標的Z軸垂直于胎膜,偏差角度不得大于±5°(在機器人程序中,可利用補償函數來確定工作方向,在±5°偏差范圍內TCP坐標的Z軸方向垂直于胎膜),如圖12所示。

圖12 滾邊路徑點方向示意
3.3.3 TCP坐標切換
滾邊過程中TCP坐標點切換時,兩個TCP的滾邊坐標點盡量重合。例如圖13(a)中,當從TCP1切換到TCP2時,需要復制粘貼TCP1的最后一個坐標點,在粘貼出的坐標點出切換為TCP2,這樣在滾輪離開TCP1最后一點之前切換為TCP2。在與滾輪半徑相似的轉角區域,可以像圖13(b)所示切換TCP,以保證機器人運行平穩。

圖13 TCP坐標切換示意
4 結束語
西門子Process simulate軟件因其仿真功能強大、兼容各種型號機器人等優勢,已成為汽車行業工藝、工程仿真的主流軟件,在軟件中能1∶1完全再現實物生產場景,針對機器人滾邊等復雜工藝過程,在具體實施前進行仿真驗證,對優化工藝方案、工藝布局、工裝結構、生產節拍等具有非常重要的意義,同時在仿真的基礎上,完成機器人離線程序的輸出,能大大提升現場調試的效率。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
