淺析發動機制造業機加線SPC質量控制系統
2020-09-04 03:29:16郭歡歡楊福常呂洲胡振豪
汽車零部件 2020年8期
郭歡歡,楊福常,呂洲,胡振豪
(1.寧波吉利羅佑發動機零部件有限公司,浙江寧波 315336;2.浙江吉利動力總成有限公司,浙江寧波 315800)
0 引言
隨著市場需求的增加,發動機自制件年產量逐年遞增,急需保證所產產品的合格率、降低不合格產品產出的風險,因此,生產現場使用統計過程分析方法對產出的產品進行管控。這就需要發動機機加線在前期規劃時,考慮實現自動在線檢測以便獲取數據,這樣現場質量人員可以依據檢測數據的趨勢,提前識別導致產品超差的風險點,并為之改善,避免超差,降低產線自制件超差成本、提升自制件下線率。
控制圖是基于統計分析原理,提前消除產品加工過程中的異常原因、保證加工質量的有效方法。在現場生產中質量控制人員只需根據所選取的控制圖以及控制圖上設置的控制線以及獲得的數據趨勢來判斷后續加工有無超差風險,提前識別風險點、避免不合格品的產生,從而達到降低成本、提高加工效率的目的。
1 質量控制圖概述
生產現場根據過程能力和抽取的樣本量選取彩虹圖或常規控制圖。
1.1 彩虹圖
彩虹圖是在預控制圖基礎上演變而來的,是美國Rath & Strong咨詢公司于20世紀50年代開發的,彩虹圖是基于公差流對產品進行控制的,控制線是基于產品公差打折獲得的[1]。如圖1所示,控制區域分為綠色、黃色、紅色三色區域,分別為合格區、警戒區、超差區(圖1中灰色代表綠色區域、白色代表黃色區域、黑色代表紅色區域)。若檢測數據在綠色區域則判定合格;黃色區域為警戒區域,需要分析查找原因消除異常因素;紅色區域為超差報警區域,需要停機維修。

圖1 彩虹圖
1.2 常規控制圖
休哈特博士根據正態分布理論提出了休哈特控制圖,即常規質量控制圖,常規控制圖是基于過程流的方法對產品進行控制,即過程需要穩定[2]。休哈特博士將引起生產過程波動的因素分為普通原因引起的和特殊原因引起的[2]。其中普通原因引起的波動是系統固有的、無法徹底根除;特殊原因引起的波動是在加工過程中偶發因素引起的、易造成生產過程波動,一般從人、機、料、法、環、測,即5M1E 6個方面考慮[2]。
生產現場測量所獲得的數據分為計量型數據和計數型數據[2]。計量型數據為在加工現場可以連續測量、直接獲取的數據,通常在生產現場此類數據的獲取是通過氣電類檢具、帶表類檢具、在線三坐標獲取;計數型數據是在生產現場不能連續測量、只能判斷合格與否,生產現場獲得此類數據的檢具有通止規;在現場由于并未將通止類檢具連接到SPC控制系統中,因此,SPC質量控制系統只涉及計量型控制圖。
2 生產現場SPC質量控制系統
在線檢測系統可實現自制件產品特性和過程特性的在線檢測、檢測數據存儲上傳,產品特性和過程特性數據在線監控、判異并自動報警,過程能力輸出。其硬件及軟件系統主要由線邊檢測站、在線三坐標、Q-Das系統軟件構成。
生產現場使用的控制圖分為分析用控制圖和控制用控制圖,在生產現場使用控制用控制圖的前提條件為生產現場機加線的過程能力滿足要求、分析用控制圖無異常點,此時計算控制線、控制線固化以供控制用控制圖使用,控制用控制圖需周期修正控制線[3],具體流程如圖2所示。
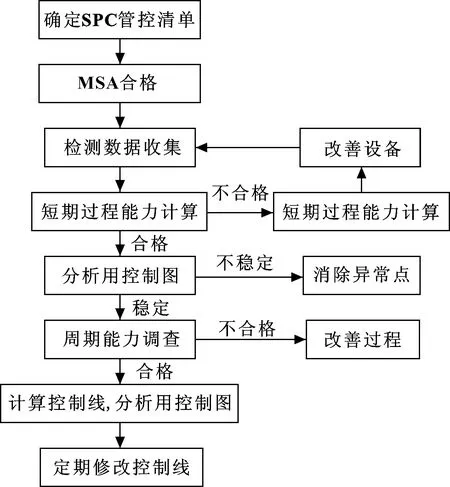
圖2 SPC統計過程流程
2.1 SPC質量控制系統管控特性確定
SPC質量控制系統數據主要來源于線邊檢測站、在線三坐標。SPC管控清單中的管控特性一般來自于控制計劃,控制計劃中產品關重特性和影響產品關重特性的過程特性均需要納入SPC管控清單,如圖3所示。
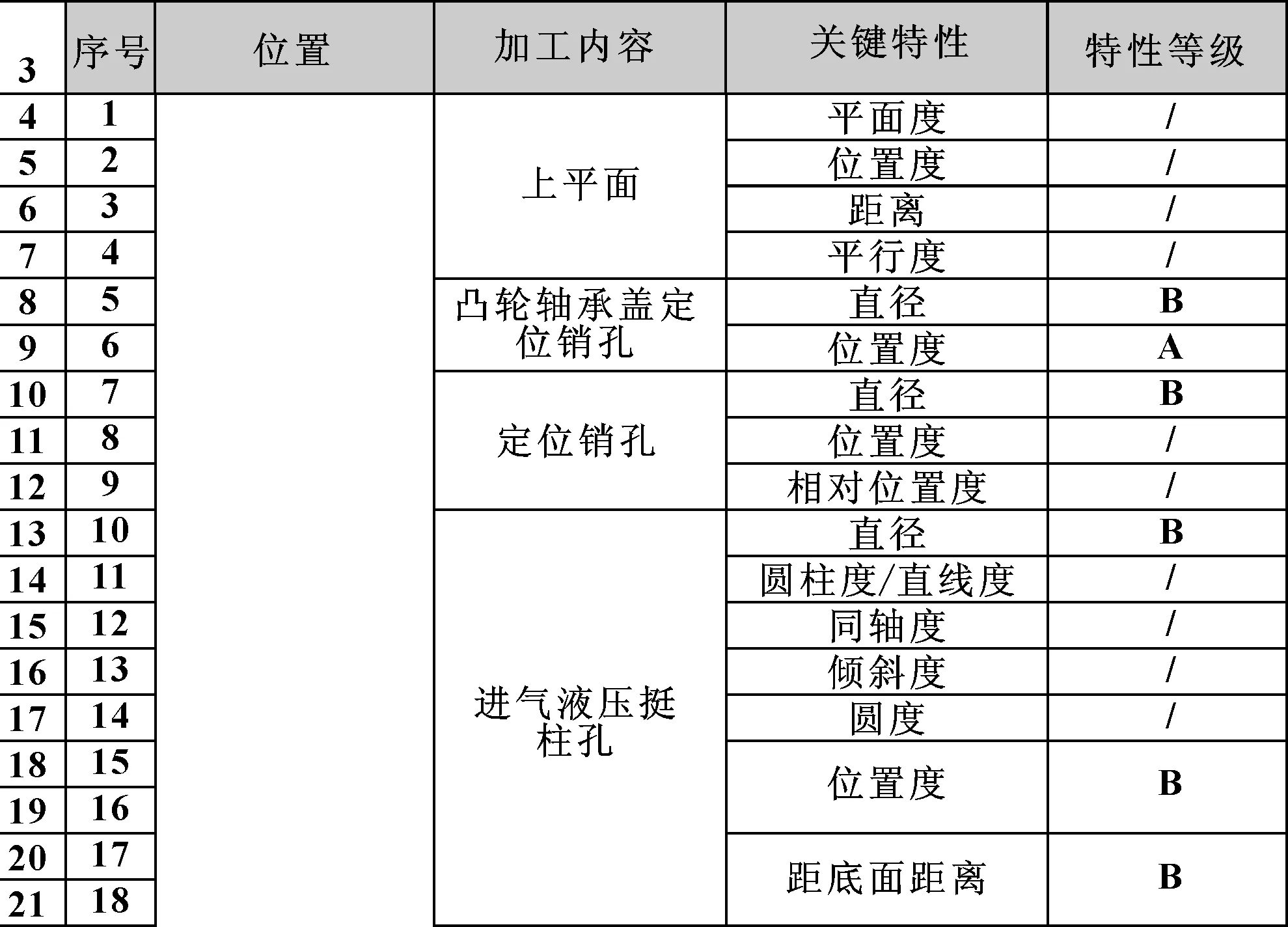
圖3 SPC站部分特性管控清單
2.2 SPC質量控制系統控制圖
在生產現場使用控制圖時,必須滿足數據正態、數據獨立、測量系統MSA合格[Cg/Cgk>1.33,GR&R≥10%(方差分析法)]3個前提條件[4]。
2.2.1 控制圖選用原則
生產現場依據設備能力指數或過程能力和樣本數量來決定選用彩虹圖或者常規控制圖。
當設備能力指數Cmk≥1.67或短期過程能力Ppk≥1.67時,現場使用彩虹圖;當設備能力指數1.33≤Cmk<1.67或短期過程能力1.33≤Ppk<1.67且子組數據量為1時,現場使用99.73%單值圖,此時需要改進設備;當設備能力指數1.33≤Cmk<1.67或短期過程能力1.33≤Ppk<1.67子組數據量為2時,現場使用常規控制圖,此時需要改進設備[4]。
2.2.2 SPC質量控制系統數據抽樣原則
控制圖主要用于監控生產過程。休哈特將過程波動分為組內波動和組間波動,組內波動一般由偶然因素引起,組間一般由特殊原因引起,為使控制圖合理監控過程波動,抽取數據時應涵蓋日常頻檢數據和產線變化點后的首末件檢測數據。
分析用控制圖數據量一般與短期過程能力數據量一致;控制用控制圖生產現場的抽樣頻次一般按控制計劃規定的頻次一致,當遇到換刀、工藝參數調整、機床夾具調整時需要檢測首末件,因此,采取這種組合抽樣的方式獲取生產數據,用于后續計算控制線和監控生產過程。
2.2.3 控制圖控制界限確定
生產線SOP前需要短期過程能力符合標準。短期過程能力的合格標準為:125個樣本量Ppk≥1.67,因此,在生產線SOP后暫用彩虹圖作為分析用控制圖控制,量產后數據量充足后依據獲得的生產數據計算產線長期過程能力指數,依據長期過程能力指數重新修正控制圖控制線,控制線依據生產線數據定期修正。
2.2.3.1 彩虹圖
當Cmk≥1.67或Ppk≥1.67時,現場采用分析用控制圖;當產品公差為雙邊公差時,以公差中心±25%作為警戒線, 如圖4所示。當產品公差為單邊公差時,采用公差線打折66.7%T進行管控,如圖5所示。
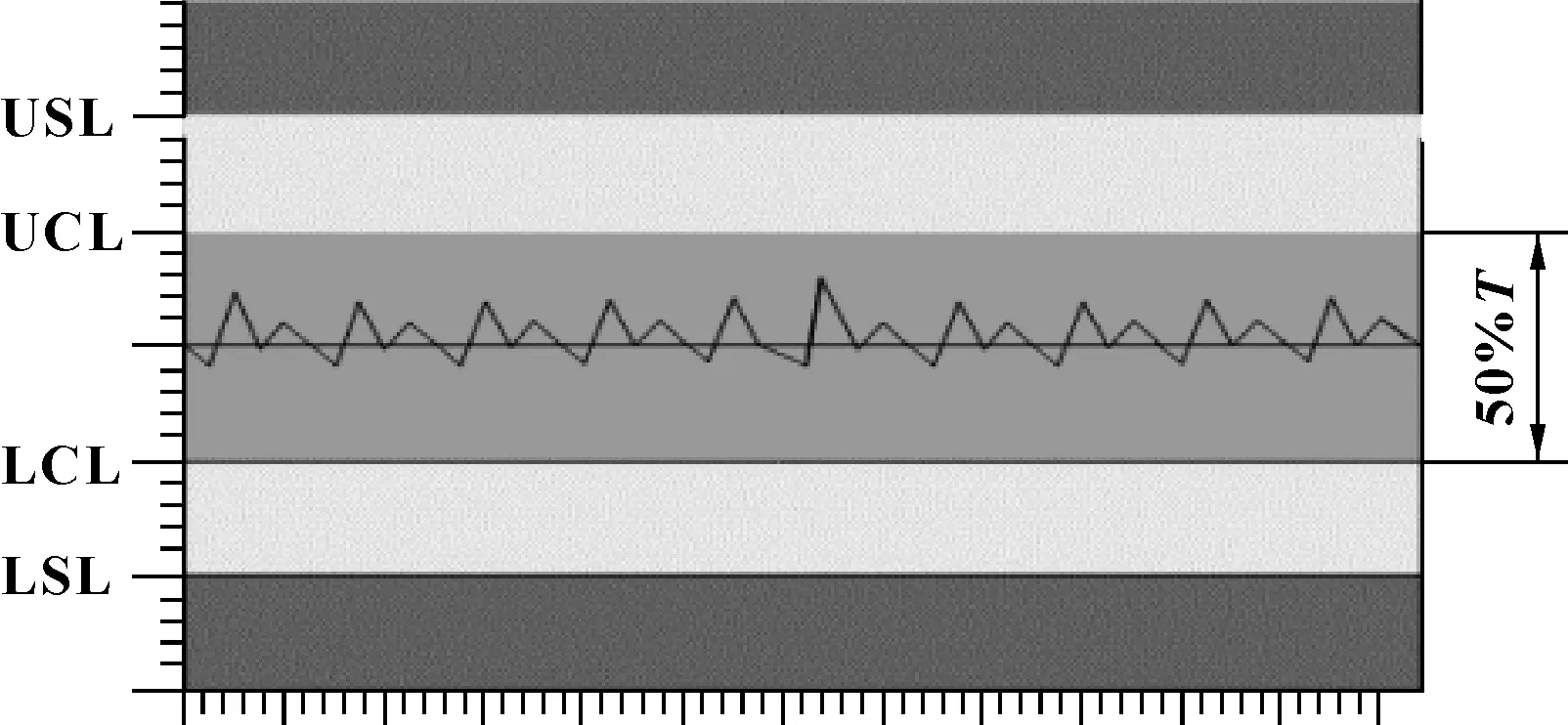
圖4 分析用控制圖50%控制線設置

圖5 分析用控制圖66.7%控制線設置
在生產線SOP后,當獲取充足生產數據后,需進行長期過程能力分析,重新計算、修正控制線,作為控制用控制圖控制線使用,采用上公差線減去n倍標準差,下公差線加上n倍標準差方式作為控制線,n的取值取決據產線PPM的要求,如圖6所示,控制線需定期修正。
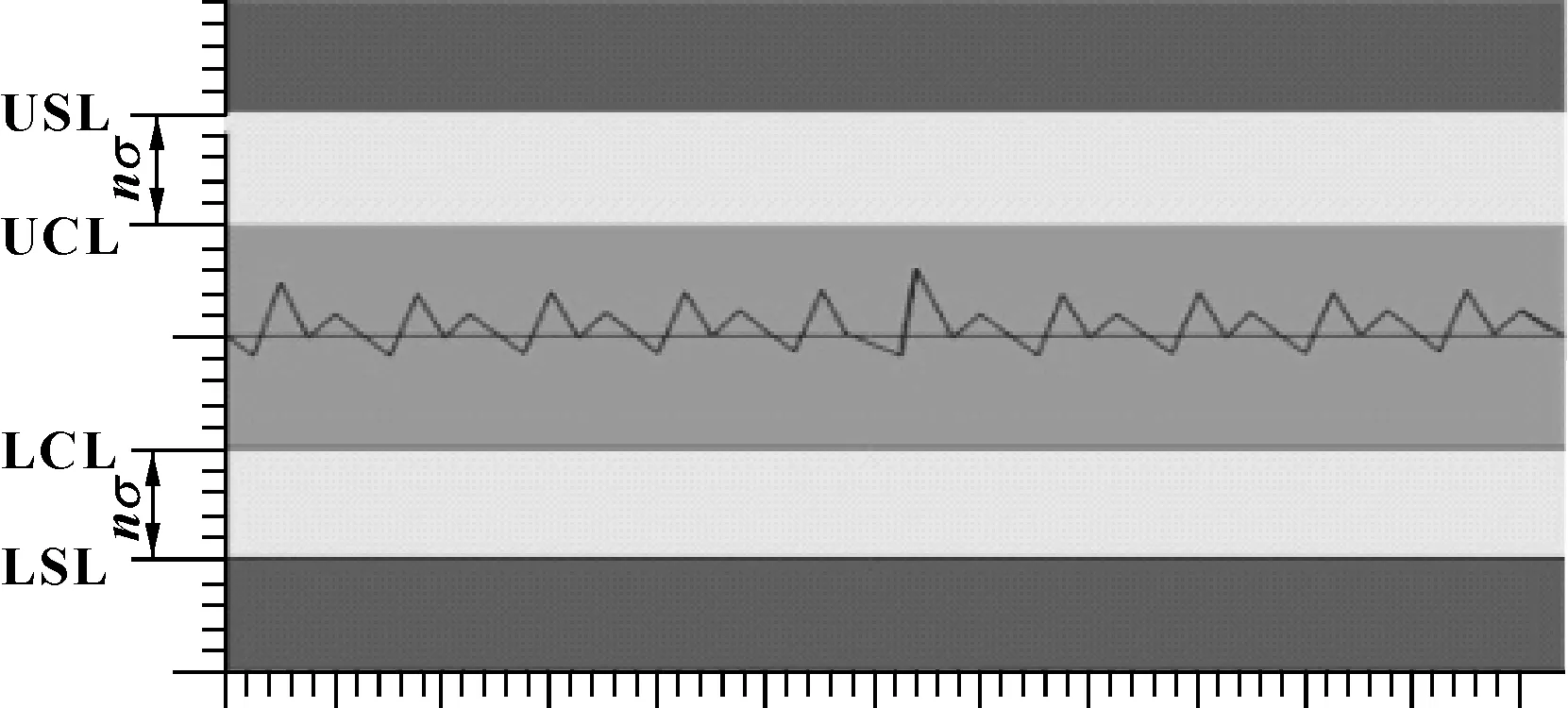
圖6 控制用控制圖控制線設置
2.2.3.2 常規控制圖
(1)均值極差圖
均值圖控制線設置:
(1)

(2)

(3)
極差圖控制線設置:
(4)
(5)
(6)
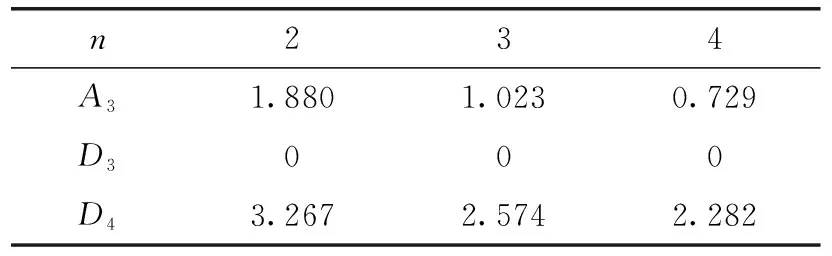
表1 均值極差圖控制線系數
(2)均值標準差圖
均值圖控制線設置:
(7)

(8)

(9)
標準差圖:
(10)
(11)
(12)
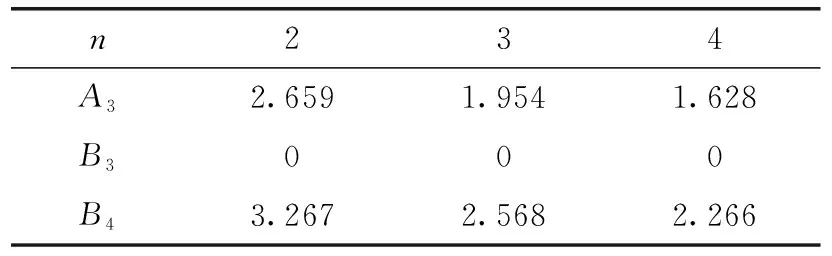
表2 均值標準差圖控制線系數
2.2.4 控制圖判異準則
彩虹圖和休哈特常規控制圖,兩種控制圖的判異標準不同。當現場使用彩虹圖時,點超控制線則判異,如圖7所示。
若生產現場使用常規控制圖,則遵循常規控制圖的判異準則。休哈特常規控制圖有八大判異準則,在生產現場為了避免過分約束、造成生產成本提高,通常采用前3條準則對現場數據進行判異:
(1)點超出控制線判異;
(2)連續9點落在中心限同一側;
(3)連續6點遞增或遞減。
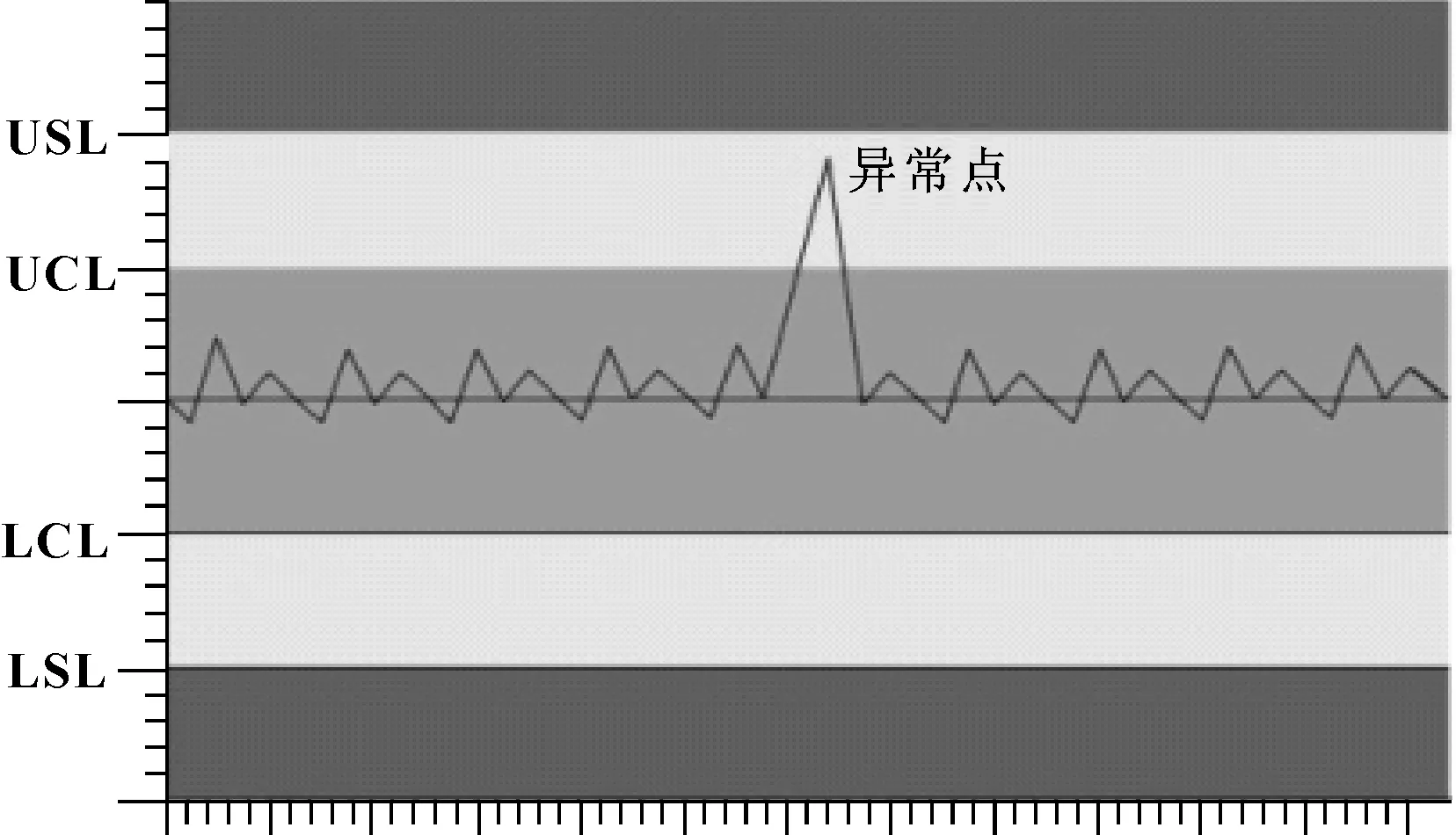
圖7 異常彩虹圖
2.3 過程能力調查及控制線修正
某公司以季度為周期進行長期過程能力分析,每季度初輸出產線過程能力數據,針對過程能力指數(Cp/Cpk)不合格的項,召集設備維修人員、工藝員、SPC專員、檢具管理員、檢驗人員制定臨時檢測方案,然后分析調整異常點,如:機床轉臺角度、切削刀具、NC程序中刀補、NC程序中工件坐標系、在線檢具等。在對5M1E相關因素改善后,初設控制線,控制圖無異常、過程能力指數(Cp/Cpk)合格時,控制線固化,此控制線作為控制用控制圖控制線使用。
2.4 案例分析
結合工作過程中實際案例,將SOP后現場管控方法做如下總結:
(1)對現場設備進行季度能力調查,形成Cp/Cpk管控表;
(2)針對管控表中Cp/Cpk不合格項進行原因分析,由數據的趨勢可以著手從程序、刀具、夾具(轉臺角度、夾具定位塊高度)、檢測設備等方面進行改善。如現場601/602銷孔位置度Cp/Cpk不符合要求,首先分析NC加工程序,發現兩個特性均在同一工件坐標系加工,且此坐標系下其他孔Cp/Cpk數據合格,排除NC程序;再排查加設備夾具,通過分析夾具高度、主軸靜態精度等,鎖定是夾具高度因素造成Cp/Cpk數據不合格原因,對夾具高度進行調整,調整后送檢首件,將首檢數據控制在33%T范圍內;
(3)Cp/Cpk數據合格后,重新計算控制線,按照公差上下線加減n倍標準差作為現場SPC站控制圖進行管控。
3 結論
文中主要分析了現場實施SPC質量控制圖的基本流程,簡述了SPC質量控制圖前期管控特性確定、抽樣原則、控制圖的選擇等,在SOP后期需要持續改進、定期輸出過程能力,從而保證生產過程穩定、提升產品質量。
猜你喜歡
發明與創新(2022年30期)2022-10-03 08:40:56
動漫星空(興趣百科)(2020年12期)2020-12-12 05:31:40
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
人大建設(2018年6期)2018-08-16 07:23:10
文理導航·科普童話(2017年5期)2018-02-10 19:42:14
中國軍轉民(2017年6期)2018-01-31 02:22:28
無人機(2017年10期)2017-07-06 03:04:36
小星星·閱讀100分(低年級)(2015年10期)2015-10-22 08:30:04
汽車零部件(2014年11期)2014-09-18 11:57:16
